Как устранить течь в чугунной батарее отопления
Содержание:
- Технология газовой сварки чугуна
- Ремонтируем секционные батареи
- Применяемые электроды и методы
- Самые распространенные неполадки и их признаки
- Почему дымит печь
- Общие рекомендации
- Присадочные прутки для газовой сварки чугуна
- Виды поломок отопительной системы
- Виды сварки чугуна
- Протечка отопительного радиатора
- Особенности сварки чугуна
- Устройство чугунных радиаторов
- Устранение свища
- Механизм действия
Технология газовой сварки чугуна
Для газовой сварки чугуна рекомендуется применять две сварочные
горелки. При помощи одной из них производят предварительный подогрев свариваемых
кромок, а при помощи другой — расплавляют присадочный пруток и выполняют сварку.
Сварка производится нормальным сварочным пламенем, при соотношении кислорода
с ацетиленом 1/1, но допускается небольшой избыток ацетилена. Удельную мощность
пламени рекомендуется выбирать в пределах 100-120л/ч.
По окончании процесса сварки, сварное изделие необходимо медленно охлаждать.
Чтобы это обеспечить, необходимо его покрывать слоем асбеста или песка. Если
есть возможность, то следует произвести отжиг свариваемого изделия и охладить
его вместе с печью.
Низкотемпературная газовая сварка чугуна
Низкотемпературная сварка чугуна была ранее разработана исследовательским институтом
ВНИИавтогенмаш. Сущность данного способа
сварки заключается в том, что свариваемые чугунные кромки не расплавляют.
Происходит их подогрев до температуры 800-850°C. Далее, в разделку кромок добавляют
флюс, а затем производят заварку сварных кромок. Присадочные прутки выбирают
марок НЧ-1 и НЧ-2 и флюсы для них ФСЧ-1 и ФСЧ-2, соответственно.
Сварные кромки деталей тщательно очищают перед сваркой, а затем при помощи
восстановительного сварочного
пламени выполняют общий или местный предварительный подогрев сварного изделия
до температуры 300-400°C. Сварные кромки покрывают слоем флюса-пасты и подогревают
до температуры 750-790°C при помощи нормального сварочного пламени горелки.
При нагревании флюс расплавляется и тонкой плёнкой покрывает свариваемые кромки.
Далее сваривают кромки, выбирая левый
способ газовой сварки, т.е. сварку ведут справа налево. После окончания
сварки необходимо обеспечить медленное охлаждение сварного соединения. В этом
случае сварной шов получается плотнее и лучше обрабатывается при помощи механической
обработки.
Низкотемпературная пайко-сварка чугуна
На практике достаточно широкое распространение получила низкотемпературная
пайко-сварка чугуна с применением латунных припоев. Подготовка сварных кромок
происходит при помощи механической обработки. Далее кромки очищают от остатков
грязи, масел, жировых плёнок при помощи бензина, ацетона или другого растворителя.
Перед пайко-сваркой выполняют предварительный подогрев сварного изделия до
температуры 300-400°C. Затем на свариваемые кромки наносят слой флюса ФПСН-1.
Для низкотемпературной пайко-сварки применяют нормальный вид сварочного пламени.
В качестве присадки применяют латунные припои марок ЛОК-59-1-0,3, изготавливаемого
в соответствии с требованиями ГОСТ16130.
При помощи пламени горелки присадочный латунный пруток расплавляется и расплавленным
металлом заполняется разделка сварного шва. После окончания сварки
и затвердевания сварного шва, производят его проковку при помощи медного молотка.
Дополнительные материалы по теме:
|
Сварка чугуна стальными электродамиСварка чугуна чугунными электродамиСварка чугуна электродами из цветных металлов |
Сущность |
Ремонтируем секционные батареи
Множество батарей отопления относится как раз к секционному типу. И в первую очередь, это батареи из чугуна и биметаллические. Конечно, профилактический осмотр лучше всего проводить еще до того, как на улице станет холодно, или когда уже потеплеет. Но очень часто самые активные действия начинаются уже после того, как проблема превращается в критически срочную.
