Как Наточить Пильный Диск С Победитовыми Напайками
Содержание:
- Особенности использования станка
- Параметры дисков для циркулярки
- Виды полотен для сабельной пилы
- Как определить износ дисковой пилы
- Общие правила заточки циркулярной пилы
- Виды дисков для циркулярной пилы
- Измерение степени заточки дисковой пилы
- Виды разводки зубьев циркулярной пилы
- Как заточить диск своими руками
- Классификация ножовок
- Как выбрать пильный диск по дереву или на что обратить внимание
- Советы по заточке пилы
- Что следует учитывать при заточке пилы?
- Как заточить циркулярную дисковую пилу
- Заточка инструмента
Особенности использования станка
Чтобы осуществить заточку, хозяину не нужны специальные навыки
Требуется только соблюдать осторожность и правила поведения у станка:
- Следует регулярно проводить чистку поверхности точильного круга от загрязнений и следить за его состоянием.
- Пильный диск во время работы должен располагаться правильно.
- При выполнении процедуры надо следить за нагревом обрабатываемого материала.
- Если на кромке пильного диска присутствует равномерный заусенец, то заточку необходимо считать выполненной.
- После обработки лезвий точилом, их нужно тщательно отшлифовать.
Любая дисковая пила при регулярном использовании теряет свои первичные характеристики. Восстановить режущую способность поможет заточка зубьев пильного круга. Чтобы сделать ее качественно и быстро, необходимо соорудить специальный станок. Он имеет простую конструкцию, но отличается высокой эффективностью.
Видео по теме: Самодельный станок для заточки дисковых пил
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Параметры дисков для циркулярки
Если вы используете в строительных работах циркулярную пилу, то рано или поздно сталкиваетесь с ситуацией, когда пильный диск необходимо заменить ввиду того, что старый уже совсем не пилит. Твердосплавные напайки со временем стачиваются или совсем приходят в негодность. В первом случае можно их заточить и диск прослужит еще сколько-то, ну а если время упущено и от напаек уже почти ничего не осталось, тогда придется покупать новый круг. Как его выбрать?

В первую очередь при покупке вы должны точно знать размер, а именно: максимальный внешний диаметр диска, диаметр внутреннего отверстия(посадка), также желательно знать количество зубьев. И еще один важный параметр — это толщина реза.
Посадочное отверстие
Большое количество моделей циркулярных пил привело к тому, что вариантов посадочных отверстий стало больше. Размеры посадки бывают разные, чаще всего встречается посадка на 30, 32 и 20 мм, более редкая — на 16 мм. У популярной отечественной модели циркулярки «Байкал е-513а» посадочное отверстие на 30 мм, такое же и у маленькой «паркетки» Hitachi C7MFA. А вот у циркулярок Skil внутреннее отверстие диска чаще всего 16 мм, найти такие в продаже сложнее, чем более распространенные.
Количество зубьев.

Количество зубьев сильно влияет на качество реза и на скорость работы. Если вы пилите обычные доски на скорость(заготовка дров например), то вам ни к чему круги с большим количество зубьев.
Для диаметра 200 мм вполне достаточно 20-24 зуба, пиление будет идти достаточно быстро. Если же вы работаете с материалом, где важна чистота реза, тогда необходимо покупать круги с большим количество зубьев. Для диаметра 200 мм это будет 36-48 зубьев.
Чаще всего мелкозубные» модели используются для обработки ламината, фанеры, двп. Если вы работаете с ДСП(древесно-стружечная плита), то тут уже просто необходимо покупать диски с большим количеством зубьев, поскольку такая плита очень сильно крошится при пилении крупнозубыми.

Толщина диска.
