Виды аргоновых горелок и как их выбрать
Содержание:
- Что это такое
- Аргонная сварка у себя дома
- Умелые руки альтернатива затратам
- На что обращать внимание при выборе предмета
- Принципы работы аргонодуговой сварки
- Особенности аргоновой сварки
- Процесс аргоновой сварки
- Оборудование для проведения аргонной сварки
- Тонкости выполнения аргонной сварки
- Виды аргоновых горелок для ручной сварки
Что это такое
Аргоновая или аргонодуговая сварка ГОСТ 14771 – это методика температурного воздействия на металлические соединения, которая позволяет не использовать металлическую проволоку в качестве наполнителя места соединения. Аппарат для аргоновой сварки производит двойную дугу, за счет чего шов не образовывается. Холодная дуговая сварка аргоном считается одной из самых сложных процесс обработки металла, но зато она дает возможность обработать любые сплавы и цветные металлы без образования на них шва.
 Фото – ручная аргоновая сварка
Фото – ручная аргоновая сварка
Аргон – это газ, который считается одним из самых распространенных соединений на земле. Вредность сварки этим элементом сама по себе низкая, аргон – это благородный газ. Но он может образовывать ядовитые соединения, если работает с другими газами или металлами.
Нельзя сказать, что шов не образовывается совершенно. Он есть, но если сварочные швы от классической дуговой сварки зачастую очень широкие, то после аргона место соединения практически не выделяется на общей поверхности металла.
Преимущества такого типа сварки:
- Высокое качество соединений;
- Этот вид обработки используется для нержавеющей стали, чугуна, меди, алюминия и сплавов этих металлов;
- Помимо соединения сложных металлических конструкций, аргоновая ручная сварка позволяет скреплять между собой детали одного механизма, выполненные из разных материалов. Благодаря этому аргоновой сваркой можно варить редуктор, различные металлические трубы. Технология также часто применяется для соединения литых станочных деталей, головок блока, автомобильных радиаторов, поддона картера и электрических приспособлений;
- Если в процессе сварки возникли какие-либо трещины – то они очень быстро устраняются повторным проходом без видимых дефектов;
- Поверхность после работы поддается окраске;
- Аргон подходит для устранения поломок в климатической технике, тонких автомобильных деталях и т. д.
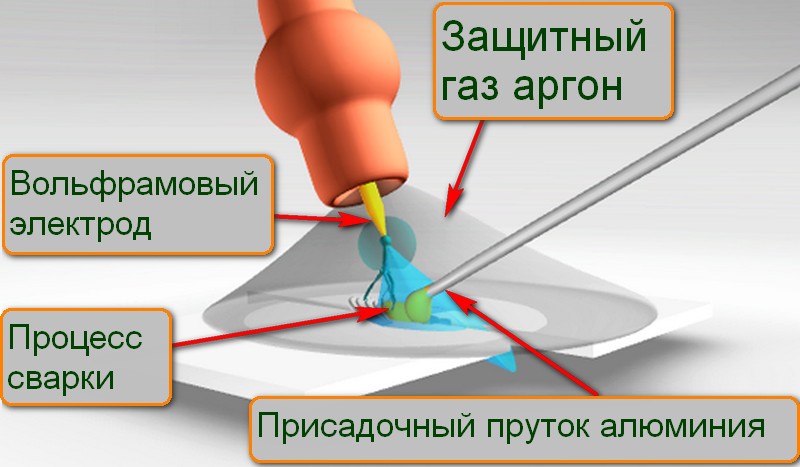
Одним из главных составляющих процесса является вольфрамовый электрод для аргоновой сварки. Это специальный пруток, который представляет собой сердце сварочного процесса. Как известно, вольфрамовое оборудование считается очень тугоплавким, для большей прочности вокруг электрода есть керамическое сопло. Именно из этого отверстия выдувается аргон. Благодаря такой конструкции, место обработки защищено от воздействия кислорода, что предотвращает трещины и вздутия на сварочном шве.