Именно она чаще всего вызывает ремонт. Приведем инструкцию, как устранить течь радиатора отопления самостоятельно:
- Проверяем, действительно ли течет батарея отопления. Обычно место протечки видно сразу. Но бывает, что очень сложно найти его. Если это так, то радиатор снимается, затем погружается в емкость с водой. И там, где есть отверстие, начнут идти пузырьки воздуха. Но часто, чтобы выявить, где потек радиатор отопления, не составляет труда и так.
- Готовим инструментарий. Когда вы уже определили место, где протекает батарея отопления, будем ее ремонтировать. Для этого подготовим тонкий стальной трос, замазку (смесь эпоксидной смолы и металлического порошка, густотертые белила цинковые, порошковый или полимерный герметик, холодная сварка – на выбор), полотно (или другая ткань или бинт, чтоб наносить замазку), металлический хомут (можно взять изоленту или резину с проволокой).
 «Холодная сварка» — средство для аварийной герметизации труб и радиаторов отопления
«Холодная сварка» — средство для аварийной герметизации труб и радиаторов отопления
- Когда мы обозначили прорыв батареи отопления и собрали инструменты, оборудуем место ремонта. Под радиатор кладем клеенку, ткань-непромокашку или же кусочек пленки. Сверху кладем большую тряпку для вбирания воды. Если надо – рядом ставим тазик или ведро.
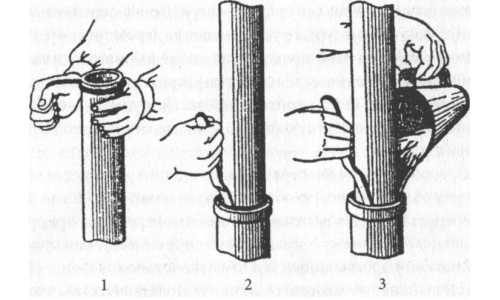
- Теперь место, где подтекает батарея отопления, нужно зачистить. Часто это место находится на стыке секций. Нужно снять старую обмотку, убрать части прокладки и краску. Берут струну и зачищают стык до металла. Очищенный участок промывается бензином, чтоб в дальнейшем новая обмотка прилегла хорошо.
- Место, где потекла батарея отопления, нужно замазать. Состав замазки наносим на ленточку из ткани, максимально плотно наматываем ее на стык, делая 2-3 слоя – количество зависит от состава.
- Замазанный участок, где раньше была такая проблема, как капает батарея отопления, закрепим хомутом. Хомут накладывают на замазку, стягивают его и фиксируют болтами и гаечками.
Когда отопительный сезон будет окончен, рекомендуется поменять этот радиатор на цельный и новый, или хотя бы его секции, которые повреждены. Помимо течи, распространенной является такая проблема, как воздух в радиаторе отопления. Воздух в батареях отопления лучше всего должны удалять специалисты, чтобы не вызвать в дальнейшем более серьезных ремонтных работ.
Применяемые электроды и методы
Сваривание чугуна производится разными видами электродов. Электроды из стали обеспечивают прочный шов, со структурой, близкой к химическому состоянию серого чугуна.
Чаще всего они применяются для сварки громоздких деталей, где не требуется последующая обработка швов с помощью инструментов.
Применяя медные с добавлением никеля или стали электроды, можно получить шов с наплавлением, который легко обрабатывать.
Медно-никелевые электроды применяются там, где нельзя повышать твердость в отдельной части детали. Сами наплавы образуются за счет многослойной укладки валиков.
Электроды из меди и железа лучше применять, если стоит задача устранения небольших отдельных эффектов.
Видео:
Наплавка при сварке этим электродом также хорошо поддается обработке. Сам шов будет представлять из себя медно-железный сплав, обогащенный углеродом.