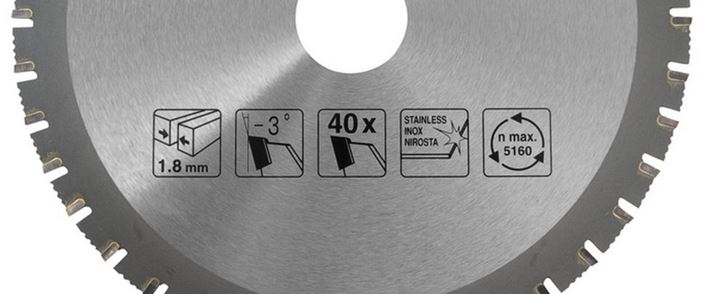
Немаловажным параметром является толщина самих твердосплавных пластин. Очень часто покупатели спрашивают именно тонкие пилы. Большинство дисков имеют толщину 2.5 мм, что для пиления ламината подходит не очень
Но в продаже можно найти тонкие модели толщиной 1.8 мм, вот они то как раз самые лучшие в тех работах, где важно качество среза, края среза получаются гладкими и ровными

Также имеет значение универсальность круга (имеется в виду возможность установки на различные модели циркулярок). Многие диски продаются большим диаметром посадочного отверстия, в довесок в комплекте идут вставки-переходники на другие диаметры посадок. Получается, что купив такой, вы сможет установить его на многие пилы, поскольку посадку можно менять переходными кольцами.
Чтобы круг служил дольше, нужно, чтобы он хорошо охлаждался. На некоторых есть специальные отверстия или прорези, которые служат именно для этого(также как у алмазных дисков по бетону). Прорезь для охлаждения начинается между зубьев, но есть диски, где прорези имеются непосредственно на поверхности. Они охлаждаются еще лучше, это, как правило, профессиональные «Makita» или «Bosch». Лучше охлаждение — дольше срок службы.
По фирмам-производителям.
Очень неплохие отзывы мы получаем от покупателей пильных дисков фирмы «Атака», они являются оптимальными по критерию цена-качество. Средняя стоимость размером 200 мм примерно 250 рублей, стоимость зависит от количества зубьев, чем больше зубьев — тем выше цена. Производитель — Китай, но качество более чем достойное.

Из отечественных производителей нельзя не отметить Липецкое производство, правда цена их практически в 2 раза выше китайских. Но они отличаются повышенным качеством, твердосплавные пластинки заметно больше, соответственно и стачиваются медленнее. Минус — они толстые и не подойдут тем, кто работает с ламинатом. Из универсальных (с переходными вставками на различные посадки) отметим «stayer», такие идут в комплекте с вставками на 16, 20, 30 и 32 мм.
Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.
- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.
- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.
- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.
- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.
Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.
- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.
- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.
- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.
- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.

Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.
Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Как определить износ дисковой пилы
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
ВАЖНО! При проведении работ всегда используйте диск, соответствующий материалу. В противном случае вы ошибочно отправите исправный диск на заточку.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
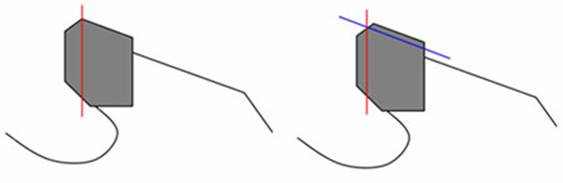
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. Схематическое изображение правильной заточки зубьев
Схематическое изображение правильной заточки зубьев
Маркировка пильного диска с указанием углов заточки
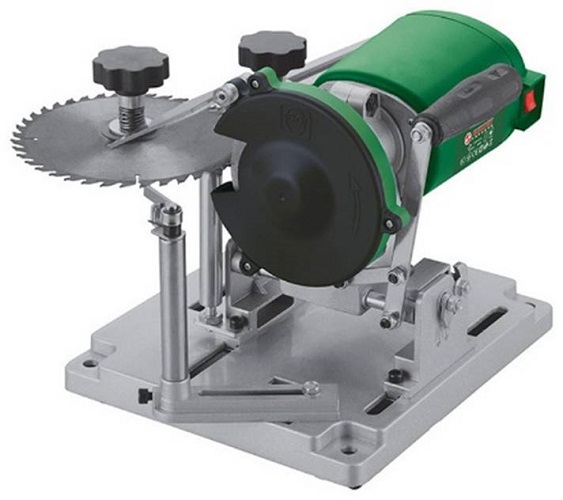
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Виды дисков для циркулярной пилы
Монолитный диск. Выполнены они из качественной  высокоуглеродистой или быстрорежущей стали. Применяются для обработки древесины и продукции из неё, а также для реза изделий из полимеров. Обладают рядом преимуществ:
высокоуглеродистой или быстрорежущей стали. Применяются для обработки древесины и продукции из неё, а также для реза изделий из полимеров. Обладают рядом преимуществ:
- недороги;
- простая заточка зубьев – можно выполнять эту операцию самостоятельно, без наличия сложных специальных приспособлений;
- многократно перетачиваются, следовательно, имеют достаточно большой ресурс работы.