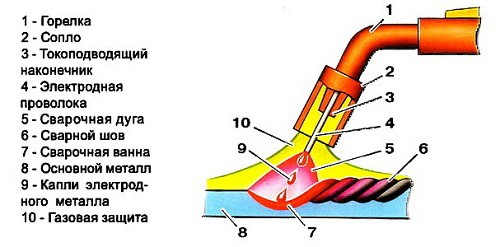 Фото – конструкция аргонового инвертора
Фото – конструкция аргонового инвертора
Аргоновая горелка также называется рукавом и является самым важной составляющей сварочного аппарата. От качества горелки зависит весь процесс сварки, точность работы и геометрические параметры шва
В бытовых условиях часто используется самодельная горелка, но она не всегда отличается прочностью и качеством, поэтому лучше отдельно покупать рукава для сварки различных материалов. В профессиональных установках часто используется горелка, выполненная из того же металла, что и обрабатываемая поверхность.
https://youtube.com/watch?v=-RFTNzS8UDc
Аргонная сварка у себя дома
После того, как вы приобрели сварочный аппарат для аргонной сварки или аргонодуговой трансформаторный инвертор для работы, то вам для полного набора необходимо иметь: баллон с аргоном, клапан газа, сварочную маску, горелку, редуктор. Существуют основные правила, которые должен соблюдать человек, взявший за сварочный процесс с использованием аргона.

Сварка актуальна не только на производстве
Правила аргонодуговой сварки
Если вы решили использовать неплавящийся электрод, то его нужно держать поближе к поверхности свариваемой детали или конструкции. Это позволит создать минимальную дугу. Увеличение дуги способствует уменьшению глубины провала и повышению ширины шва. Это значительно уменьшает уровень качества швов. При аргонодуговой сварке необходимо делать только одно перемещение по оси шва, не делая перпендикулярных шву движений. Это создает эстетичное и прочное соединение, что качественно отличает такую технологию от соединения металла покрытыми электродами.
Вам нужно постоянно наблюдать, чтобы присадочная проволока и электроды не выходили из газовой защитной зоны. Проволоку нужно плавно подавать, дабы избежать разбрызгивание металла. При использовании вольфрамового электрода нужно подавать проволоку вперед горелки, чтобы обеспечить образование крепкого и эстетичного шва. Заварка кратера после основного процесса выполняется с пониженным напряжением, а сварочный процесс не должен быть прекращен обрывом дуги. Сварочный газ прекращают подавать только через десять секунд после окончания сварочных работ. Перед тем, как начать работу, поверхность свариваемых деталей должна быть очищена при помощи жироочистителей от грязи.
TIG-сварка
Помимо дуговой сварки, существует сварка TIG. Для нее используется те же аппараты. TIG – это ручное сварочное оборудование, которым выполняется соединение материала неплавящимися вольфрамовыми электродами в среде защитного газа – аргона. Метод TIG на постоянном потоке тока (TIG – DC) используют для стали. Метод TIG не переменном токе – для сплавов из алюминия. У TIG сварки есть свои положительные и отрицательные стороны. К примеру, сварочный метод TIG обеспечивает аккуратный сварной шов, во время работы отсутствуют брызги, параметры дуги легче управляются. Из минусов TIG можно отметить низкую производительность и наличие тяжелого и громоздкого баллона.
https://youtube.com/watch?v=VMU2Zf016rU
Умелые руки альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети
Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.

Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
На что обращать внимание при выборе предмета
Если Вас интересует сварочный качественный рукав, понадобится проверить его гибкость при покупке для инвертора, а также не упускать из вида толщину стенок, эластичность, стойкость нитяного каркаса
Не стоит обходить вниманием соединение внутреннего и наружного слоев резины, выполненное через нитяной каркас: если соединение выполнено некачественно, то с большой вероятностью в недалеком будущем рукав ожидает неминуемое образование грыжи. Из-за грыжи рассматриваемый сварочный элемент не будет способен надежно держать давление, необходимое для работы полуавтомата или другого сварочного аппарата
Стоит знать, что некоторые недобросовестные производители сварочного оборудования могут добавлять в состав резины пластик, разумеется, в целях экономии, тем самым подвергая эксплуатационные характеристики сомнению, порче (в особенности в холодное время года). Таким образом, рукав не сможет выдерживать низких температур и будет трескаться. Подобные требования должны выдвигаться ко всему оборудованию, включая питающие провода и другие сварочные аксессуары.
