Точечная сварка своими руками
Содержание:
- Демонтаж выполнил, что дальше
- Использование сварочника для точечной сварки
- Как правильно соблюдать технику безопасности сварки
- Применение технологии конденсаторной точечной сварки
- Функции и характеристики производственного споттера
- Примеры самодельных конструкций
- Выполнение сварочных работ
- Качество сварки
- Как сделать точечную сварку своими руками
- Устройство для самостоятельной сварки
- Изготовление сварочника для проведения точечной сварки
- Как разрешить задачу
- Фото точечной сварки своими руками
- Выбор сварочного оборудования
Демонтаж выполнил, что дальше
Второй этап в работе — это вторичная обмотка. Здесь лучше заранее приготовить провод сечением от 1 мм. Когда нет подобного материала под рукой, придется покупать. Причем приобретать необязательно многожильный провод нужного сечения, подойдут пучки из одного и более проводников. Они в общей массе создадут необходимый диаметр провода.

Когда вторичная обмотка уже на трансформаторе, устройство будет способна к выработке тока до 1000 ампер.
Иногда нужен аппарат для точечной сварки с повышенной мощностью. Тогда одного трансформатора точно не хватит. Лучше использовать несколько устройств, пустив в дело дополнительную микроволновку.

Про доработку трансформатора подробнее
Вторичная обмотка подразумевает несколько витков проволоки на самом сердечнике. Достаточно два или три слоя. Тогда выходное напряжение будет 2В. А кратковременный сварочный ток — от 800А. Таких показателей хватит на точечную сварку.
Конечно, намотать нужное количество витков без затруднений или опыта не так и просто. Особенно это чувствуется когда расходный провод с толстым слоем изоляции. Подобную проблему решить несложно: с обычного провода снимается стандартная изоляция, затем обматывается сердцевина провода изолентой на тканевой основе.
Существенным для вторичной обмотки является минимальная возможная длина проволоки. Иначе не избежать роста сопротивления, что уменьшает силу тока.
Когда нужно спаривать более толстый металл (толщина до 5 миллиметров), вышеуказанной мощности не хватит. Нужна цепочка для сварочного аппарата из нескольких трансформаторов.
Конкретных правил для создания цепочки нет, но при ошибке с первичной и вторичной обмоткой на нескольких трансформаторах короткого замыкания не избежать.

Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
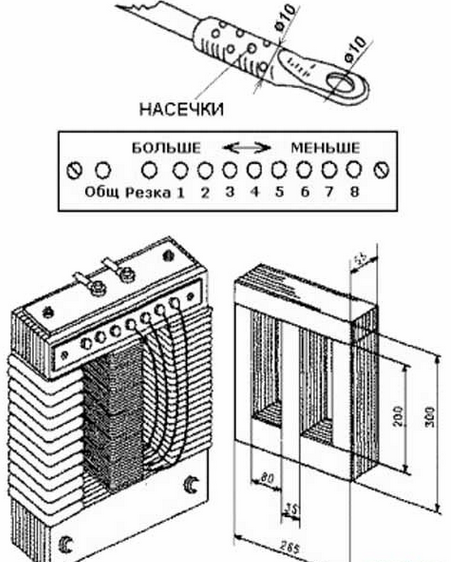
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них — нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше — за счет этого увеличится и время остывания жидкого ядра.
Как правильно соблюдать технику безопасности сварки
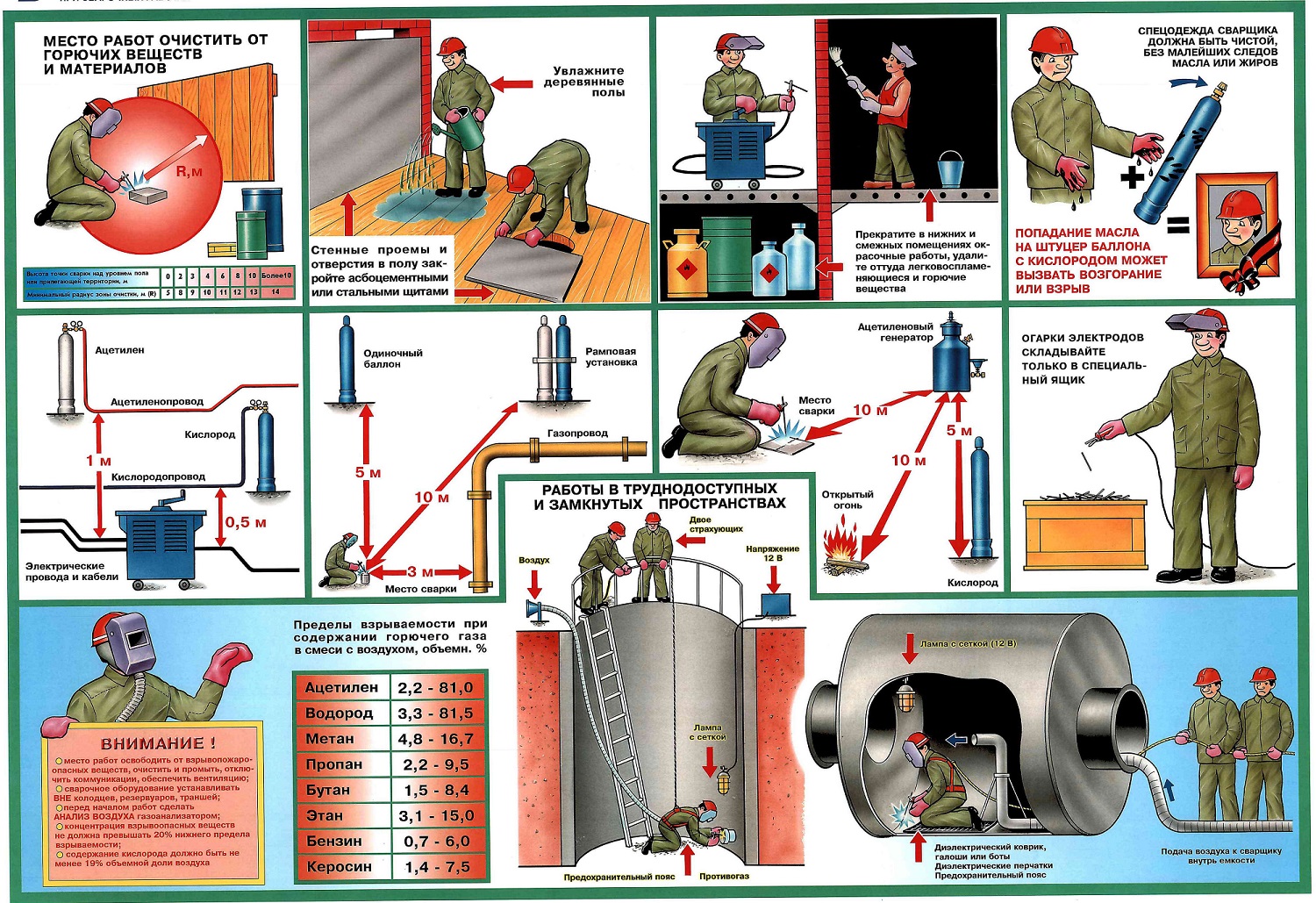
Техника безопасности при сварочных работах.
