Ножи для рубанка. Замена и углы заточки
Содержание:
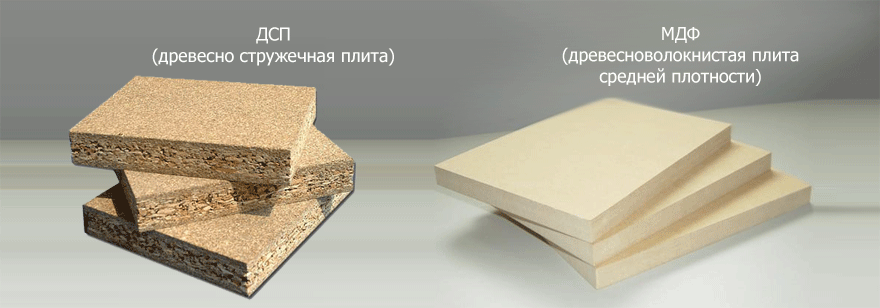
- Разновидности ножей для электрорубанков
- Угол наклона режущего ножа рубанка
- Конструкция и особенности рубанка
- Процесс заточки рубанка
- Как, заточить ножи электрорубанка не снимая
- Правильная настройка рубанка
- Заточка ножей рубанка на станке и их регулировка
- Регулировка ножей на валу электрорубанка
- Заточка ножей электрорубанков
- Виды ножей для рубанка
Разновидности ножей для электрорубанков
Ножи на электрорубанке являются расходным материалом. С их помощью обеспечивается обработка деревянных поверхностей.
Ножи для электрорубанка классифицируются по следующим критериям:
- возможности повторного практического использования;
- форме лезвий;
- размерам ножевых полотен;
- стоимости.

Покупая электрический рубанок, кроме проверки его работоспособности и комплектации следует уделять внимание качеству установленных на барабане ножей, их заточке. Лезвия должны быть острыми, с ровной кромкой, не содержащей изгибов или выбоин
Проверять следует и запасные ножи. От правильного подбора режущих насадок зависит конечное качество обработки пиломатериалов.
Одноразовые ножи
Ножи, предназначенные для одноразового использования, делают из твердых сплавов на основе стали в виде острых с двух сторон пластин. Затачиванию такие режущие части не подлежат. После того, как используемая кромка полностью изнашивается, ножевое полотно переворачивают и устанавливают на барабане другой стороной. При этом инструментом продолжают работать. Если и вторая режущая кромка затупляется, то лезвие просто выбрасывают.
Одноразовые ножи предназначены только для выполнения работ, которые не требуют высокой точности и качества обработки заготовок. Но они удобны в практическом использовании: при установке их не надо точно настраивать и балансировать.

По форме одноразовые изделия бывают:
- прямыми;
- волнистыми;
- прямыми, но закругленными с концов.
У первой разновидности изделий прямая режущая часть. Такие расходные материалы удобно применять, чтобы выполнять обработку деталей, имеющих меньшую ширину, чем длина у установленного лезвия, выбирать четверти. Волнистые ножи используют при необходимости проведения грубой обработки пиломатериалов. С их помощью можно придавать деревянной поверхности различную текстуру, например, сымитировать «старение». Прямые режущие кромки, закругленные по краям, хороши тем, что не оставляют следов (борозд, ступенек) на поверхности обрабатываемой древесины. Это подходящий вариант при необходимости работы с широкими деревянными заготовками.

Многоразовые режущие насадки
Изделия, которые предназначены для многоразового использования, отличаются как своей формой, так и размерами от одноразовых режущих насадок. Их изготавливают, используя сталь высокого качества, что обеспечивает легкость и качественность обработки деревянных поверхностей.
С помощью многоразовых ножей можно добиться такой степени гладкости поверхности заготовки, что шлифование не потребуется. Они имеют маркировку HSS (полностью High-Speed Steel, что переводится как быстрорежущая сталь). Такие лезвия считаются профессиональными. Их установка сопровождается высокоточной балансировкой и регулировкой. Заточка также должна быть отличного качества. При этом инструментальную быстрорежущую сталь можно наточить так, чтобы она была очень острой.

На рабочие барабаны большинства моделей электрических рубанков можно устанавливать как одноразовые, так и многоразовые режущие насадки. Но встречаются также устройства, которые возможно оснастить только лезвиями, не предназначенными для затачивания. По этой причине при покупке электрорубанка рекомендуется отдавать предпочтение универсальным электроинструментам.