Диск с зубьями, которые усилены твердосплавной напайкой. Полотно изготавливается из прочной инструментальной стали. Напайка – это сплавы из стали с высоким содержанием карбидов вольфрама или кобальта. Благодаря такому решению эти диски стали наиболее распространёнными. Имеют ряд достоинств:
- позволяют резать большинство из известных материалов;
- не требуется производить развод зубьев;
- прочны и надёжны в процессе работы;
- срок службы от заточки до заточки в несколько раз выше по сравнению с монолитным диском;
- дают более чистый рез;
- повышают скорость резания;
- выпускаются широким ассортиментом для решения всевозможных задач при распиловке материалов.
При этом есть существенный недостаток – такие диски относительно дороги и для заточки требуется специальное оборудование.
Измерение степени заточки дисковой пилы
Как правило дисковые пилы с победитовыми напайками употребляют изредка, но на значимые объемы материала на в течении продолжительного срока. Потому полностью нормально, что резцы с течением времени начинают стачиваться. Затачивать данное изделие нужно при необходимости. Найти степень заточки достаточно легко:
- При распиливании материала начинают появляться выпуклости, зазубрины, сколы, а при резке деревянных предметов – соответствующий запах и темные следы на материале;
- Работа на станке усложняется, потому что нужно прилагать чем просто усилий, и в результате идет мощная нагрузка на движок.
Принципиально! Отсутствие наблюдения за остротой резцов диска приводит для того, что изделие вообщем не просто нельзя будет более ни заточить, ни отремонтировать. Потому стоит кропотливо заботиться о состоянии инструмента.
Необходимо сказать что, вы, в данных станках предусмотрены защитные реле. Если таковые отсутствуют, аппарат может резвее дать сбой при неверной иначе говоря не впору изготовленной заточке.
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Как заточить диск своими руками
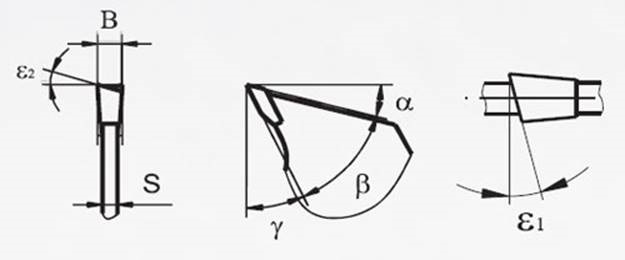
Чтобы заточить дисковую пилу, принимают во внимание четыре основных угла:
- α – задний угол;
- γ – передний угол;
- β – угол заострения, задается задними и передними углами (β=90°-γ-α);
- Ɛ1 и Ɛ2 – углы скоса, как передних, так и задних плоскостей.
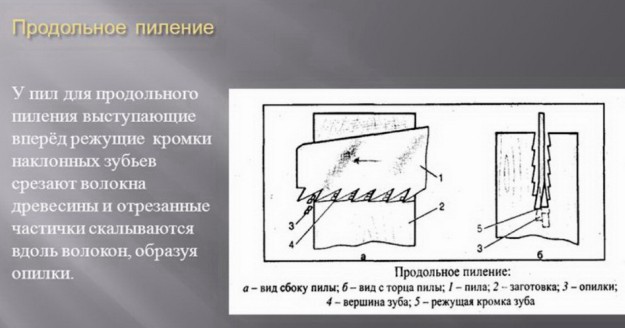
Угол затачивания инструмента подбирается по типу материала, который предстоит обрабатывать, и по направлению реза, что очень важно при распиловке древесины. Для проведения распилов вдоль волокон древесины оснастка должна иметь зубья с достаточно большим передним углом (от 15° до 25°)
Для пиления поперек волокон требуется передний угол (γ) от 5° до 10°. На универсальных пилах, позволяющих делать распилы как вдоль волокон древесины, так и поперек, передний угол резца имеет среднее значение, равняющееся 15°.