Для правильного осуществления сварки, проводимой дома, потребуется следующее:
- Наличие постоянной скорости, с которой происходит перемещение двух электродов.
- Необходимый уровень поддержки показателя давления, что связано с полной контактностью с соединяемыми элементами.
Вместе с тем необходимо обязательное выполнение условий техники безопасности при проведении точечной сварки, которая включает следующие основные моменты:
- Обязательно проводят изоляцию каждого электрического и соединительного провода.
- Применяют средства защиты, то есть перчатки или рукавицы, предохраняющие руки от получения возможного ожога.
- Для защиты лица применяют специальную маску, чтобы искры и брызги металла не могли попасть прямо в лицо.
- Возле места проведения работ не должны находиться материалы либо предметы, которые являются легковоспламеняющимися.
- Деревянному полу также требуется специальная защита от возгораний.
- Следует заранее предусмотреть наличие специальных средств, позволяющих тушить возгорания.
- В помещении, где проводятся работы, не должны скапливаться газы, вредные для здоровья людей, поэтому его следует проветривать.
Применение технологии конденсаторной точечной сварки
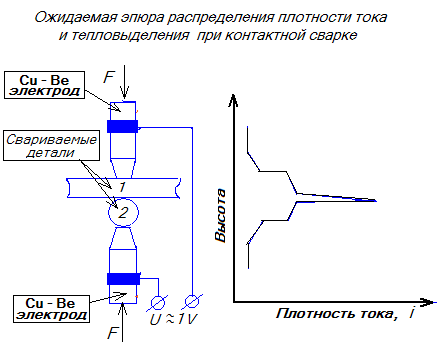
Схема конденсаторной точечной сварки.
Выполняя сварку тонких деталей (ширина 1-1,5 мм), применяют технологию конденсаторной сварки. Она является одной из четырех способов создания сварных швов с использованием аккумулированной энергии:
- Конденсаторной.
- Электромагнитной.
- Инерционной.
- Аккумуляторной.
На практике в промышленности и домашнем быту применяется конденсаторная сварка. Она связана с питанием энергией батарей конденсаторов, которая после ее сохранения будет израсходована на осуществление сварного шва за определенный временной интервал с малой длительностью. Два вида конденсаторного типа сварки:
- За счет разряда конденсатора на деталь.
- За участок разряда конденсатора принимают первичную обмотку трансформатора для сварки.
Если предусмотрен прямой разряд, то осуществляют сварку проволоки встык. Если воспользоваться вторым способом, то он как раз предназначается с целью проведения точечной сварки, а также шовной. Их преимуществом выступает возможность соединения деталей различных форм при их толщине, находящейся в интервале 0,005-1 мм. Уровень потребляемой мощности колеблется в интервале 0,1-0,2 кВа, а сварочный ток действует при кратковременном импульсе, продолжительность которого до 0,001 сек. Конденсаторную точечную сварку применяют при изготовлении оптических приборов, телевизоров, радиоприемников, измерительных приборов и др.
Функции и характеристики производственного споттера
Споттер, который поставлен на производственный поток, имеет множество полезных функций, которые постараемся рассмотреть ниже.