Соединение с поверхностью металла обеспечено за счет стальных кристаллов и частичного проникновения меди в поры.
Железно-никелевые и чисто никелевые электроды могут быть использованы только для коррекции небольших изъянов на основных рабочих поверхностях деталей.
Технология сварки чугуна реализуется одним из следующих способов:
- газовая сварка чугуна;
- дуговая;
- термитная;
- путем заливки жидкого раствора.
Рассмотрим наиболее часто используемые – газовую и дуговую.
Сварка газом
Газовая сварка чугуна используется как самый надежный метод, когда наплавленный металл имеет структуру, близкую к самим деталям.
При газовом методе нагрев и охлаждение происходят равномернее и медленнее, чем при дуговой, поэтому риск получить отбеленную зону по шву гораздо меньше, а графитизация происходит при более благоприятных условиях.
Это минимизирует внутреннее напряжение шва и предотвращает появление трещин.
Как присадка используются прутки марки А и Б для сваривания толсто- и тонкостенных отливок при низкой температуре и для износостойких наплавок.
Видео:
В прутах марки Б содержится больше кремния, что позволяет улучшить графитизацию.
Газовая сварка чугуна обязательно происходит с флюсом, который переводит тугоплавкие окислы в легкоплавкие шлаки и предотвращает появление окисления в сварочной ванне.
Детали сложной формы или с разным сечением необходимо предварительно нагреть.
Дуговая сварка
Дуговая сварка фактически является плавлением, при котором повышение температуры краев происходит за счет теплоты электрической дуги.
Дуговая сварка существенно позволяет снизить риск появления закаленных участков сварного шва. Предварительная работа по зачистке и формовке производится в обязательном порядке.
Следует участь, что дуговая сварка должна соответствовать двум основным требованиям – сваривание должно идти на больших токах и процесс должен быть непрерывным.
Классификация происходит по следующим критериям:
- вид электрода – плавящийся или неплавящийся;
- вид дуги (свободная или сжатая);
- тип взаимодействия дуги и чугуна (трехфазная дуга, дуга прямого или косвенного воздействия).
Дуговая сварка может быть автоматической под флюсом, ручной или с применением защитного газа — сварка чугуна аргоном.
При ручном методе края детали совмещают и между плавящимся или неплавящимся электродом и деталью возбуждают электрическую дугу.
Видео:
https://youtube.com/watch?v=cEy9j8ucsdo
Кромки и электрод при нагреве плавятся и образуют сварную ванну, которая после остывания станет сварным швом.
Из всех методов с использованием защитного газа, наиболее надежным считается сварка чугуна аргоном. В ее процессе сварной шов защищается инертным газом.
Сварка чугуна полуавтоматом требует весьма аккуратно осуществлять подбор величины тока и скорости подачи проволоки.
Для работы полуавтоматом требуется использование порошковой проволоки, без нее качество сварного шва будет неудовлетворительным.
Типы используемой проволоки ПП АПЧ 1, 2 или 3, соответственно, для холодной, полугорячей и горячей сварки.
Работы в условиях дома или гаража могут быть произведены сварным инвертором, который можно приобрести по разумной цене в специализированных отделах или магазинах.
Видео:
Работа по свариванию чугуна инвертором представлена на видео, внимательно ознакомьтесь с ним, ведь многие процессы проще усвоить после просмотра.
В статье мы рассмотрели варианты, как может быть осуществлено сваривание чугуна различными методами.
