Геометрия токарного резца
Содержание:
- Параметры токарных резцов
- Домашняя мастерская как вручную заточить стамеску
- Виды стамесок
- Чудо-дощечка для заточки
- Приспособление для выставления угла при обработке ножа
- Особенности заточки резцов для токарного станка
- Общие правила заточки стамесок
- Как определить угол заточки ножа, если эти данные не указаны в паспорте
- Заточка стамесок и рубанков
- Абразивная керамика и заточка на ней
- Изготовление приспособления для заточки инструмента
- Как правильно заточить стамеску
- Заточка японских полотен
- Уход за точильными камнями
Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе , и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
https://youtube.com/watch?v=j3Jgyxaeoj8
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Домашняя мастерская как вручную заточить стамеску
Всем известно, что залогом аккуратной и безопасной работы является использование острого, а самое главное – правильно заточенного, инструмента. Хорошая стамеска без особых усилий подрезает древесину, не оставляет сколов и редко срывается, снижая вероятность повреждения заготовки и рук работающего. Самостоятельно заточить инструмент можно двумя способами: на станке с электрическим приводом или вручную, используя наждачную бумагу и простое приспособление, изготовленное в домашней мастерской.

Применению для заточки стамесок абразивного диска с электрическим приводом свойственны недостатки:
- Высокая стоимость оборудования: цена станка, оснащённого зажимами и регулировкой угла заточки, может доходить до нескольких десятков тысяч рублей;
- Нагрев инструмента: в процессе обработки необходимо охлаждать поверхность после каждого прохода. В противном случае существует риск перегрева металла и изменение его свойств;
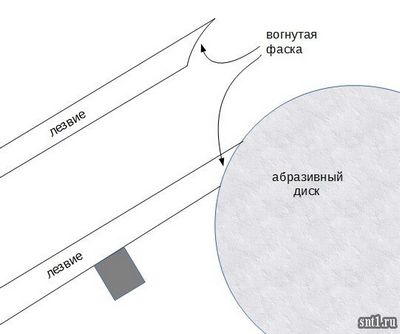
- Вогнутая фаска: наждачный диск имеет форму круга, поэтому затачиваемая поверхность выходит не плоская, а слегка продавленная. Рабочая кромка с вогнутой фаской считается менее стойкой.
На основание вышеизложенного можно рекомендовать пользоваться электрическим станком только при значительных повреждениях режущей кромки, возникающих вследствие зацепления металлических предметов, например, гвоздей.
Изготовление приспособления для заточки cтамесок
В большинстве случаев достаточно периодически править стамеску вручную на наждачной шкурке, которая обеспечивает плоскую фаску и мало стоит. В каждой мастерской постоянно остаются какие-то обрезки пиломатериалов, подобрав подходящие, можно сделать своими руками несложное приспособление для заточки стамесок. На фото показано устройство с углом заточки 25°, для других углов потребуется изготовление нескольких таких самоделок.

За основу были взяты куски мебельной ДСП и небольшой деревянный брусок толщиной 40 мм. Также понадобился обрезок дюралевого профиля для упора (заменяется чем угодно подходящим, даже толстой фанерой) и несколько саморезов. Размеры на чертеже не критичны, главное: выполнить правильный угол наклона.
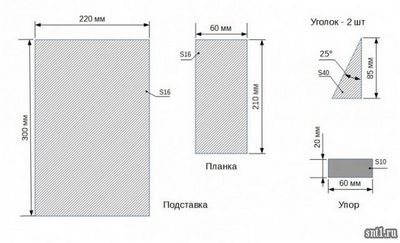
Размечаются все заготовки и выпиливаются, особенно точно следует подготовить детали для подвижной части самоделки: планку, два уголка и упор для стамески. Элементы скрепляются между собой с помощью винтов, под которые предварительно сверлятся отверстия.

Заточка стамесок на наждачной бумаге
На подставку кладётся наждачная бумага, в неё вдоль упора упирается стамеска и прижимается пальцем или струбциной. Лезвие затачивается плавными движениями вперёд и назад.

Сначала используется крупная шкурка, пока вся режущая кромка не покроется равномерными рисками. Затем проводим обратной стороной (спинкой) лезвия по наждачной бумаге несколько раз, снимая заусенцы.