Функции и полезные качества:
- Присоединение путем сварки ремонтных шайб (используется споттер);
- Точечная сварка посредством металлического электрода, служащая для вытягивания металла панели;
- Возможность прогрева металлической детали углеродным электродом с дальнейшим охлаждением. Благодаря данному качестве сварочного аппарата становится возможной осадка металла;
- Благодаря своей конструкции споттер достаточно прост и невероятно удобен в эксплуатации;
- Споттер располагает двумя режимами сварки: режим постоянного включения, требующий использование углеродного электрода, а также режим с кратковременным включением, который регулируется по времени, в процессе которого производится приварка шайб, а также металлического электрода;
- Споттер имеет принудительную систему охлаждения, а также термостат, который производит отключение сварочного аппарата во время перегрева, автоматически включает его при достижении требуемой температуры сварки.
Характеристики сварочного устройства:
- Напряжения питающей сети, необходимой для того, чтобы споттер нормально функционировал – 220В;
- Частота сети переменного тока – 50-60 Гц;
- Максимально возможная мощность – 10 кВт;
- Максимально рабочий ток – 1300 А;
- Напряжение вторичной обмотки сварочного аппарата – 7,8-9В;
- Пределы установки времени – 0-1,2 секунд;
- Рабочий режим сварки – таймер (точечная сварка), а также непрерывная (сварка и темперирование);