Самые распространенные неполадки и их признаки
Хотя чугун отлично переносит несовершенство теплоносителя центрального отопления, а батареи из него имеют достаточно широкие каналы, чтобы в них не скапливался мусор, проблемы могут возникнуть даже у них. И это при том, что этому металлу нет износа. Виновниками того, что лопнула чугунная батарея или в ее стенках появился свищ, могут быть следующие факторы:
- Всем известен большой вес радиаторов из этого металла. Если при монтаже конструкции были использованы не достаточно крепкие кронштейны, или их оказалось мало, со временем она может просесть под своим весом и наклониться. Даже незначительное отклонение всего на пару миллиметров снизит эффективность работы устройства, а если перекос не исправить, то спустя несколько лет в месте, где теплоноситель отсутствует, появится коррозия. Вначале она будет выглядеть как небольшое коричневое пятнышко, которое будет расти с каждым отопительным сезоном, пока на его месте не образуется свищ.
- Репутация «долгожителей» свойственна как старым, так и новым моделям чугунных радиаторов, но при условии, что они монтированы в контур многоквартирного здания не выше шести этажей. Если теплосеть надежная и не «грешит» сильными гидроударами, то их можно устанавливать и в девятиэтажных домах. В противном случае, под сильным напором воды чугунная батарея может дать течь на стыках соединений секций. В том случае, если во время отопительного сезона потекла чугунная батарея, чем заделать ее нужно знать заранее. Сегодня существует масса герметиков, которые помогут «продержаться» устройству до теплых дней.
- Внутреннее устройство отечественных батарей таково, что чугун, из которого они выплавлены, имеет шероховатости, которые полностью отсутствуют в импортных аналогах. Именно поэтому на стенках со временем откладывается много мусора, которым наполнена вода в теплосети. Взвеси, частицы ржавчины и металлов, все это оседает и делает широкий канал узким настолько, что он уже не способен пропускать беспрепятственно теплоноситель под большим напором. В этом случае конструкция может лопнуть в любом месте, и тогда придется срочно решать, как устранить течь в чугунной батарее.
- Прокладки и резьба ниппелей – это слабое «звено» отопительных приборов. Если у чугуна нет срока давности, то этого не скажешь про детали, из которых состоит батарея. Чтобы не доводить ситуацию до того, что потребуется ремонт чугунной батареи, места соединений нужно проверять после каждого отопительного сезона и периодически менять на них прокладки.
Как показывает практика, чаще всего о том, что с системой отопления что-то не так становится известно, когда уже требуется ремонт чугунных радиаторов. Чтобы узнать о проблеме заранее, нужно прислушиваться к «сигналам о помощи», которые указывают на наличие дефектов.
Почему дымит печь
Причин для задымления в доме или бане может быть несколько. Если вы увидели небольшую трещину, это еще не значит, что через нее поступает угарный газ, она может быть несквозной. Поэтому сначала требуется правильно определить причину задымления и только после этого можно начинать думать, чем замазать печь.
- Первым вариантом может быть засорение дымового канала сажей. При обнаружении такой неполадки следует просто прочистить систему отвода отработанных газов.
- Во втором варианте могут обнаружиться трещины в дымовой трубе или самой печи. В этом случае уменьшается подача воздуха через поддувало, понижается температура отходящих газов и ухудшается процесс горения.
- Задымление может происходить в связи с неправильностью внутренней кладки или сам стояк может быть засорен отходами кирпича. Такую неисправность исправляют только чисткой или капитальным ремонтом дымохода, требуется восстанавливать весь дымоход.
- Длительный перерыв в работе печи тоже может привести к задымлению. Происходит переохлаждение самого стояка. Но эта неисправность легко устранима: перед растопкой следует просто сжечь немного бумаги, заложив ее в прочистную дверцу, и канал начнет работать в нужном режиме.
Общие рекомендации
 Собственнику доступно множество способов устранения течи радиатора, и он может выбрать наиболее подходящий вариант исходя из имеющегося в наличии оборудования. Однако приведенные выше рекомендации позволяют в экстренном порядке решить проблемы в зимнее время года, когда нет возможности надолго отключить систему отопления и произвести капитальный ремонт отопительных приборов.