Меняем абразивный материал на более мелкий и повторяем все действия заново. Окончательную доводку, после которой не остаётся даже мелких царапин, можно выполнить на лоскутке кожи с использованием пасты ГОИ или бытового чистящего порошка.
Как заточить полукруглую стамеску
Сложнее вручную заточить полукруглую стамеску, приходиться выполнять дуговые движения, одновременно выдерживая нужный угол наклона.

Будет намного удобнее, если положить наждачный лист на ладонь и согнуть его примерно по форме острия. Проводим стамеской из стороны в сторону, периодически осматривая лезвие.

Доводка внутренней стороны полукруглой стамески осуществляется на бруске с овальным ребром.

Вот так, имея только наждачную шкурку и нехитрое приспособление, можно содержать свои стамески в рабочем состоянии. При аккуратном изготовлении подобные устройства ничуть не уступают дорогим и сложным заводским аналогам.
25 ноября Администратор
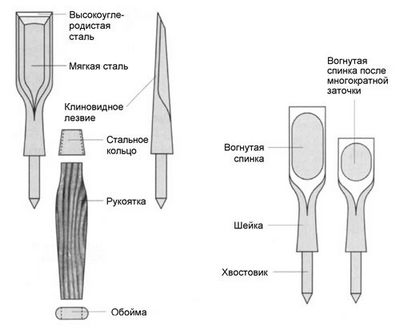
Виды стамесок
Стамески бывают следующих видов:
- прямые или ударные;
- полукруглые;
- косые;
- угольные;
- клюкарезы.
Прямая стамеска используется для выравнивания поверхности, снятия плоских слоёв материала. Позволяет плотнику делать большинство видов базовых операций.
Полукруглую стамеску применяют для формирования поверхностей полукруглой формы, декорирования резьбой. Позволяют вырезать столовые приборы (ложки, ковшики), а также различные детали.
Инструменты с косым лезвием и угольные применяются для сложной геометрической резки. Позволяют формировать поверхности со сложными формами.
Клюкарезы применяют для резьбы глубоких отверстий, впадин с формированием гладкой поверхности.
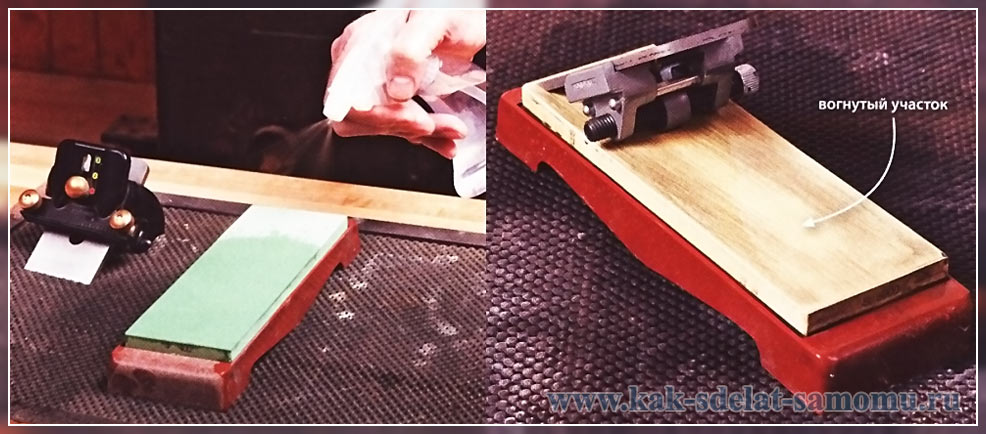
Чудо-дощечка для заточки