Кроме всего, на угол затачивания влияет и твердость материала. Заострение зуба (β) нужно обязательно уменьшить перед пилением твердых материалов.
Правила заточки
Чаще всего, твердосплавная напайка изнашивается по своей верхней кромке. Она со временем стачивается и скругляется приблизительно на 0,1-0,3 мм. Также изнашивается и передняя грань резца. Не следует допускать сильного затупления режущих элементов, поскольку для выравнивания кромок придется стачивать большее количество материала с резца. О том, что оснастку пора затачивать, можно определить по виду кромок резцов и по качеству пропила: остаются рваные края с большим количеством сколов.
При правильном проведении заточных мероприятий появляется возможность затачивать резцы около 25-30 раз. При этом будет обеспечиваться требуемая острота режущей кромки. Чтобы добиться таких результатов и значительно продлить срок службы оснастки, рекомендуется производить заточку зуба по задней и передней плоскостям. Конечно же, можно стачивать и одну плоскость зуба пилы, но количество попыток при этом уменьшится в 2 раза. На рисунке ниже показано, как влияет на количество заточек стачивание зуба по одной и обеим плоскостям.
Затачивая резцы оснастки, рекомендуется последний проход абразивом делать по задней плоскости зуба. В среднем, величина стачивания металла зуба должна находиться в пределах 0,05 – 0,15 мм.
Заточка диска в домашних условиях
Диски для пил обычно затачиваются на специальном станке. Покупать аналогичный станок для дома не имеет смысла, если вы не собираетесь открыть бизнес по заточке оснастки для циркулярок.
Но как заточить дисковую пилу без профессионального оборудования? Чтобы наточить пильный диск своими руками, потребуется наличие:
- точильного настольного станка (можно для этих целей приспособить болгарку);
- абразивного круга (лучше, если это будет алмазный тарельчатый диск для заточки);
- простого приспособления, которое можно сделать из обрезков ДСП.
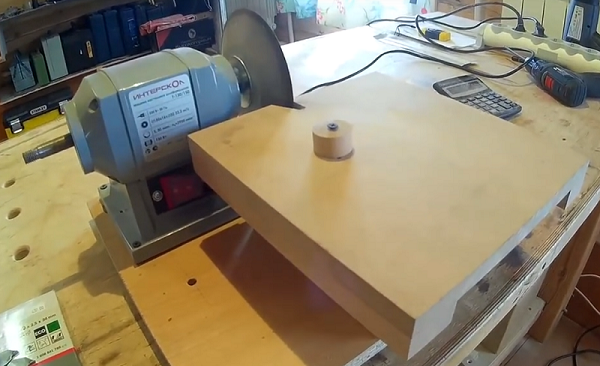
Последняя приспособа представляет собой столик, состоящий из подвижной верхней каретки и неподвижного основания. На следующем фото показано основание без каретки.
Чтобы каретка двигалась правильно, в горизонтальной плоскости, по ее краям можно закрепить планки или установить ее на мебельные телескопические направляющие. Далее, в определенном месте каретки (находится экспериментальным путем) устанавливается шайба диметром, соответствующим посадочному отверстию оснастки.

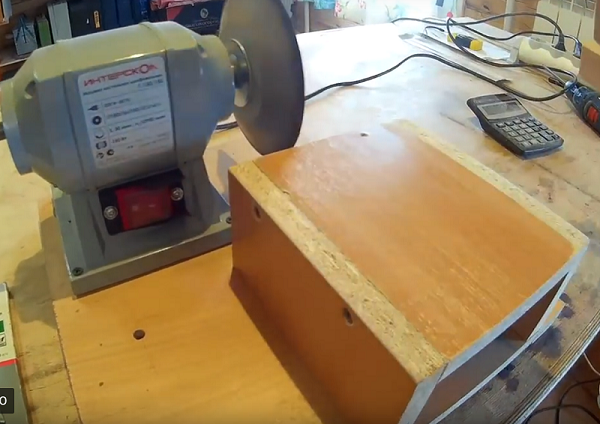
На эту шайбу одевается пильный диск и вместе с кареткой пододвигается к алмазному кругу.