- Производительность – 15% (точечная сварка металлических деталей в условиях максимальной выходной мощности), 75% (угольная вара в условиях минимальной выходной мощности);
- Тяговое усилие для иглы – более 100 килограммов;
- Тяговое усилие для шайбы – более 100 килограммов;
- Габариты (длина-ширина-высота) – 380х290х840 миллиметров;
- Вес 32 килограмма.
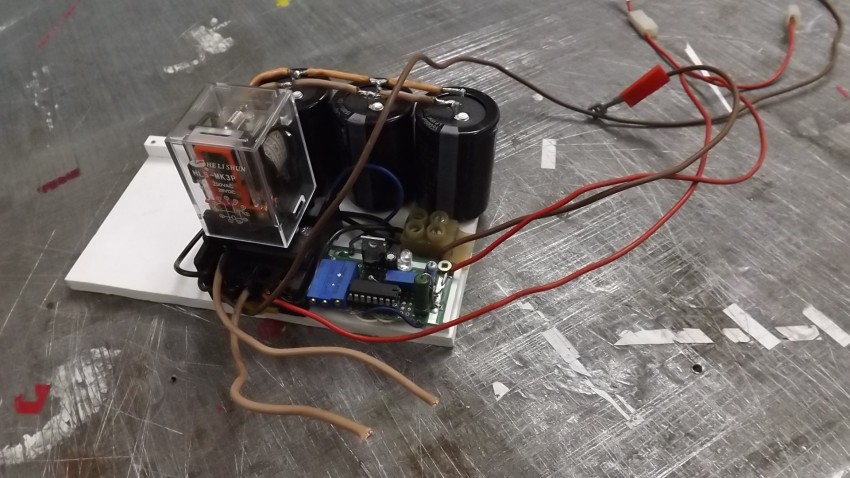
Примеры самодельных конструкций
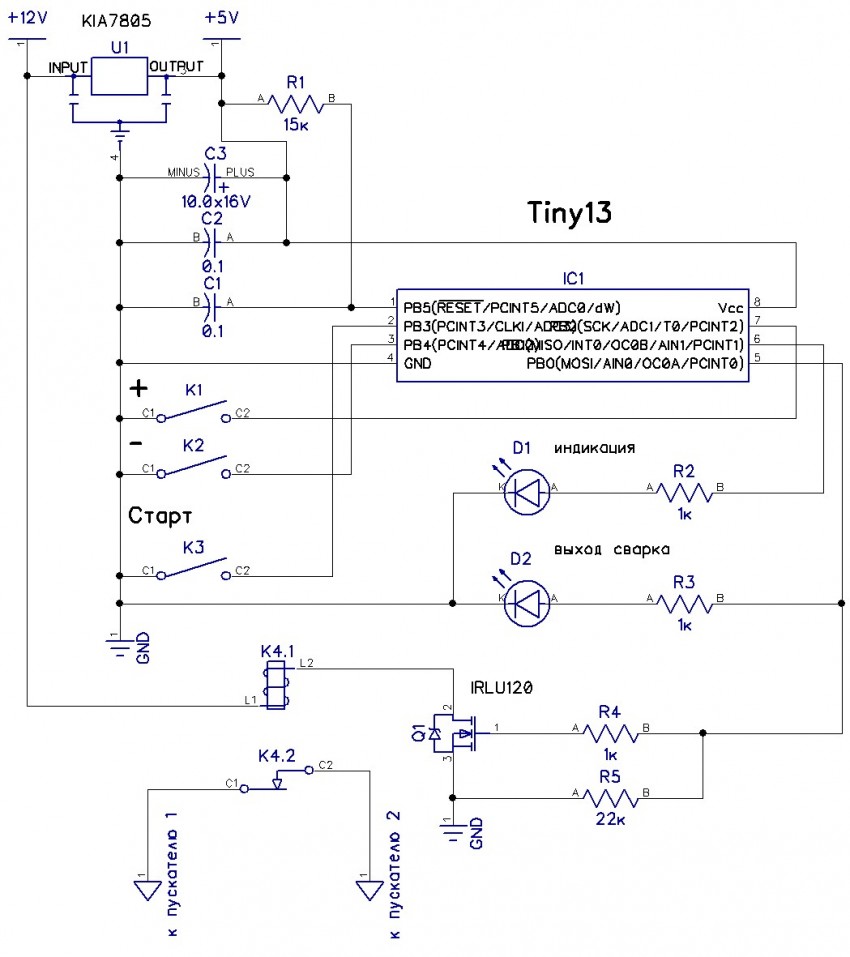
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
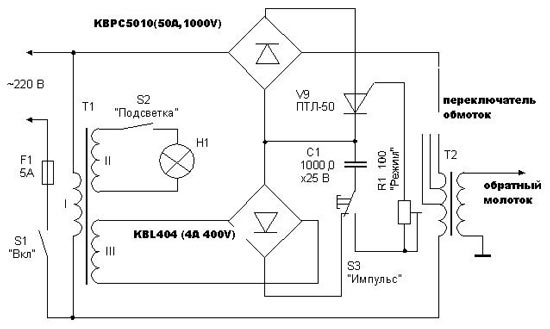
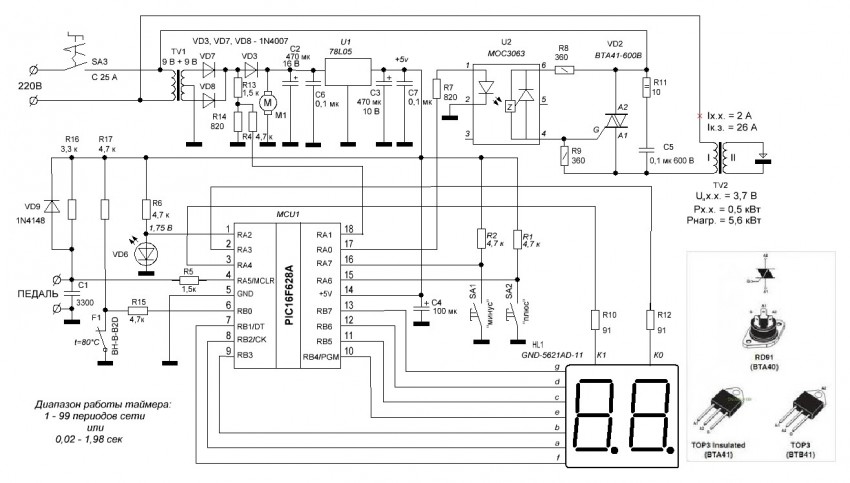
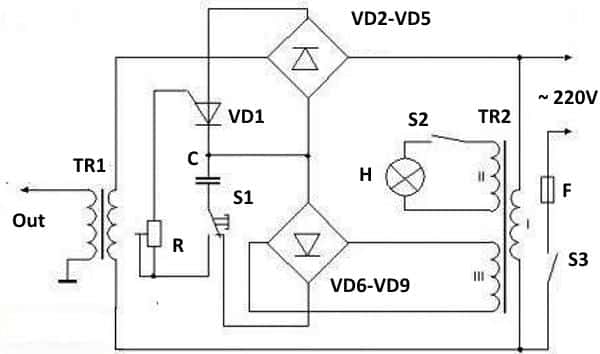 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
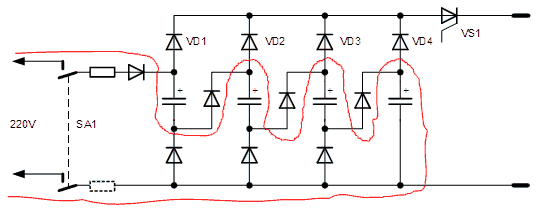
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
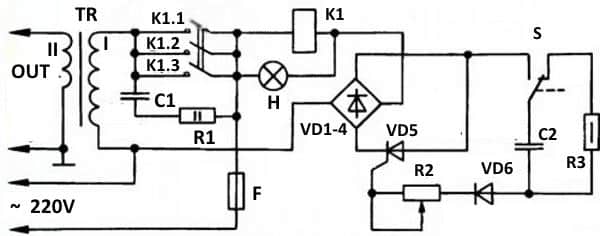 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
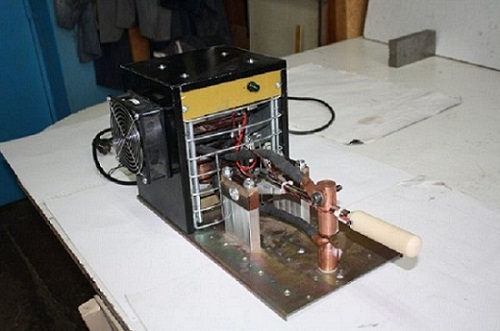
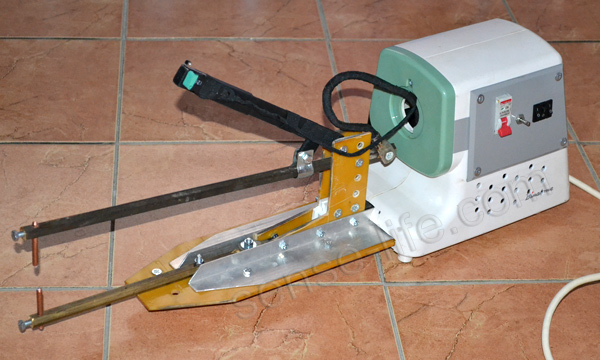
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
 Используемый за основу автотрансформатор
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2
Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Выполнение сварочных работ
Контактная сварка является нетрудным процессом, в результате которого ток поступает в точечное соединение и вырабатывает тепло. От состояния контактов зависит качество процесса, так как негативный эффект может проявиться в результате окиси или шероховатости.