Собственнику доступно множество способов устранения течи радиатора, и он может выбрать наиболее подходящий вариант исходя из имеющегося в наличии оборудования. Однако приведенные выше рекомендации позволяют в экстренном порядке решить проблемы в зимнее время года, когда нет возможности надолго отключить систему отопления и произвести капитальный ремонт отопительных приборов.
 Вполне закономерно, что у владельцев жилья возникает вопрос: течет батарея отопления что делать летом? Пережив зиму с наспех подлатанным радиатором, летом следует снять батарею с креплений, обследовать на наличие повреждений и провести ряд мероприятий:
Вполне закономерно, что у владельцев жилья возникает вопрос: течет батарея отопления что делать летом? Пережив зиму с наспех подлатанным радиатором, летом следует снять батарею с креплений, обследовать на наличие повреждений и провести ряд мероприятий:
- удалить старые латки;
- прочистить места протечек металлической щеткой;
- обработать трещины и пробоины болгаркой с чистящим кругом;
- устранить дефект методом пайки либо сварки.
Далее следует окрасить батарею (о краске для батарей отопления можно прочитать здесь ) и установить ее на место
При этом важно соблюдать правила монтажа – использовать паклю, ФУМ ленту, качественную запорную арматуру и особое внимание уделять местам соединений
Установив батарею в контур, стоит наполнить систему водой и проверить герметичность отопительного прибора
Важно осуществлять данный этап при работающем котле, поскольку циркуляция теплоносителя под давлением может выявить протечки и слабые места в соединениях. Если в режиме интенсивного использования системы отопления на протяжении суток течь не обнаружена, то проблему можно считать решенной
- Как залить воду в открытую и закрытую систему отопления?
- Популярный напольный газовый котел российского производства
- Как грамотно спустить воздух из радиатора отопления?
- Расширительный бачок для отопления закрытого типа: устройство и принцип действия
- Газовый двухконтурный настенный котёл Навьен: коды ошибок при неисправности
Рекомендуем к прочтению
Как грамотно слить воду из батареи отопления? Эффективная промывка системы отопления: методы и рекомендации Опрессовка системы отопления воздухом по нормам СНиП Что это такое — опрессовка системы отопления и когда она нужна?
2016–2017 — Ведущий портал по отоплению. Все права защищены и охраняются законом
Копирование материалов сайта запрещено. Любое нарушение авторских прав влечет за собой юридическую ответственность. Контакты
Присадочные прутки для газовой сварки чугуна
При газовой сварке чугуна, в качестве присадочного материала используют чугунные
прутки диаметром 4-12мм и длиной 250-450мм. Если производят сварку крупногабаритных
изделий, то используют прутки марки А. При сварке остальных изделий, применяют
прутки марки Б. Для того, чтобы получить более плотный сварной шов с перлитной
структурой, используют прутки марок I и II.
При высокотемпературной сварке
чугуна, в качестве присадочного материала используют чугунные прутки марок
НЧ-1 и НЧ-1, которые покрыты слоем флюса-пасты. Химический состав присадочных
прутков из чугуна приведён в таблице:
| Марка прутка | Массовая доля элементов, % | |||||||||
| Углерод | Кремний | Марганец | Сера | Фосфор | Хром | Никель | Титан | Медь | Олово | |
| А | 3,0-3,5 | 3,0-3,4 | 0,5-0,8 | 0,08 | 0,2-0,4 | 0,05 | 0,3 | — | — | — |
| Б | 3,5-4,0 | 0,3-0,5 | ||||||||
| I | 3,3-3,5 | 3,4-3,7 | 0,5-0,7 | 0,04 | 0,15 | 0,1 | 0,1 | 0,1 | — | 0,3-0,5 |
| II | 0,6 | 2,0-2,5 | — |
Виды поломок отопительной системы
Что делать если отмечается подтекание в системе отопления? Бывают следующие виды протечек в отопительной системе (радиаторе, трубах):
- образовавшиеся щели в радиаторе;
- сквозные трещины в трубах;
- перемерзание или перегрев трубопровода;
- наличие трещин в стыках батареи и труб.