Классификация по размерам
Ножи для электрорубанка могут быть стандартного или нестандартного размера. Изделия первого вида, называемые «пластинами», имеют длину 82 мм, ширину 5,5 мм, а толщину 1,2 мм. Такие режущие насадки подходят на большинство моделей электрических рубанков от иностранных фирм Макита, Skil, Бош, Black&Dekker.
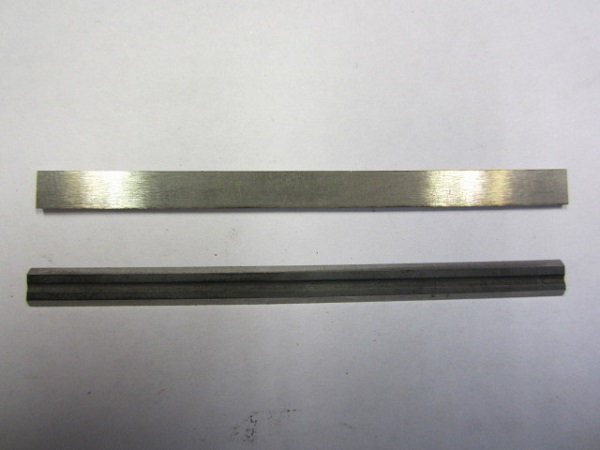
Ножи прямые для электрорубанков Bosch, SKIL
Нестандартные режущие насадки с большей шириной и толщиной лезвий характерны для электрорубанков от фирм Байкал и Интерскол. Из-за своих параметров они прочнее и качественнее стандартных пластин. При попадании на металл такие ножи не ломаются. Их можно затачивать с помощью наждака. Ширина насадок составляет около 1 см. Длина может быть 82 мм, 102 мм, а у изделий фирмы Ребир она достигает 110 мм.

Ножи прямые для электрорубанка Rebir ИЭ-5709
Цена режущей насадки зависит от фирмы производителя. Также этим фактором часто определяется качество изделия. Если приобретать ножи известных компаний (например, Бош), то можно рассчитывать на долгий срок их службы.
Угол наклона режущего ножа рубанка
Следующая информация дается для того, чтобы помочь читателю правильно понять принципы заточки ножа рубанка. Ложе рубанка делается под разными углами, чтобы обеспечить угол наклона, подходящий дли выполнения различных работ. На практике чаще всего используются четыре угла: обычный угол, где ложе для задней поверхности ножа образует угол 45° с подошвой (этот угол в основном применяется для всех рубанков для работы с мягкой древесиной); йоркский угол — 50°, применяемый для работы с красным деревом и другими твердыми породами древесины; средний угол — 55°, и полный угол наклона — 60°, которые применяются на профильных рубанках, первый —для работы с мягкой древесиной, второй — с более жесткими сортами. На рис. 190 приведены три угла: А — полный угол наклона. В — обычный угол и С — сверхострый угол. Угол, под которым установлен резец, имеет большое значение. Здесь имеются в виду три угла. Угол между резцом и поверхностью заготовки (1) должен быть как можно более острым. Ясно, что если бы поверхности резца и заготовки были идеально параллельными, то резец скользил бы по поверхности, не подрезая ее, за исключением случаев, когда на него оказывается огромное давление. Этот угол, который можно назвать углом клиренса, должен быть достаточно большим лишь для обеспечения контакта резца с поверхностью. Угол самого резца (2). Чем острее этот угол, тем лучше, если только материал резца выдерживает напряжение и режет поверхность, не теряя формы своей кромки. (3) Фронтальный, или остаточный, угол может быть получен вычитанием как угла (1), так и (2) из 180°, если речь о плоских поверхностях.
Конструкция и особенности рубанка
Основным рабочим элементом являются ножи, закрепленные при помощи стопорных винтов в специальных прорезях цилиндрической фрезы. Зачастую корпус фрезы еще называют барабаном.
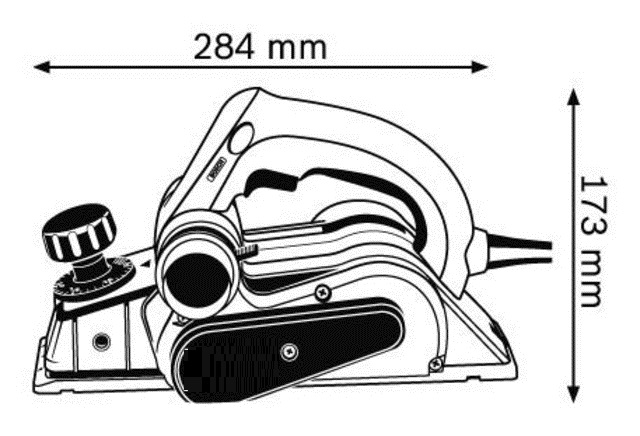
Типовые размеры электрорубанка.