В связи с этим, выбирая рукав качественного производства для сварочного инвертора, стоит делать выбор в пользу морозостойких материалов, способных выдерживать температуру воздуха до -40 градусов Цельсия. Любойрукав для газосварки должен быть в первую очередь гибким, не иметь отслоений, вздутий и повреждений типа трещин. Диаметр трубки на изгибе (во время сгибания) не должен уменьшаться более чем на 10%.
Виды газовых трубок
Сварочный надежный рукав, предназначенный для питания сварочного полуавтомата газом, может отличаться, а поэтому желательно знать основные типы сварочного аппарата для питания газом сварочного полуавтомата.
Виды шлангов:
- Рукав для газокислородной резки;
- Для ацетиленовой сварки металлов;
- Для аргонодуговой обработки;
- Для полуавтоматической работы;
- Для газовоздушных горелок;
- Для бензинокеросиновой резки металла.
Если Вам необходим рукав для питания сварочного полуавтомата, аргонодуговой сварки металла, то стоит выбирать резиновый рукав 1 класса, который окрашен в красный цвет. Во время работы необходимо следить за тем, чтобы сварочный резиновый рукав не перекручивался и не пережимался. Хранить данный сварочныйэлемент нужно в сухом месте, чистом и темном, при этом провода не должны перепутываться с ним.
Кислородный шланг
Резиновый сварочный кислородный рукав синего цвета должен быть гибким. Диаметр напорного шланга может составлять 6,3 миллиметра. Трубка предназначается для выполнения газосварочных работ, включая пайку, сварку и резку металлов. Основное применение рассматриваемого сварочного элемента – транспортировка сжиженного газа, кислорода (от баллона внутрь инвертора) в процессе проведения газопламенных работ. Качественныйсварочный шланг производится из вулканизированной резины, имеет резиновые прокладки. Температурные пределы, при которых рукав не теряет свою герметичность, эластичность и другие качества, включая гибкость, варьируются в диапазоне от -35 до +70 гр. С.
Характеристики:
- Класс кислородного шланга – 3 (2,0 МПа);
- Метраж бухты – 40 метров;
- Внутренний диаметр – 6,3 миллиметра;
- Давление (максимальное) – 2,0 МПа.
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.

Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Особенности аргоновой сварки
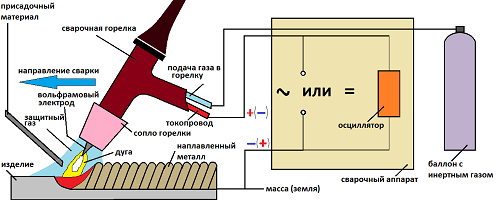
Общий принцип аргонодуговой сварки проще описать, пользуясь приведенной на рисунке схемой соединения сварочного оборудования.
Основной рабочий инструмент – аргоновая горелка, подключаемая к сварочному аппарату. На электрод подается ток требуемой величины, а сама зона сварки защищена облаком инертного газа аргона от взаимодействия с кислородом воздуха, что предотвращает возможность окисления металла.
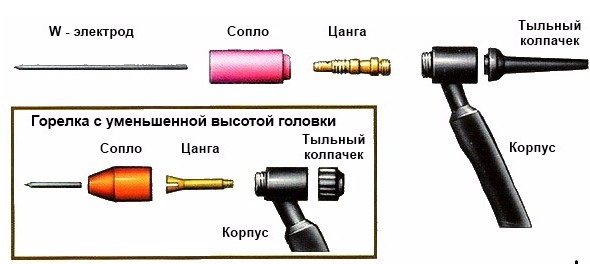
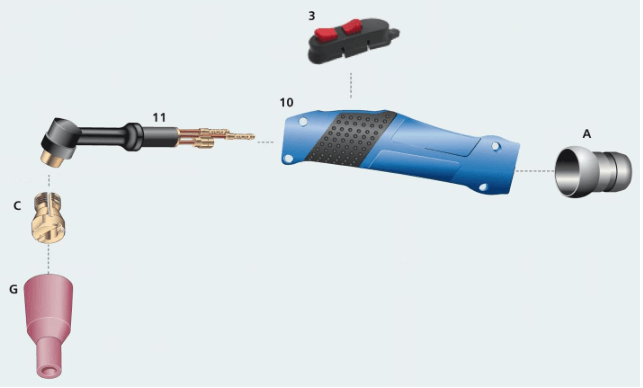
Принцип работы одинаков для горелок разных изготовителей. Конструкция представлена ниже.