Во время сварки нужно обратить внимание на следующие характеристики металлических поверхностей: сопротивление, теплопроводность и точку плавления. Такие критерии различаются: у цинка точка плавления составляет 1115, алюминия 435, меди 680, железа 1300 градусов
Также следует выделить основные требования к электродам: прочность, высокую электро- и теплопроводность, простоту механической обработки. Для продления срока эксплуатации электродов желательно во время сварки охлаждать водой.
Качество сварочного шва будет зависеть также от размера электродов. Для визуального выбора диаметра электрода, толщину обрабатываемого металла следует умножить на 2.

Контактной сваркой пользуются как в производственных, так и в бытовых условиях. Чтобы в быту не пользоваться большим оборудованием, в продаже имеется компактный агрегат, который подойдет для некрупного ремонта (споттер). У оборудования есть пара выводов, крепление одного производится к материалу, а второй фиксируется на электрод. При этом не требуются клещи. Чтобы повысить эффективность рабочего процесса, источник тока должен располагаться около площадки.
Простые и недорогие устройства, пользующиеся однофазным током, являются надежными и функциональными, однако они не подходят для соединения металла толщиной от 0,8 мм. Тогда следует выбирать более дорогие и мощные модификации.
Схема самодельного сварочного устройства
Для бытового пользования подойдет недорогой споттер, выполненный своими руками. Его параметры будут зависеть от потребностей. Оптимальным будет оборудование средних размеров.
В схему сварочного устройства будут входить следующие части:
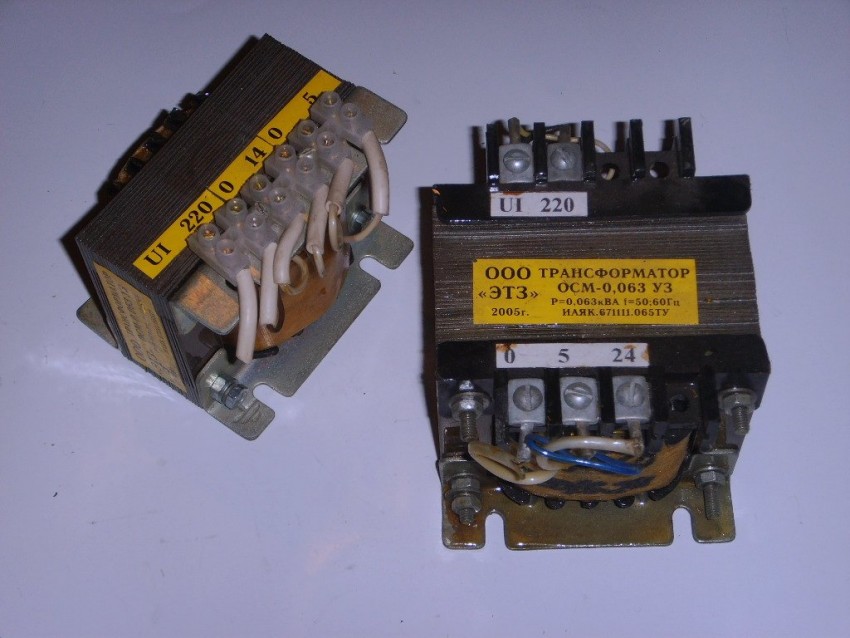
- трансформатор ОСМ-1;
- пара токопроводов L300 размером 30;
- вкладыш из стального прутка L30 (2 штуки, диаметром 10);
- рукоять, текстолитовая втулка;
- электрод диаметром 12 (2 шт.);
- пара латунных шайб;
- винты М6, болт М8 – 6 штук;
- эксцентрик;
- щека, пружина;
- изоляционное покрытие;
- трансформаторный кожух.
В основу работы сварочного устройства входит закон Ленца-Джоуля, когда проводником вырабатывается тепло после прохождения сквозь него тока в объеме, пропорциональном сопротивляемости соединяемого материала проводника. Выбор проводов осуществляется на основании закона. В схему можно добавить второй блок питания.
Из-за прохождения сварки посредством электрического импульса, оборудование выполняется с применением трансформатора, который соединяется с источником питания не напрямую (а через выпрямительный мост с тиристором). Чтобы повысить мощность устройства, в схему добавляют реле времени и полупроводниковый тиристор.
Качество сварки
Заводская сварка кузова производится по специальной технологии, которая подразумевает целый ряд процессов, часть из которых направлены на восстановление структурных свойств металла и его защиты. Преимущественно применяется контактная сварка, при которой разогрев производится за счет пропускания большого тока через сечение малого диаметра. Места сварки подвергают химической антикоррозийной обработке, после чего изолируют кузовным герметиком.
В гаражных условиях контактную сварку практически не применяют, – работают исключительно полуавтоматами. Но та или иная сварка «жжет» металл. Если речь идет о стальных деталях, то места сварки становятся более уязвимыми для коррозии. Оцинкованные кузова после сварочных работ теряют гальваническую защиту.