Различают конструкции, предусматривающие установку различного количества ножей. Несмотря на то что при увеличении количества лезвий качество обработки поверхности будет более высоким, на практике все же наиболее часто используются двухножевые варианты. Изредка встречаются модели, использующие три ножа.
Использование столь ограниченного количества обрабатывающих кромок обусловлено усложнением конструкции и, как следствие, снижением надежности инструмента. Кроме того, электрорубанок — ручной инструмент, и установка на барабан десятка лезвий просто физически невозможна.
Помимо барабана и ножей, в конструкцию инструмента входит:
- Двигатель.
- Корпус.
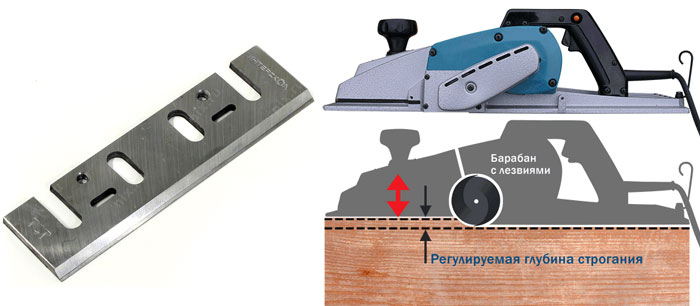
- Подошва, выполненная из алюминийсодержащих сплавов. Отличительной особенностью подошвы является разделение ее на две части. Одна половина выступает в качестве неподвижной базы. Положение второй регулируется, обеспечивая требуемую глубину строгания.
- Органы регулирования и управления.
Процесс заточки рубанка
Схема вариантов заточки ножа рубанка: а – на оселке; б – на точильном камне; в – положение фаски лезвия резца при заточке на оселке; г – заточка на диске точильного камня с применением упорного устройства .
Если работать рубанку предстоит с твердой древесиной, то нужно быть готовыми к тому, что его нож быстро заступится в результате взаимодействия. Острие очень быстро изнашивается, на нем появляются выбоины и зазубрины. Особенно проблемно работать таким инструментом, если в строгаемой древесине попадается гвоздь. Если зазубрины большие, то для заточки лучше всего использовать наждак. При этом следует иметь в виду, что лучше всего наточить нож рубанка получится, если наждачный круг имеет большой диаметр. Если размер такого круга меньший, то выемка получается большой. Потом все равно придется заняться выравниванием паски, так как она должна быть идеально плоской.
Очень хорошо иметь для заточки 2 разных круга, один из них должен иметь крупные зерна, а второй должен быть мелкозернистым
При этом процессе очень важно соблюдать правильный угол заточки. При таком процессе необходим специальный упор, так как просто держать нож в руках и затачивать его могут только специалисты, обладающие определенными навыками
Угол заточки – это очень важно, на это следует обращать особое внимание
Схема угла заточки рубанка.
Прижимать сильно железку к вращающемуся кругу не следует, что делают многие, чтобы «содрать» большой слой металла в короткое время. Таким образом, нож рубанка быстро «пережигается» в результате сильного перегрева, нарушается закалка металла. Для того чтобы всего этого не допустить, необходимо время от времени охлаждать металл, для чего достаточно просто опустить его в холодную воду. После того как правка на наждачном круге завершена, лезвие необходимо править на мелкозернистом бруске. В конце нужно довести лезвие до конца на специальном камне для шлифования (если его нет, то можно использовать кожаный ремень с полировальной пастой). Нужно быть готовыми к тому, что такой процесс отличается трудоемкостью и длительностью. Чтобы этого избежать, настоятельно рекомендуется не затачивать рубанок после того, как он сильно затупится, а делать это время от времени, как только резка древесины начинает осуществляться хуже.
Полезные рекомендации
Угол заточки ножа рубанка в большинстве случаев составляет 25-45°, но точно сказать, какими должны быть углы, нельзя.
Здесь все зависит от того, какова плотность древесины.
Чтобы соблюдать заданный угол, рекомендуется использовать специальный шаблон, сделать его можно самостоятельно. Для того чтобы было работать удобнее, рекомендуется использовать 1 универсальный шаблон для различных углов.