Для равномерной заточки можно между двумя зубьями (слева и справа от точильного круга) вкрутить по саморезу, которые будут служить одновременно и упором, и ограничителем.
После правки первого резца (рекомендуется наметить маркером) каретка отодвигается от алмазного круга, диск переставляется на один зуб по упорам, и заточка циркулярной пилы продолжается.
Классификация ножовок
- Длина холста. Из этого значения зависит удобство работы (вы делаете меньшее количество возвратно-поступательных движений), а зубы на длинной ножовке не забиваются так интенсивно. Общее правило заключается в том, что древесины должен быть в два раза длиннее заготовки

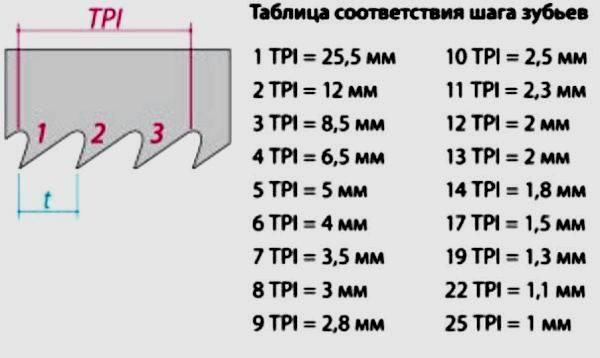
Размер зуба. Этот параметр определяет скорость и качество распиловки. И критерии взаимоисключающие. Ножовка с небольшим зубом дает качественный и чистый срез, однако скорость ниже, и усилие применяется больше. Большой зуб режется быстрее и легче, но края разреза будут «разорваны» и грубые. В параметрах размер зуба указывается в «TPI», цифра обозначает количество ребер на дюйм. Чем выше значение, тем меньше зубов
Форма зуба. Этот параметр определяет направление резания (вдоль или поперек волокон), тип дерева и вектор приложенной силы (от себя или от себя). Конечно, есть универсальные полотна. Правильная заточка ножовки выполняется в соответствии с формой зуба
Тип стального полотна. Классификация материала. отдельная тема, нас интересует способ обработки. Холст может быть горячим, а не горячим и комбинированным. В последнем случае только зубы затвердевают. Это может быть определено оттенком металла. окрашенная сталь темнее.

Этот «недостаток» компенсируется медленным тупым процессом. Если вы не получите гвоздь или сплошной узел. холст может служить в течение длительного времени. Правда и цена уместна.
Как выбрать пильный диск по дереву или на что обратить внимание
Рано или поздно с инструментом для распиловки сталкивается каждый. Как правило, необходимость использования такого рода инструмента возникает при капитальном ремонте или строительстве частного дома. Часто в хозблоке садовода можно увидеть ручную дисковую пилу либо циркулярный переносной станок.
Все кто сталкивался с ремонтом своими руками понимает, что от качества инструмента зависит очень многое. Если провести аналогию с дрелью или перфоратором, где 70% успеха зависит от качества сверла, то в случае с инструментом для распила, главными являются пильные диски
Как выбрать пильный диск по дереву, на что обратить внимание при его выборе? Об это мы расскажем в этой статье
Правильно подобранный диск позволит сократить расходы материала, уменьшить процент брака. Сразу стоит ометить, что нет универсальных расходных материалов, которые с легкостью и без потери качества будут пилить всевозможные материалы. Поэтому если вам предстоит работать с различными материалами, то придется приобрести подходящие пилы для каждого конкретного материала.
Параметры пильного диска
К основным параметрам пильного диска относят наружный диаметр, размеры посадочного отверстия, толщина. Эти параметры вы можете увидеть прямо на поверхности диска.
Разделяют все пильные диски на монолитные и твердосплавные (на зубъях наплавлены пластины кобальта или вольфрама).