При продаже в комплект входит шлейф: шланг для подачи аргона и силовой кабель.
В редких случаях горелка продается без шлейфа — нужно обращать на это внимание при заказе.
Процесс аргоновой сварки
Основные составляющие рабочего места:
- сварочный аппарат;
- баллон с аргоном;
- горелка;
- электроды;
- присадочный пруток.
Общий порядок работ имеет некоторые отличия от обычной дуговой сварки, на них стоит обратить внимание. Когда выбран и выставлен на аппарате необходимый сварочный ток, а к свариваемой детали подключена масса, можно начинать процесс
Когда выбран и выставлен на аппарате необходимый сварочный ток, а к свариваемой детали подключена масса, можно начинать процесс.
В одной руке горелка, в другой — присадочный пруток. Сварку, в отличие от обычной дуговой, нельзя начинать с касания электродом заготовки. Сначала на заготовку на 15-20 секунд подают газ, затем плавно подносят сопло к металлу (расстояние между деталью и электродом должно составить примерно 2 мм и оставаться таким в процессе работы). Образовавшуюся дугу плавно ведут вдоль шва, не допуская поперечных движений. Присадочная проволока располагается перед соплом и подается плавно. Опытный сварщик справляется с этим легко, начинающему придется «прочувствовать процесс». Как правило, достаточно 3-5 попыток.
Заканчивать подачу аргона следует не сразу, а через 5-7 секунд после завершения шва.
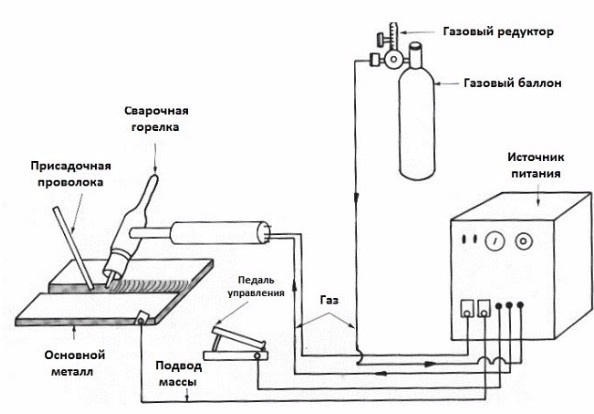
Оборудование для проведения аргонной сварки

Схема процесса аргонодуговой сварки неплавящимся электродом.
ГОСТ 5.917-71 предусматривает выпуск для осуществления аргонной сварки посредством неплавящегося электрода горелок марки РГА-150, вес которых равен 0,35 кг. Установка рассчитана на наибольший сварочный ток в 200А и оборудована естественным охлаждением. Сварка аргоном может быть осуществлена и посредством горелки марки РГА-400 на наибольший сварочный ток в 500А, вес такого оборудования равен 0,625 кг, а охлаждение обеспечивается водяным способом.
По форме можно выделить разные сопла – цилиндрические, конические и профилированные. Большие габариты керамических сопел способны обеспечить более высокую степень защиты. Если аргонная сварка своими руками будет производиться в условиях закрытого помещения, то рекомендуется применять цилиндрические или конические аналоги, а работа на улице предполагает использование профилированных или цилиндрических сопел, которые имеют увеличенный диаметр отверстий.
Удлиненные модели сопел принято использовать для получения шва в трудных для доступа местах.
Сварочное оборудование для аргонной сварки, применяемое при осуществлении работ в инертных газах, подразделяется на универсальные, специальные, и специализированные устройства. Универсальное оборудование для дуговой сварки производится массово и является самым популярным среди потребителей. Установки с использованием вольфрамового неплавящегося электрода дополняют элементами, среди которых источник тока (постоянный/переменный), горелка, оборудование, обеспечивающее стартовое возбуждение дуги, аппаратура, отвечающая за проведение сварочного цикла, оборудование, отвечающее за компенсацию или регулировку постоянной составляющей тока.

Режимы аргонодуговой сварки меди.