Много мастеров сталкиваются с проблемой доводки режущего инструмента до бритвенной остроты. Если нож или резец просто немного затупился, эту проблему легко решить благодаря нехитрому приспособлению.
Материалы: доска кусок некрашеной кожи толщиной 4-5 мм эпоксидный клей полировальные пасты.
Наношу разметку на досточку и выпиливаю деталь. Люблю делать это маленькой ленточной пилой: она позволяет резать очень чисто и практически по любым кривым линиям. Кроме того, образуется мелкая древесная пыль, которой замазываю недочеты в других изделиях, смешивая ее с эпоксидной смолой.
Края выпиленной доски зачищаю наждачной бумагой — рез ленточной пилы очень качественный, и ему требуется лишь минимальная доводка.
Проделываю отверстие под подвес. И наношу украшения с помощью прибора для выжигания (фото 1). Отрезаю по шаблону кожаную деталь для дощечки. Приклеиваю ее, прижав с помощью обрезка доски и струбцины (фото 2).
Деревянную часть изделия равномерно покрываю спиртовым раствором шеллака. Прикрепляю подвес. Работа завершена.
При заточке равномерно наношу пасту ГОИ или полировальные пасты и аккуратными равномерными движениями довожу нож (резец) до бритвенной остроты.
По материалам журнала для столяров и краснодеревщиков “ВудМастер”
Реклама
Точилка для ножей своими руками Ножеточка своими рукамиОстрые ножи очень…
5 ошибок при заточке инструмента Распространённые ошибки при заточке инструмента1….
Мобильный уголок для заточки инструмента своими руками Ящичек упрощающий заточку инструмента своими…
Как сделать брусчатку своими руками Брусчатка в стиле ретроИспользуя такие…
Как наточить ножи мясорубки своими руками – самодельное приспособление Болт-насадка для заточки ножа для…
Съемник для подшипника генератора своими руками Съемники для подшипников своими рукамиМногие…
Приспособление для выставления угла при обработке ножа

Клинок фиксируется на станине, поперек оси. В основании станка установлена штанга, по которой вертикально перемещается шарнир.
Изменяя его высоту, можно с высокой точностью выставить угол заточки лезвия. От шарнира к ножу размещена направляющая, по которой поперек режущей кромки двигается каретка с закрепленным наждачным камнем. Меняя угол – можно выправить спуск и кромку.
Единственный недостаток этого приспособления – движение под углом 90° к лезвию возможно лишь посередине ножа. Ближе к рукояти или носику наждак точит под углом. Чем длиннее направляющая – тем меньше погрешность. Тем не менее – большинство владельцев качественных клинков пользуются именно такими станками.
Все тонкости заточки ножей в домашних условиях в этом видео. Подробно об ошибках, которые мы допускаем в стремлении заточить нож до идеальной остроты.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
Третий этап — это формирование требуемого заднего угла при помощи доводки
Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца
Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки
Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
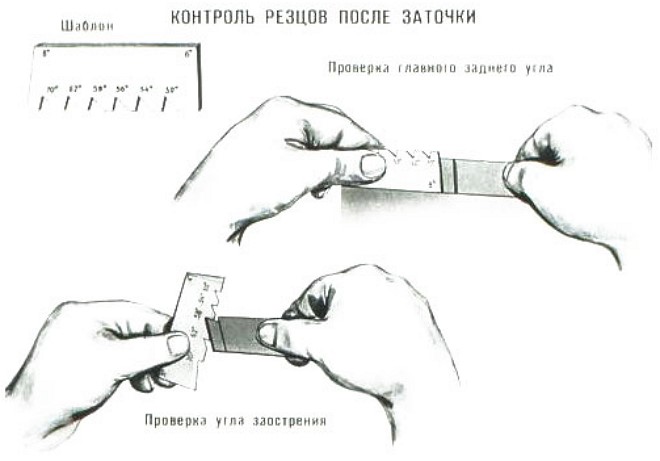
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
https://youtube.com/watch?v=zkAMj4lmqcE
https://youtube.com/watch?v=c6pGuFBsGT8
Общие правила заточки стамесок
Заточка стамесок должна выполняться с учётом следующих правил:
затачивание на наждаке требует подбора его шероховатости в зависимости от износа инструмента, наличия на нём повреждений;
при механической обработке недопустимо превышать порог нагрева лезвия, так как оно в результате термообработки потеряет свои прочностные свойства;
затачивание выполняют с нанесением специальной смазки для охлаждения затачиваемого инструмента;
поверхность абразивного материала должна быть ровной, поскольку требуется обеспечить равномерное прижатие плоскости инструмента, чтобы не допустить перекосов;
при смене грубого точильного диска на тонкий важно убедиться в отсутствии заусенцев, чтобы не повредить кромку;
при тонкой зачистке рекомендуется использовать пасту ГОИ либо чистящее порошковое средство, а также ровную прочную основу.
Как определить угол заточки ножа, если эти данные не указаны в паспорте
Самый простой способ – при помощи ножниц.
Приложите ножницы к режущей кромке, а затем к спуску. Измерьте угол транспортиром. У такого способа очень большая погрешность, и подходит он лишь для крупного инструмента.
Для особо требовательных специалистов по заточке существуют специальные угломеры для ножей.