Любая поломка ведет к тому, что возникает течь в отопительной системе. Это явный показатель неисправности системы, который может обнаружить любой. Более серьезные проблемы, когда возникает течь в батарее отопления или трубах, может обнаружить только специалист с помощью специальных приборов, проверяющих давление в трубах.

Бывает ситуация, когда слышен звук, что вода протекает, но пока не видно, где течет. Что делать в таком случае?
Виды сварки чугуна
Вне зависимости от выбора сварочного оборудования, по температурному режиму способы сваривания чугуна разделены на горячие и холодные.
Процесс сварки и применяемые электроды существенно отличаются. Холодная сварка легче осуществима в домашних условиях, хотя имеет ряд недостатков.
Наиболее успешным путем избежать появления выбеленных участков, ячеек и затверделостей, является горячая сварка.
При этом деталь должна быть заранее нагрета до температуры 700С, сваривается и охлаждается с замедлением.
Технически выделяются четыре этапа:
При горячем способе сваривания графитизация поверхностей достигается за счет температуры естественным образом.
Как нагревать детали и какие при этом использовать приспособления – это определяется видом и характером производства, частотой потребности в таком виде сварки.
В масштабах цеха предприятиями применяется только дуговая сварка чугуна горячим способом.
Для нагрева в литейном производстве используют конвейерную или муфельную печь, а замедление процесса остывания деталей решается путем их помещения в горновую печь.
В домашних условиях нагрев деталей может быть произведен с помощью горелок.
При холодном способе предварительный нагрев не требуется.
Как промежуточный вариант, существует полугорячий способ, при котором заготовки будут нагреты до температуры 400ºС. В этом случае потребуется добавить графизурующие вещества.
Видео:
Холодная сварка применяется, когда сложно или нецелесообразно нагревать детали.
Чисто чугунные электроды не применяются, потому что температура их плавления значительно ниже, чем у основного металла.
Однако, есть технология применения чугунных электродов с меловым покрытием с использованием шихты для графитизации.
В этом случае с целью предотвращения отбеливания возбуждать и обрывать дугу следует, не выводя электрод из шихты.
Сварка должна выполняться на малых токах и с помощью электродов малого диаметра.
Холодная сварка значительно удобнее, когда производится работа в небольших объемах и нет специального оборудования для разогрева и последующего остужения деталей.
Однако, как мы показали, холодная сварка требует внимательного анализа, при каких поверхностях и какими электродами пользоваться.
При сваривании толстых поверхностей хрупкость зоны вокруг шва увеличивается и простой формовки оказывается недостаточно, поэтому в список подготовительных работ необходимо включить заглубление под углом в края поверхности и фиксацию стальных цилиндров.
Они будут удерживать на себе сварной шов, снижая риски трещин.
Протечка отопительного радиатора
При обнаружении места протечки в самой отопительной батарее заткнуть отверстие можно при помощи простого самореза. Это делается для уменьшения потока воды, что позволит удобнее выполнить последующие ремонтные работы, даже если краны не отключать.
При образовании дырочки в стыке радиатора отопления проблема устраняется при помощи проклеенного эпоксидкой кусочка ткани. Им обматывается поврежденное место. Протечка устранена, и можно успокоиться до окончания сезона.
При использовании плотного кусочка ткани, изоленты, скотча и соли тоже можно устранить протечку в батарее отопления:
- насыпаем соль на ткань и обматываем поврежденное место;
- закрепляем все скотчем.
В случае необнаружения места протечки стоит временно перекрыть краны отопительной системы, снять батарею, опустить ее в емкость с водой. Потом определяем по месту прохождения воздуха поврежденное место. Для ремонта используется герметик. После замазки участка повреждения дополнительно накладываем тканевую намотку и присоединяем назад батареи отопления.