Как известно, сварка активно используется при рихтовке автомобиля. Деформированные части вытягиваются специальными устройствами, но для этого нужно как-то зацепиться за поверхность. При наличии сварки проще всего приварить к ключевым точкам вмятины шайбы, за которые потом можно будет зацепить наконечник обратного молотка или крюк тали.

После рихтовки с использованием приваренных шайб, металл зачищается вровень с основанием. Но структурные изменения остаются, поскольку металл был нагрет до высокой температуры. Обычная или оцинкованная сталь в местах установки шайб делается уязвимой к коррозии. Отрихтованные таким образом детали тщательно обрабатываются антикоррозийными средствами и грунтовками.
Очень часто коррозия появляется именно на местах сварки, которая была использована при кузовном ремонте. Обычно варят точками: например, рихтовочные шайбы привариваются с шагом 1-2 см. Если обработка после сварки была недостаточной или неправильной, то на покрашенной детали через некоторое время могут проявиться дорожки из ржавых точек. Еще быстрее их можно обнаружить с внутренней стороны.
Толковый мастер обязательно обработает изнанку детали, подверженной сварке, антикоррозийным средством пролонгированного типа. Это может быть специальный грунт, автомобильный силикон или даже Мовиль. Но поскольку автомобиль после сварочных работ чаще всего сразу пытаются продать, то не очень-то хотят возиться с антикоррозийными мероприятиями.
Как сделать точечную сварку своими руками
Весь процесс точечной сварки укладывается в несколько этапов. Свариваемые детали, приложенные друг к другу, помещаются между электродами сварочного аппарата в нужном месте и плотно прижимаются друг к другу.
Помните, что эксплуатировать сварочные аппараты «кустарного», «самопального» производства опасно! Существует система допуска по электробезопасности к выполнению данного вида работ. Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Затем детали нагреваются до очень высокой температуры, оставаясь при этом сжатыми. После воздействия электрического импульса в зажатом состоянии детали остаются еще некоторое время.
Можно несколько усилить сжатие, чтобы усилить эффект сваривания деталей. Далее давление постепенно ослабевает, а вы получаете в результате крепкое соединение металлических элементов.
Одним из слабых мест такого варианта сваривания является невозможность сделать герметичный шов. А вот положительных моментов можно насчитать несколько:
- Точечные швы достаточно прочные и способны выдерживать высокую нагрузку.
- Аппарат точечной сварки гораздо доступнее остальной аппаратуры.
- Точечные сварочные аппараты достаточно экономичны в эксплуатации.
- Пользоваться точечной сваркой довольно просто, для этого не требуется специального образования.
Перейдем к непосредственному изготовлению аппарата для точечной сварки. С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
Ранее их публиковали в технических журналах. Сегодня наши соотечественники сами «изобретают» точечную сварку для личного пользования.
Вариантов здесь может быть множество, но есть и элементы, которые используются в любом случае.
В первую очередь, сварочный аппарат точечного действия невозможен без трансформатора, который обеспечивает большой сварочный ток. Такой трансформатор можно достать, например, из старой микроволновой печи или другой подобной техники.
Для получения большей мощности сварочного аппарата, используются несколько трансформаторов. Перед монтажом их особым образом подготавливают.
С катушки удаляется вторичная обмотка. Если есть необходимость, удаляются также шунты ограничения тока. Словом, с трансформатора удаляются все ненужные детали.
Теперь на трансформатор наматывается новая вторичная обмотка. Это должна быть толстая медная проволока, чтобы устройство могло выдержать высокое напряжение.
Чем больше витков обмотки вам удастся сделать, тем выше напряжение будет в итоге, и дольше будет ток.
Использование одновременно двух трансформаторов наиболее эффективно, если вам необходимо получить аппарат для сваривания металлических деталей большой толщины.
В этом случае первичная и вторичная обмотка соединяется, в соответствии с показателями плюс-минус. Если перепутать показатели, вы получите короткое замыкание в момент включения.
В качестве электродов для аппарата вы можете использовать прутки меди. Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Электроды требуют периодической проверки, подтачивания и замены. При монтаже постарайтесь сделать провод между трансформаторами и электродами минимальной.