Это профессиональный инструмент, и стоимость его достаточно высока. Однако, если у вас в коллекции несколько дорогих качественных клинков – такое приспособление должно быть в арсенале.
ВАЖНО! Сразу после приобретения нового ножа (до первого использования), снимите геометрические показатели, и зафиксируйте их. После применения плоскости могут сточиться под разными углами.. Смотрите подробное видео, заточка ножей с различными углами спусков клинка
Смотрите подробное видео, заточка ножей с различными углами спусков клинка.
https://youtube.com/watch?v=SAUlfDD0Xog
Заточка стамесок и рубанков
Процесс заточки на заводе-изготовителе оставляет на ноже рубанка или стамеске тонкие царапины на тыльной стороне лезвия и плоскости заточки. В результате режущая кромка получается зазубренной и не способна на очень чистую работу. Как плоскость заточки, так и тыльная сторона должны быть выправлены на камнях со средней и тонкой категорией зернистости, чтобы удалить царапины заводской заточки и добиться идеально острой кромки.
Выравнивание тыльной стороны нового лезвия
Смажьте камень и положите лезвие всей поверхностью тыльной стороны на камень плоскостью заточки вверх. Водите лезвием по оселку, нажимая на него кончиками пальцев, чтобы оно перемещалось ровно в плоскости, без покачиваний. Повторите операцию на камне тонкой правки, пока сталь не заблестит.

Выровняйте тыльную сторону нового лезвия
Правка режущей кромки
Полотна ножа столярного рубанка и стамески заточены пол углом порядка 25º. Некоторые мастера под этим углом делают и правку для работы с мягкими породами древесины, но этот угол слишком слаб для твердых пород. Вторичный скос в 35º точится при выправлении лезвия с тем, чтобы укрепить режущую кромку. Этот процесс заметно ускоряет заточку, так как снимается очень мало металла.
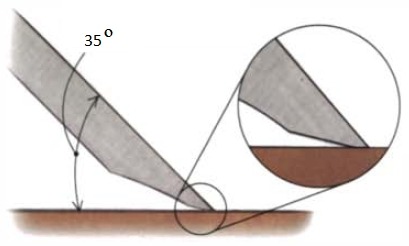
Дополнительная плоскость режущей кромки под углом в 35
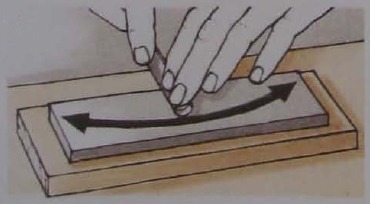
Возьмите в правую руку полотно скошенной частью вниз, положите указательный палец вдоль его края. Кончики пальцев свободной руки положите поверх лезвия, а большой палец расположите поперек него снизу, как показано на рисунке ниже. Поместите плоскость заточки на смазанный камень средней зернистости и покачайте полотно, пока не почувствуете, что оно лежит на камне всей плоскостью заточки. После этого чуть увеличьте угол наклона полотна, чтобы заточить вторичную кромку. Кисти рук держите жестко для обеспечения постоянного угла наклона и водите лезвием вперед и назад по всей площади бруска. Полотно немного поверните, чтобы вся режущая кромка была в контакте с камнем. При заточке узкой стамески перемещайте траекторию движения от края к краю бруска для того, чтобы уменьшить его выработку (образование впадины) в средней части. Очень узкие полотна выправляйте на боку камня.
| Так держать лезвие при правке | |
| Поверните полотно для одновременной правке всей длины кромки | |
| Перемещайте стамеску по всей поверхности бруска | |
| Проверьте заусенец большим пальцем |
Когда ширина новой плоскости заточки достигнет примерно 1 мм, переходите к оселку с более тонкой зернистостью и повторите процесс. Правка на обратной стороне лезвия образует заусенец, который вы можете почувствовать, проводя по этому месту большим пальцем. Уберите его перемещением всей плоскости тыльной стороны по бруску, затем – несколькими легкими движениями по камню плоскостью заточки и, наконец, повторной правкой тыльной стороны. Этот процесс обломит заусенец и заострит режущую кромку.
Сформированная дополнительная плоскость кромки. Маленький скос при правке режущей кромки усиливает полотно
Использование направляющего приспособления
Ручная правка — быстрый и эффективный процесс, но, если вы не владеете техникой, можно установить нож рубанка или стамеску в специальное приспособление, которое обеспечит необходимый угол при их заточке.