К минусу монолитного относится быстрая потеря остроты, которая, в принципе, компенсируется возможностью самостоятельной заточки. Достоинство #8211; относительно невысокая цена.
Плюсом диска с твёрдосплавными зубьями является больший срок службы до потери остроты зубьев, а минус в большой сложности их заточки без специального инструмента.
На сегодняшний день твердосплавные диски наиболее распространенные.
При выборе диска нужно обратить внимание на форму зуба. Именно геометрия зубьев напрямую влияет на скорость и качество реза
Выделяют плоскую заточку зуба, трапеция-прямой и чередование наклонов заточек.
При выполнении быстрых и черновых работ с массивом древесины идеальным выбором будет плоская или, как говорят, прямая заточка зуба режущего инструмента. Для работы с деревом пильный диск выбирают, руководствуясь следующими правилами.
Если нужно выполнить продольный рез, то пилу следует выбрать с небольшим количеством зубьев, положительным уголом наклона. А для поперечного реза нужно наоборот установить диск с большим количеством зубьев.
При работе с мягким деревом, многослойной фанерой лучше приобрести пилу с чередующимся наклоном заточек.
Если вам нужно работать с пластиком, алюминием, ламинироваными ДСП (ламинат), то правильным выбором будет трапециевидная заточка зубьев. Данная заточка позволит избежать расщепления материала и обеспечит достаточную частоту реза.Стоит отметить, что сколы будут на одной из сторон ламината, но в их количество будет незначительным.
Специально для работы с цветными металлами производят диски с положительными и отрицательными углами.
Так диск с отрицательным углом в значительной мере уменьшает заусеницы на кромке тонкостенного профиля. А качественно распилить толстостенный профиль поможет пила с положительным углом наклона.
Фирменный расходный материал имеет упаковку, на которой содержится основная информация о параметрах диска, как правило, производитель указывает для какого материала он подходит. Указывается максимальное количество оборотов, углы наклона зубьев.
Стоит помнить, что диски для маятниковых торцовочных пил не следует использовать для ручных дисковых пил и циркулярных станков.
Кроме того, сэкономить ваши деньги позволит простая логика, если ваш станок имеет высокую степень радиального или осевого биения, то устанавливать на него дорогой пильный диск не стоит.
Визуальный осмотр режущего инструмента тоже важен. Так менее качественные имеют шероховатости на поверхности, следы грубой обработки. Часто хороший производитель делает надписи на поверхности пилы лазером, такие надписи не стираются при работе.
Толщина самого диска играет не последнюю роль в производительности и качестве работы. Так тонкая пила уменьшает количество отходов, тратит меньше энергии. Однако они менее устойчивые к различного рода деформациям и совсем не подходят для тяжелых условий труда.
Советы по заточке пилы
Используя файл, каждый зуб заострен. Каждое из них имеет одинаковое количество движений и равное давление.
Для заточки пильного диска необходимо начинать с поверхности, расположенной позади. Именно эта часть во время реализации рабочего процесса относится к обрабатываемому материалу. Наиболее предпочтительным является шлифование диска непосредственно в машине, но также возможно, что когда процесс шлифования необходимо удалить для процесса измельчения.
Когда вам необходимо затачивать пилу в устройстве, шнур вытаскивается из гнезда (это должно быть сделано по соображениям безопасности, так что устройство случайно не запускается). Нужно приклинить диск, пока с обеих сторон укладываются деревянные стержни, они плотно прижаты к зубам пилы.
точить карбидные диски очень просты с помощью простейшего устройства, но такие диски обслуживают время.
мой метод хонингования циркулярная пила (музыкальная серия от Audionautix
Маркер должен быть отмечен зубом, который будет заострен первым. Когда первый зуб заострен, необходимо помнить количество движений, сделанных файлом. Это делается потому, что все последующие зубы должны быть заточены с одинаковыми усилиями, и количество движений должно быть одинаковым.
Итак, как правильно затачивать циркулярные пилы? Если шлифовальный диск удаляется с машины, его необходимо зажать в тисках (для этой цели лучше всего использовать деревянные матрицы). После этого необходимо выполнить те же процедуры, которые описаны выше. Когда зубы затачиваются, диск сначала должен вращаться в тисках. Выполнение этого намного проще, чем может показаться на первый взгляд, вам нужно только соблюдать правила безопасности, иначе все это может привести к самым негативным последствиям.