Лезвие ножа при заточке не должно быть выдвинуто из колодки далеко, в противном случае будет захватываться слишком толстая стружка, что может привести к негативным последствиям. Если нож выставлен слишком мало, то он будет снимать очень тонкую стружку. Это приводит к тому, что времени для обработки уйдет очень много. Нельзя работать рубанком со скошенным ножом, так как ровную поверхность будет сделать невозможно (особенно если речь идет о широком материале).
 |
|---|
Домашнему мастеру: как правильно заточить рубанок
- Для чего нужна ручная заточка
- Заточка ножей рубанка на станке и их регулировка
- Заключение по теме
В мастерской домашнего мастера всегда много инструментов. Как правильно заточить рубанок, чтобы он всегда был в рабочем состоянии? Научиться делать это должен каждый мастер, имеющий ручной или электрический инструмент.

Столярный инструмент для строгания дерева в виде деревянной колодки с широким лезвием.
Как, заточить ножи электрорубанка не снимая
Важно реализовать для выхода стружки, однако в случае с рубанком этот угол уменьшается для того, чтобы предотвратить ломку стружки перед ее нарезанием. Для строгания мягких материалов лучше подходит небольшой угол
Это относится к тонкому ножу, боковая поверхность которого почти контактирует с подрезаемым материалом; однако более цепкий материал поддаст резец проверке на прочность, следовательно, соответствующий угол должен быть увеличен, и необходимо иметь более крепкий резец. Чем более отвесным становится угол ножа, тем меньше вероятность того, что будет происходить вырывание древесины при строгании. Однако при этом же значении угла кромка ножа быстро стачивается, в результате чего он наверняка начнет прыгать. В рубанках с зубчатыми ножами ножи устанавливаются под прямым углом, а в рубанке «зуб старухи» — почти под прямым углом. При работе с прямыми углами наклона ножа инструмент скребет заготовку, а чем более острый угол наклона, тем больше его режущее действие становится похожим на строгание. По этой причине рубанок с обычным или сверхострым углом наклона ножа в большей степени способен к строганию древесины; но в этом случае можно также использовать другим образом отрегулированный стружколом. Рис. 190. — Три угла наклона ложи рубанков На профильных рубанках с закругленными ножами, на отборниках и бортовых рубанках, не имеющих стружколома, предпочтительнее применять полный угол наклона ножа. В то же время при торцевании лучшие результаты дают инструменты с более острыми углами наклона ножа. При рассмотрении боковой грани ножа рубанка видно, что он сделан из железа, покрытого сталью. Сталь, наваренная на железо, более светлая по цвету и имеющая более мелкое зерно, действует как режущая кромка, а железо необходимо для придания ножу большей жесткости, что предотвращает его вибрирование. Вновь заточенный нож рубанка имеет три угла (рис. 191): А — угол наклона ножа, В — угол заточки на точильном круге и С — угол фаски, снятой на оселке. Углы А и В не меняются, тогда как угол С становится все более острым при последующих заточках на оселке до тех пор, пока он не сольется с линией подошвы рубанка, как показано на рис. 192, когда нож перестает резать требуется его новая заточка. Угол наклона ножа А в рубанке, как было уже показано, является разным для различных видов рубанка. Рис. 191.— Три угла наклона ножа рубанка Рис. 192. — Нож рубанка до заточки на точильном круге и после нее
Правильная настройка рубанка
Недостаточно просто установить ножи электрорубанка в посадочные гнезда, необходимо еще произвести их правильную юстировку (настройку).
Регулирование положения сменных рабочих элементов в зависимости от конструкции рубанка может осуществляться либо вручную, либо при помощи отвертки, закручиванием или отворачиванием регулировочных винтов.

Перед снятием второго лезвия, необходимо повернуть барабан и ослабить болт.
Отверткой поочередно подкручиваются винты, и устанавливается на свое рабочее место нож. После того как добьются удовлетворительного расположения инструмента, нож уже окончательно фиксируется при помощи зажимных болтов.
На старых моделях электрорубанков приспособления для выставления уровня установки могут отсутствовать, и регулировать положение приходится вручную. Вылет кромки лезвия в данном случае устанавливается поднятием или опусканием ножа при помощи рук или подкладыванием на дно паза вспомогательных прокладок различной толщины. Окончательная фиксация также происходит при помощи болтов. Настройка инструмента подобным образом уже требует некоторого опыта и терпения.