Обычно в верхней части отопительного радиатора находятся краны для выпуска воздуха, которые можно использовать в процессе его работы. После окончания сезона работы радиатор отопления или его поврежденные секции меняют на новые.
Если течет секция радиатора, проводится та же процедура, что и при течи радиатора.
Батареи и трубы отопления могут быть как пластиковые, так и алюминиевые, отремонтировать их немного сложнее, и нужны специальные навыки для устранения в них течи. Если потекла батарея чугунная, то для ее ремонта потребуется холодная сварка.
Необходимо заранее побеспокоиться о наличии необходимых материалов для ремонта отопительной системы, и более тщательно все отремонтировать после окончания отопительного сезона.
Особенности сварки чугуна
Чугун является широко распространенным конструкционным материалом, который имеет сравнительно небольшую стоимость, хорошую обрабатываемость и отличные литейные свойства. Но некоторые его особенности сильно затрудняют сварку, а именно:
- Высокая склонность материала к образованию трещин. Это связано с его неоднородностью и с процессами отбеливания и закаливания, происходящими в околошовной зоне во время охлаждения раскаленного материала.
- Большая текучесть расплавленного материала, что значительно затрудняет создание качественного шва.
- Выгорание части углерода при термической обработке, что приводит к образованию пор.
- При сварке образуются тугоплавкие кислоты, которые имеют большую температуру плавления, чем у чугуна.
Вышеперечисленные особенности данного материала делают его сваривание не только трудным, но и не всегда предсказуемым в отношении конечного результата. Особенно это заметно в домашних условиях, когда сваривается чугун неизвестной марки с несоблюдением технологического процесса. Никто не застрахован от того, что после образования шва по нему пойдут трещины.
Устройство чугунных радиаторов
Этот вид отопительных приборов состоит из секций. Модели старого типа даже сегодня выпускаются в виде «гармошек», тогда как новое поколение имеет плоскую внешнюю панель, обеспечивающую лучший прогрев всей ее площади.
При работе эти устройства используют два типа отдачи тепла:
- Излучение, или как его называют профессионалы, радиация составляет до 25-30% тепла. Оно не просто нагревает воздух, а передается ближайшим предметам, обеспечивая более качественный прогрев помещения.
- Конвекция, производимая батареей отопления, обеспечивает постоянное перемещение воздушных масс по комнате, и составляет порядка 75% теплоотдачи.
Устройство чугунной батареи, несмотря на все внешние изменения, осталось прежним. Она состоит из секций, оснащенных:
- заглушками;
- запорными устройствами;
- пробками;
- хвостовиком и терморегулятором;
- контргайками;
- ниппелями и прокладками.
Каким бы ни был чугун крепким, но даже у него есть свои пределы. Как правило, срок службы чугунных радиаторов составляет 25-30 лет, а при должном уходе и оптимальных условиях работы они могут работать без перебоя от 50 до 100 лет.
Этого не скажешь о деталях, которые скрепляют секции друг с другом, например, о прокладках. При частых гидроударах они могут «раскачаться» или потрескаться от времени. В этом случае появляется течь между секциями чугунной батареи, которая, если не устранить ее вовремя, может стать причиной серьезной аварии и угрозой для здоровья и жизни человека.
Чтобы этого избежать, нужно проверять состояние чугунных радиаторов после окончания отопительного сезона. При этом можно обнаружить совершенно разные неполадки в отопительной системе.
Читайте у нас на сайте другую полезную информацию о чугунных батареях:
Устранение свища
Любая поломка возникает из-за причины. Свищ на трубах обогревательной системы или на радиаторе не является исключением. Если на деталях теплосети возникло маленькое пятно коричневого цвета, то не думайте, что это просто слезает краска. Это начало необратимого процесса. Но если вы знаете, как убрать свищ в чугунной батарее, то сможете предотвратить разрушение и продлить ее срок использования.