Как и любой сварочный аппарат, аппарат точечной сварки, особенно если вы сделали его своими руками, требует определенной доли осторожности при работе. Не забывайте о технике безопасности, если хотите использовать аппарат и в дальнейшем
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением
Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением
Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
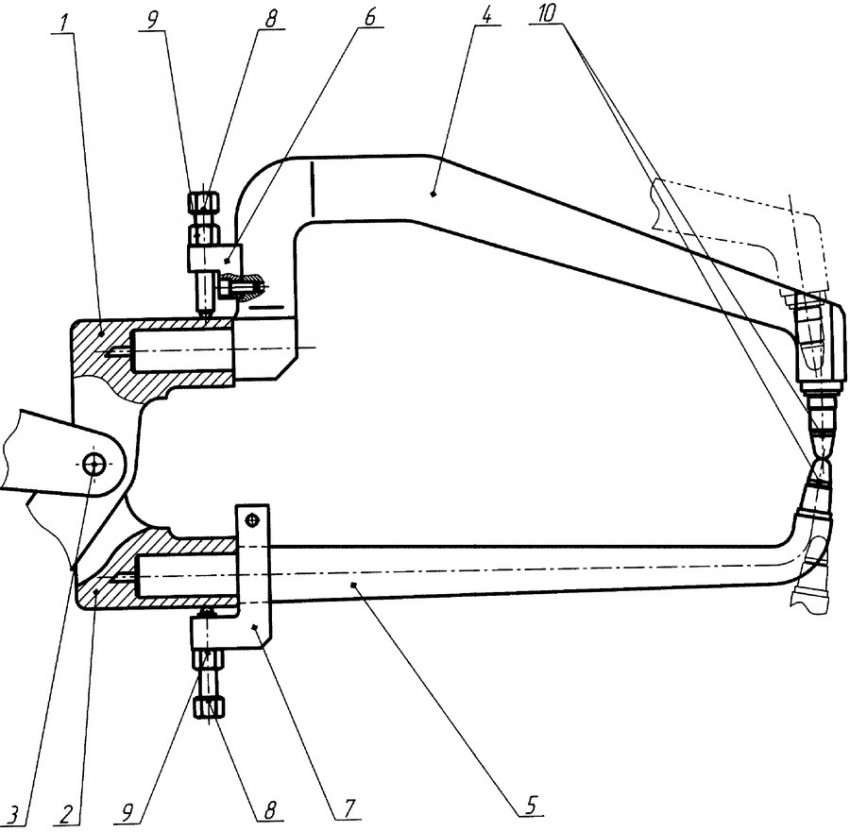
Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции — от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Изготовление трансформатора сварочного агрегата
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора
Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен
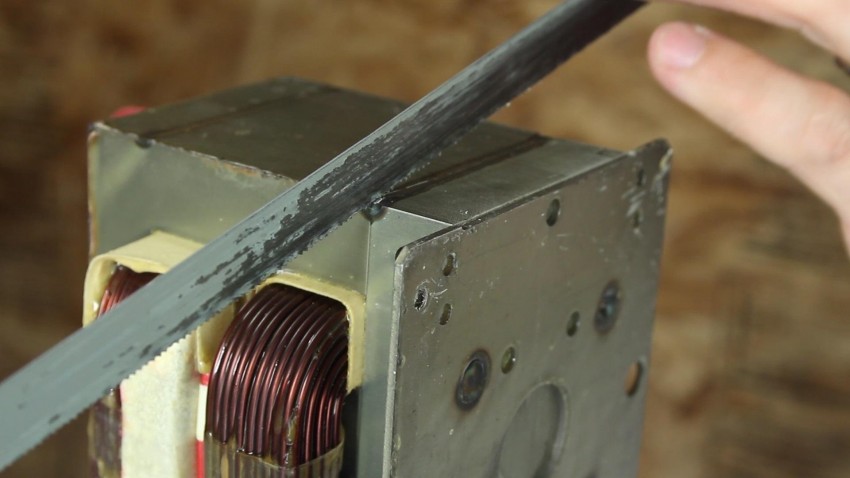
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота
Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы
Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
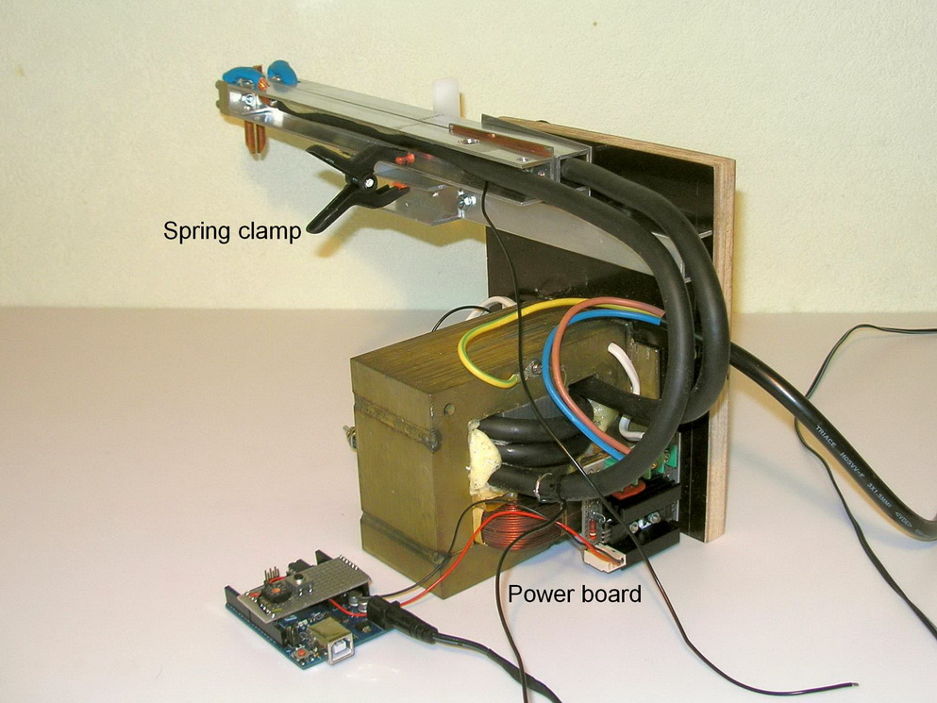
Сборка корпуса устройства
Последний этап — изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды
Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов
https://youtube.com/watch?v=tf5-uJ_pn-o
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
Как разрешить задачу
Первичную вторичную обмотку на двух или нескольких трансформаторах требуется соединить последовательно. На конец цепи соединенных устройств необходимо подать напряжение, в то же время к выходам или выводам подключить вольтметр, замеряющий переменное напряжение.