При затяжке фиксирующих болтов следует соблюдать осторожность и производить ее постепенно и равномерно, препятствуя возможным сдвигам положения лезвия относительно подошвы
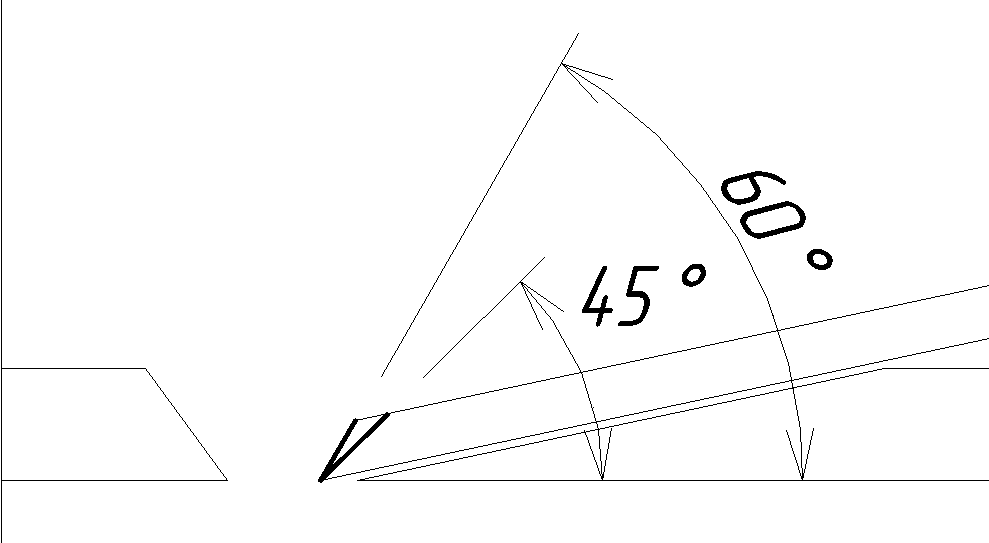
Схема угла заточки рубанка.
Правильность настройки рабочего инструмента проверяется взаимным расположением кромок ножей и неподвижной части подошвы рубанка.
Режущая кромка должна быть расположена вровень с неподвижной частью подошвы рубанка. В основном допускается незначительное возвышение над плоскостью подошвы.
Правильность установки вылета лезвия можно проверить при помощи деревянной линейки или рейки с ровным прямым краем. Линейка прикладывается к неподвижной половине подошвы. При прокручивании барабана лезвие должно чуть-чуть приподнимать ее и сдвигать вперед. При обратном движении барабана в идеале линейка должна остаться неподвижной, в крайнем случае немного приподняться и вновь опуститься на прежнее место.
Приложив небольшую пластину одновременно к подошве рубанка и к лезвию, можно проверить их взаимную параллельность. Пластина должна лечь ровно, без каких-либо перекосов.
Очень важно отметить, что недопустимо проведение каких-либо работ с режущими элементами при включенном в сеть шнуре электропитания. https://www.youtube.com/embed/KREY6fbLHn4
Следуя этим несложным инструкциям, можно достаточно просто и безопасно заменить ножи на электрорубанке.
Заточка ножей рубанка на станке и их регулировка
Ножи для электрорубанка являются расходным материалом.
В большинстве случаев при заточке рубанка пользуются специальным станочком. Научиться правильно затачивать инструмент на нем довольно просто – достаточно лишь ознакомиться с инструкцией. К такому оборудованию относится станок Tormek (изображение 4). Он оснащен мощным двигателем, имеет низкие обороты, может затачивать инструмент на протяжении довольно большого промежутка времени. Высокая чистота и точность заточки обеспечивает водяное охлаждение кромки ножа.
Затачиваемые ножи зажимаются держателями, которые крепятся на опоре. При работе станка есть возможность регулировки прижима, ширины фаски, скорости вращения круга. На станке возможна заточка инструмента из любого металла. Сам процесс работы на станке очень прост, нужно лишь соблюдать некоторые правила техники безопасности.
Распространенной разновидностью ручного рубанка является электрический его вариант. Ножи у него относятся к расходным материалам. Их, как правило, бывает 2 штуки. Они крепятся на специальном барабане и снимают верхний слой древесины на заготовке. Изготавливают эти изделия из особого сорта инструментальной стали. Они хорошо поддаются заточке. Для некоторых моделей они изготовлены из карбида вольфрама, который обладает особой прочностью.
Угол рубанка должен быть заточен под углом от 45 до 60 градусов.
Отличаются ножи и своими формами. Они бывают:
- прямыми;
- закругленными;
- фигурными.