Причины возникновения коррозии:
- учитывая постоянное увеличение стоимости коммунальных услуг, некоторые ради экономии электричества подсоединяют нулевой кабель к отопительному контуру. Токи движутся по трубам методом теплоносителя и провоцируют возникновение коррозии. Спасти данную ситуацию может только соответствующая служба, которая найдет нарушителя и сделает ремонт;
- высокий уровень кислотности воды наносит вред даже устойчивому к коррозии чугуну;
- прошел срок эксплуатации батарей, или отложения на их стенах нанесли вред металлу. Даже маленький свищ или трещина под влиянием напора воды поспособствует тому, что батарея разорвется, и из нее потечет горячая вода. Если чуть-чуть батарея капает, то можно использовать хомут. Если бежит данным ручейком, лучше применить двухсторонний зажим.

Если теплоноситель порвал место, где присутствует свищ, то появляется вопрос, можно ли заварить батарею? Обычно срочной помощью является холодная сварка. Но даже если она восстановила герметичность, нужно вызвать мастеров из теплосети, чтобы они проверили состояние отопительного оборудования.
Ремонт чугунных батарей можно сделать самостоятельно с помощью инструментов и нужных материалов, но при условии обнаружении некритичных поломок. Холодная сварка является легким и быстрым способом восстановить отопительный прибор, но даже он не даст гарантию, что в будущем ничего ужасного не произойдет. Чтобы удостовериться, что отопительное устройство и все его детали будут служить долгое время и не нанесут вреда людям, необходимо или полностью заменить отремонтированный прибор после завершения холодного сезона, или вызвать мастеров, чтобы они проверили его стабильную и надежную работу.
Механизм действия
 Принцип работы печи длительного горения основан на пиролизе топлива, при котором сгорает не только сама древесина, но и продукты сгорания. Этот процесс не только существенно увеличивает КПД агрегата, но и позволяет экономить топливо. Кроме того, при таком тщательном сжигании чистить печь приходится значительно реже. Схожими характеристиками обладает традиционная русская печь, но она не идет ни в какое сравнение с данной печью, усовершенствованной «по всем статьям». Уступает она, как минимум, своими чересчур громоздкими размерами, а также отсутствующей духовкой.
Принцип работы печи длительного горения основан на пиролизе топлива, при котором сгорает не только сама древесина, но и продукты сгорания. Этот процесс не только существенно увеличивает КПД агрегата, но и позволяет экономить топливо. Кроме того, при таком тщательном сжигании чистить печь приходится значительно реже. Схожими характеристиками обладает традиционная русская печь, но она не идет ни в какое сравнение с данной печью, усовершенствованной «по всем статьям». Уступает она, как минимум, своими чересчур громоздкими размерами, а также отсутствующей духовкой.
Теплоотдача зависит как от размеров печи, так и от ее конструктивных особенностей, а также от типа используемого топлива. Стоит отметить, что работать печь длительного горения может практически на всем, что горит – дровах, опилках, отработке. Кладка стандартной печи в максимальной комплектации выполняется в полкирпича, она оборудована духовкой, варочной поверхностью с несколькими конфорками, а также приспособлением для нагрева воды, если к печи подключается контур водяного отопления. Топливник накрывается чугунной плитой в целях повышения теплоотдачи, духовка же располагается в стороне.
Если печь устанавливается в доме, в котором планируется круглогодичное проживание, нужно предусмотреть два режима работы печи: зимний, полноценный, а также летний, в котором дровяная печь используется только для приготовления пищи с духовкой и для нагрева воды.
Летний режим выглядит так: в процессе горения топлива раскаленные газы из топки проходят под варочной поверхностью, нагревая ее и духовку, после чего выводятся через дымоход. В зимнем режиме газы после отдачи тепла плите и духовке уходят не в дымоход, а в верхнюю камеру, где отдают остатки энергии корпусу печи и только затем удаляются из агрегата. Более подробно о механизме работы печи длительного горения можно узнать из видео.