Есть два варианта данных на вольтметре:
- Расплывчатые значения;
- Никаких значений.
Если 1 вариант, то сеть с разноименными выводами. Что будет происходить в сети? Поступивший напряжение на первичную обмотку нескольких трансформаторов будет уменьшаться на 50% в геометрической прогрессии.
Если 2 вариант, то напряжения, которые выходят из обмоток, будут равны по значению, но с разными знаками. Это ошибка. Необходимо сделать изменения в порядке подключений первичной или вторичной обмотки. Ориентир для подходящего результата — показания вольтметра, указанные в первом пункте.
Электроды на самодельную точечную сварку
На что нужно обращать внимание для выбора электрода? Естественно, на диаметр. Точнее, необходимо учесть схожесть диаметров электрода и провода
Для подобных элементов подойдет медный пруток. Но если устройство небольшим показателем по мощности, то подойдет профессиональный паяльник.
Любой электрод в процессе эксплуатации обязательно измениться. Для корректировки геометрических параметров нужно делать подточку. Что приводит через некоторое время к замене.
Чтобы не было потери по мощности, необходимо сократить длину проводов до минимума.
Провод, связывающим электрод с самим аппаратом, по диаметру достаточно большой. Облегчает процесс пайки специальным наконечником, который предварительно прошел процедуру лужения. Электроды съемные, А это значит, что в точке соединения не должно быть пайки.
Как установить электроды
Медный пруток или жало паяльника на руках. Эти элементы необходимо присоединить к проводам при помощи медных наконечников. А вот уже наконечники крепят пайкой.
Наконечники необходимо совмещать с электродами надежным болтовым соединением. Из материалов выбирают медь или сплавы с медью. Нужен материал минимального электрического сопротивления.

Управление для точечной сварки
В этом пункте нет ничего сложного. Нужен рычаг и выключатель. Между электродами контролируются сила зажатия, за что отвечает рычаг. Функция достаточно существенная, поэтому рычажный механизм дополняют винтовым элементом, что обеспечит значительное сжатие и надежность.
Для выключателя, который отвечает уже за подачу тока к сварочному электроду, соединение идет с первичной обмоткой. Если же наоборот, то получится лишнее сопротивление.

Рабочие моменты
Процесс работы подразумевает нагрев электродов. Еще нагревается сам трансформатор с токопроводящими элементами устройства. Предотвратить сильный нагрев можно при помощи простой системы охлаждения. Что это значит? Без обычного вентилятора не обойтись. Для удобства в работе электроды в рабочем состоянии контролируют визуальным методом. Для этого есть ориентир по цвету. Иногда применяют и специальное реле.
Простое устройство для точечной сварки на трансформаторной основе соорудить не так сложно. Необходимо лишь прочитать инструкцию и подготовить детали к работе.
Фото точечной сварки своими руками




















https://youtube.com/watch?v=tf5-uJ_pn-o
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Трубогиб своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Выбор сварочного оборудования
Аппарат на переменном токе
Автовладельцы часто выбирают сварочное оборудование с принципом работы, основанным на переменном токе. Но он не пригоден для работы по кузову по нескольким причинам:
- получаемые сварочные швы невысокого качества;
- возникают проблемы с доставанием электродом нужных мест из-за громоздкости оборудования;
- подобным аппаратом варят железо толщиной больше, чем на кузове: 1 мм прожигается подчас насквозь, лучше варить им при толщине свыше 6 мм;
- довольно сложный инструмент.

Аппарат переменного тока рекомендуется, когда предстоят простые сварочные работы автомобиля, вроде заваривания лопнувшей рамы.
Углекислотный полуавтомат
Это наиболее часто встречающееся оборудование, успешно применяемое при самостоятельном ремонте автомобиля. Сварка на нём производится посредством проволоки, поступающей в зону работы. Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
- сварочные работы доступны при 0,8–6 мм толщины железа;
- шов аккуратный;
- качество хорошее;
- можно использовать аргоном, тогда получится проводить сварочные работы на цветном металле;
- опыт требуется меньше: не нужно поддерживать постоянную дугу;
- расходность материала, деформированность металла автомобиля ниже.
При полуавтоматической сварке проволока подаётся в рабочую зону. Она служит в качестве электрода при сваривании железа на высокой скорости. Металл плавится, не сгорая, элементы надёжно крепятся. Шов, полученный после сварки углекислотным аппаратом, внешне и с точки зрения механики очень качественный.
Недостаток полуавтомата — большие размеры и масса, что обусловило стационарность работы.
Инвертор
Сварка автомобиля инвертором доступна даже тем, кто не имел опыта работы. Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
- компактность;
- сварка на высокой скорости;
- инвертором можно варить при пониженном напряжении в сети;
- простота в использовании;
- хорошее качество швов инвертором даже у начинающих.
Минусы выбора этого аппарата при сварке автомобиля:
- дорогой;
- сварка металла не более 3 мм толщиной;
- пылечувствителен.

Конечно, при повреждениях кузов лучше заменить, что довольно дорого. Рекомендуется также обращаться к специалистам. Для экономии бюджета
инвертором