Прямые лезвия используются для обработки узких заготовок и выборки четвертей. Закругленными лезвиями обрабатывают широкие плоскости. Закругления на концах делают аккуратными переходы между линиями прохода рубанка. Волнообразные фигурные лезвия нужны для имитации различных состаренных поверхностей. Перед началом работы с рубанком необходимо проверить правильность установки ножей. Для этого нужно перевернуть рубанок вверх подошвой и посмотреть на лезвие: его режущая кромка должна выступать над подошвой на 0,3-0,5 мм.
Рубанки Интерскол и Байкал имеют очень хорошее качество, относительно других производителей.
При необходимости лезвия регулируют. Для регулировки ослабляются крепежные винты, затем регулировочные винты поворачиваются в разные стороны до того момента, пока ножи не займут своего места. После этого остается их закрепить. Новые электрические рубанки чаще всего идут с завода отрегулированными. Ими можно пользоваться сразу. Но настройки необходимо периодически проверять, ведь они могут измениться в моменты встречи лезвия с сучком или с гвоздем. После регулировки рубанок проверяют на ненужном бруске или доске.
Очень надежные и прочные лезвия имеют рубанки Байкал и Интерскол. Они немного шире остальных моделей, толщина их тоже несколько больше. Затачиваются они обычными способами. Угол заточки равен примерно 30 градусам. Чтобы качество строгания было высоким, режущая кромка не должна иметь никаких заусенцев. Для этого заточенные ножи нужно править, используя шлифовальный круг. Железку устанавливают в приспособление и двигают им из одной стороны в другую.
Регулировка ножей на валу электрорубанка
После заточки или покупки новых лезвий, ножи необходимо правильно установить на вал рубанка. Криво установленные ножи не дадут ровной поверхности при обработке дерева. А отсутствие балансировки приведет к тому, что работать будет лишь одно лезвие.
При выборе электрорубанка необходимо заранее проконсультироваться у продавца о возможности замены ножей и наличии их в магазинах. В инструкции к рубанку обычно подробно написано, как отрегулировать ножи, но иногда это вызывает затруднение у пользователей.
Не сложное приспособление сделанное своими руками поможет вам правильно установить и отрегулировать ножи электрорубанка. Подробности в этом видео.
Сначала, нож соединяется с накладкой таким образом, чтобы его режущий край выступал примерно на 3 мм. После этого вся конструкция размещается на валу, и наживляется на крепежные болты. Затем производится установка рабочей высоты лезвия
ВАЖНО! При установке ножей необходимо работать в защитных перчатках. Никогда не утапливайте режущую кромку пальцами.
Высота лезвия над подошвой обычно не должна превышать 0,5 мм
Разумеется, надо обеспечить параллельность поверхности рубанка и режущей кромки. Для этого можно воспользоваться стальной линейкой.
Попеременно устанавливая ее ребром на подошву рубанка с разных сторон ножа, необходимо добиться, чтобы кромка с двух сторон касалась линейки при одном и том же угле поворота вала.
Чтобы избежать погрешности, перед тем, как установить ножи на электрорубанок, необходимо проверить качество заточки. Для этого измеряется ширина среза на металле на разных концах лезвия. Она должна быть одинакова. Иначе невозможно будет выставить ножи параллельно друг другу.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить
Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 300, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.
Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Виды ножей для рубанка
- Прямые ножи. Применяются для любого вида обработки, в том числе выборки «четвертей». Линия среза одинаково ровная по всей ширине ножа;
- Ножи со скругленными краями. Предназначены для обработки больших поверхностей, когда ширина лезвия меньше ширины заготовки. Плоскость обрабатывается за несколько проходов, по краям зачищаемого участка не образуется ступенька;
- Фигурные ножи. Иное название – рустикальные. Придают поверхности дерева различные декоративные формы. Чаще всего используются при изготовлении наличников, рамок для картин и пр. После обработки поверхность необходимо циклевать;
- Спиральные ножи. Качество обработки поверхности на порядок выше, чем у прямых. К недостаткам можно отнести высокую стоимость и невозможность заточки кустарным способом.
Правильная заточка ножей электрорубанка своими руками – видео
Если заточка прямых ножей не вызывает сложностей, то обработка затупленных фигурных кромок под силу не каждому мастеру. Нож со скругленными краями затачивается так же, как прямой, лишь над закруглениями придется поработать. Качество их обработки не так критично, можно обойтись правкой на оселке.
А вот фигурные и спиральные ножи практически не поддаются обработке кустарным способом. Как правило, при затуплении просто приобретаются новые.