Сегодня уже используются и новые технологии аргонной сварки, создаваемые для расширения диапазона толщины свариваемых металлов, увеличения производительности при обеспечении неразъемных соединений и для улучшения провара. Среди таких – сварка аргоном на основе пульсирующего тока. Во время импульса тока металл плавится, кристаллизуясь во время паузы. Дуга при постоянной скорости или шагами перемещается, а перемещения синхронизируются с импульсами сварочного тока. Эти условия способствуют качественному проплавлению во всех положениях. Снижение тока не приводит к перегреву металла, что позволяет исключить нежелательный процесс деформации.
Применяется и подогрев присадочной проволоки. Достаточно эффективным методом обеспечения швов без подреза при значительных скоростях сварки металла можно считать использование нескольких вольфрамовых электродов. Запасаться каким-то особенным оборудованием для проведения подобных разновидностей процесса не потребуется. Будет необходимо только традиционное оборудование для сварки аргоном своими руками и т.н. дополнительные блоки.
Наиболее распространенным оборудованием для проведения процесса, который носит
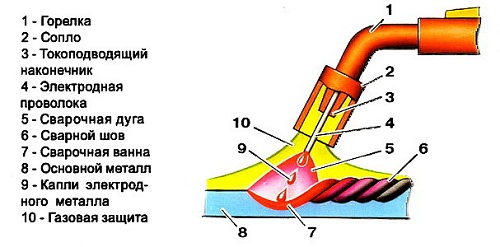
Схема сварки инвертором.
название аргоновая сварка, можно считать инверторный аппарат, который нашел свое применение и в быту, и в производстве. Стоимость оборудования для аргонной сварки не столь велика, в противовес услугам специалистов данной сферы. По этой причине использование такого инвертора можно назвать наилучшим вариантом, так как освоить принцип работы сможет даже тот сварщик, который не имеет особых навыков. Таким образом, если приходится довольно часто производить сварку алюминия, то самостоятельное проведение работ обойдется значительно дешевле по сравнению с использованием услуг профессионалов.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
https://youtube.com/watch?v=ToozvSUtsY8
Как известно любому специалисту, формирование сварного шва при выполнении обычной осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство.
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели. Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки
С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи»
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают.
Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
Что может подсказать маркировка?
На большинстве горелок или в наименовании товара на сайтах продавцы все же указывают «определяющее» числовое значение. Например, TIG 26 после названия производителя.
При выборе горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
По большому счету, аргоновые горелки по габаритам можно разделить на две группы: маленькие и большие. К маленьким относятся 9 (воздушное охлаждение) и 20 (водяное). Расходные и комплектующие изделия для них – взаимозаменяемы. Для больших (подходящих для бытовых сварочных работ) горелок с номерами 18 (водяное охлаждение), 17 и 26 (воздушное) в отношении замены то же самое.
В обозначении недорогих отечественных горелок часто встречается обозначение вида WP 17 (имя производителя где-то указано, но его придется поискать). В принципе, минимум информации получен: большая аргоновая горелка с воздушным охлаждением под электроды из чистого вольфрама.

Электроды для аргоновой сварки
При аргоновой сварке используют электроды из тугоплавкого вольфрама, иногда чистого, иногда с присадками. Наличие добавок позволяет облегчить работу с рядом металлов и сплавов.
Кроме буквенной маркировки, разные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC или AC) | Свариваемые металлы | Примечание |
|---|---|---|---|---|
| WP | зеленый | AC | Магний, алюминий, сплавы | |
| WZ | белый | AC | Бронза, алюминий, никель, сплавы | |
| WT | красный | DC | Нержавеющая сталь, тантал, молибден | Особые меры безопасности: обязательная вентиляция в помещении. |
| WY | синий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | серый | DC, AC | Любые стали и сплавы |
Неплавящиеся вольфрамовые электроды требуют заточки перед использованием. Общий принцип выбора остроты угла – чем шире планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще нужно сварщику перед работой?
Забота о технике безопасности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком менее удобно), комбинезон или куртка со штанами, рукавицы из специально обработанной ткани – обязательная экипировка. Открытые участки кожи недопустимы.
Нужно проверить рабочее место на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.



