Что следует учитывать при заточке пилы?
После процедуры пильный диск следует проверять на равномерную заточку на куске дерева.
После того, как заточка всех зубов подошла к концу, диск аккуратно вставлен в машину. Затем машина подключается к сети, а ненужный деревянный блок распилен. Если есть сильный шум или материал подается неравномерно, тогда необходимо проверить, насколько близко зубцы подходят друг другу по высоте. Это делается следующим образом: маркер должен быть доведен до режущей кромки, диск вращает полный оборот в сторону, которая противоположна направлению вращения. Затем диск должен быть осмотрен самым тщательным образом. Затем каждый зуб будет иметь отметку, чтобы вы могли идентифицировать те зубы, которые отличаются друг от друга по высоте. Высота длинных зубов аккуратно выровнена с файлом.
Пильный диск более качественно заточен на специальной шлифовальной машине, но для домашних мастеров этот способ заточки не всегда доступен. Поэтому более популярным является метод измельчения циркулярной пилы, который проводится дома.
Необходимо еще раз отметить то обстоятельство, что ни в коем случае такой процесс не должен задерживаться, иначе инструмент быстро провалится. И ремонтные работы могут быть очень дорогими, поэтому сначала лучше сделать все, потратив на это небольшое количество времени.
Дело в том, что такой инструмент с большим растяжкой можно назвать дешевым, поэтому, когда вы его покупаете один раз, вам нужно приложить все усилия, чтобы обеспечить его работу как можно дольше. И нетрудно это сделать, вам просто нужно регулярно позаботиться о таком инструменте, и тогда проблем не будет.
Как заточить циркулярную дисковую пилу
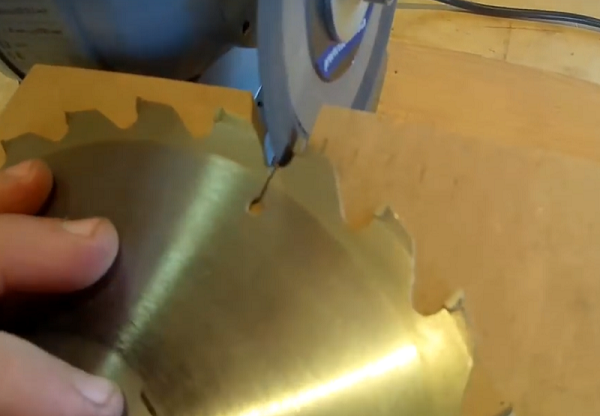
Циркулярная (дисковая) пила – незаменимый инструмент, без которого не обойтись при проведении ремонтных работ, строительстве деревообработке или заготовке дров.
От качества её заточки напрямую зависят качество и точность распилов и срок службы пилы.
Для заточки пилы потребуются:
Напильник, тиски, деревянный брусок, маркер, некоторое время и хорошее настроение:)
Настроение ещё больше поднимется, когда вы почувствуете разницу между работой с тупой и с хорошо наточенной пилой.
Поддержание пилы в наточенном состоянии особенно важно для маломощных циркулярных пил. Тупой диск увеличивает нагрузку на электродвигатель, который, перегревшись, может выйти из строя.
признаки износа пилы, являющиеся сигналом к тому, что ее требуется заточить:- необходимо прикладывать большее усилие при пилении;- подгорают края пропила, появляется запах гари и темные следы на матениале от зубьев пилы;- повышенный нагрев электродвигателя (может появиться дым).
- Перед заточкой зубья пилы обязательно разводят. Разводка зубцов производится или специальной “разводкой” с ограничителем, или металлической пластиной с прорезями.
- Заточку дисковой пилы производят сначала с задней поверхности зуба, которая при работе не соприкасается с обрабатываемым материалом. Затем затачивают переднюю поверхность, которая при пилении набегает на материал. Точить диск можно прямо в станке, а можно и вынуть его для заточки в тисках.
- При заточке в станке убедитесь что станок обесточен и случайно не запустится. Зафиксируйте диск, подложив с обеих его сторон тонкие деревянные бруски и прижав их к зубьям пилы.
- Пометьте маркером (фломастером) зуб, с которого начали заточку. Затачивая первый зуб, запомните количество движений напильником и старайтесь остальные зубья точить с таким же усилием и тем же количеством движений.
- Если же вы решили снять диск со станка, зажмите его в тисках с помощью деревянных плашек и проделайте описанные в пп 3-6 шаги. По мере заточки зубьев проворачивайте диск в тисках.
- По окончании заточки всех зубьев вставьте диск в станок, включите его в сеть и распилите пробный деревянный брусок. Сильный шум, биение или неровная подача материала свидетельствуют о разности зубьев пилы по высоте. Для проверки этого, к режущей кромке поднесите маркер, а затем проверните диск на полный оборот в сторону, обратную направлению вращения. Осмотрите диск. На каждом зубе останется отметина, которая позволяет выявить зубья, отличающиеся от других по высоте. Аккуратно уменьшите напильником высоту выступающих зубьев.
- Конечно, лучшее качество заточки достигается на специальных точильных станках, но они не всегда могут быть доступны мастеру в домашних условиях.
Видео: Как заточить циркулярную (дисковую) пилу
У вас всё получится!
-
Назад
-
Вперёд
Заточка инструмента
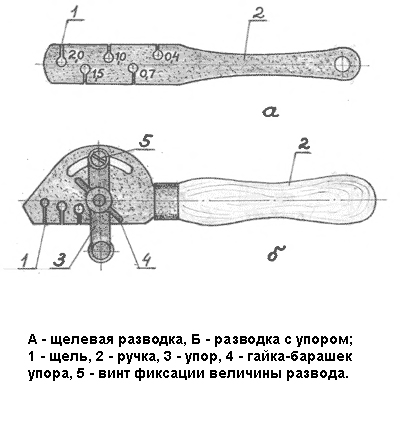
Изображение 3. Схема инструмента для развода зубьев ножовок.
, резцов на бензопиле, циркулярных дисков можно производить в кустарных мастерских. За неимением специального оборудования это можно выполнить вручную. Для заточки диска понадобятся:
- маркер;
- напильник;
- тиски;
- деревянные бруски.
Если диск установлен на станок, то снимать его не обязательно. Фиксация в неподвижном положении осуществляется деревянными брусками. Во избежание случайного запуска установки ее необходимо отключить от электросети. Для заточки вне станка для фиксации пилу зажимают в тисках.
Перед началом работы диск очищается и обезжиривается. Маркером помечается первый зубец, после чего он затачивается. Последующие зубцы затачиваются с тем же нажимом, что и первый. Заточка должна быть равномерной. Разведенные зубцы обрабатываются через один, после чего диск переворачивается и производится заточка резцов, загнутых в другую сторону.
Людям, которые часто и много работают на циркулярных пилах, приходится регулярно затачивать инструмент. Для этого они устраивают в мастерских самодельные приспособления. На электродвигатель устанавливается точильный круг. Это или CBN для заточки быстрорежущей стали, или алмазный круг PCD для работы с твердыми сплавами. Последний требует периодического охлаждения, так как алмаз при температуре в 900° С начинает сгорать. Для этого используют смазочно-охлаждающую жидкость.
Вручную это сделать невозможно. Специальное оборудование обеспечивает высокую точность и исключает ошибку. Кустарным мастерам приходится прибегать к различным ухищрениям. Оборудуется платформа, на которой крепится диск. Ее можно сделать подвижной с регулируемым ограничителем движения. Такую платформу можно изготовить из фурнитуры для раздвижной мебели. Ограничителем может служить болт, закручивание или откручивание которого обеспечивает нужную глубину подачи. Для фиксации диска можно использовать закрепленную на платформе шайбу, подобранную по его внутреннему диаметру. Смещение диска вокруг оси регулируется фиксаторами зубцов.
В самом простом исполнении это шурупы, вкрученные в платформу. После заточки первого зубца диск проворачивается, и затачивается следующий. Приспособление позволяет выполнять работу быстро и качественно.