Использование направляющего приспособления для заточки.
Существует много конструкций, но все они выполняют одинаковые функции.

Приспособление для заточки стамески под углом
Заточка круглых стамесок
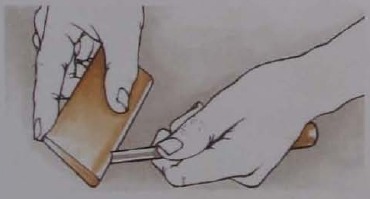
При заточке круглой стамески с внешней кромкой поверните брусок поперек и перемещайте инструмент от края к краю по длине камня, описывая «восьмерку», чтобы ровно снимать металл. Заусенец с внутренней стороны желобка стамески снимите смоченным фасонным оселком. Пользуйтесь тем же оселком при правке внутренней режущей кромки полукруглой стамески. Заусенец удаляйте, водя горизонтально стамеской от края до края бруска и покачивая полотно. Стамески для резьбы по дереву затачиваются так же. Пользуйтесь ножевидными оселками или надфилями из точильного камня для обработки специализированных резцов, например V-образной формы, или квадратными.
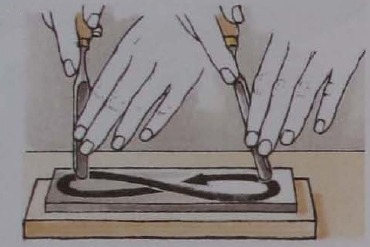 |
Правка стамески с внешней кромкой |
 |
Снимите заусенец фасонным оселком |
 |
Правка стамески с внутренней кромкой |
 |
Снимите заусенец на камне с масляным смачиванием |
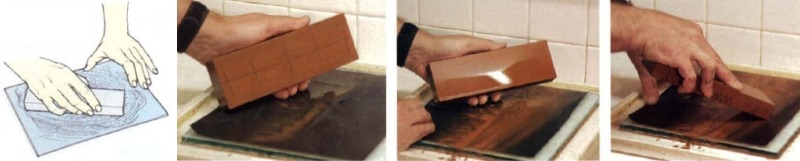
Абразивная керамика и заточка на ней
Что потребуется.
Обзаведитесь керамическими абразивными камнями зернистостью 1000, 4000-5000 и 8000 единиц. Не стоит покупать для заточки первичной фаски грубые камни с зерном 220 или 320 грит – они работают медленнее, а стоят дороже алмазных пластин такой же зернистости.
Как это работает.
Керамические абразивные камни во многом похожи на водные, но их не требуется замачивать (наоборот, при замачивании они нередко разрушаются). Вместо этого на рабочую поверхность нужно лишь время от времени добавлять немного воды для лучшего скольжения и удаления шлама.
Преимущества и плюсы абразивной керамики
- Профессиональная серия керамических камней и стеклянных пластин марки Shapton позволяет добиться остроты быстрее, чем на водных камнях, и получить тончайшую полированную режущую кромку, которую почти невозможно сделать другими средствами. Вы даже можете сэкономить, отказавшись от покупки камня с зерном 8000 грит и заканчивая доводку на камне с абразивом 5000 грит, не заметив при этом существенной разницы.
- Стеклянные пластины с абразивной керамикой марки Shapton вдвое тоньше и имеют стеклянную подложку, однако работают ничуть не хуже полноразмерных камней. При этом они стоят на 30-40% дешевле.
- Большая часть керамических абразивных камней обладает большей твердостью и плотностью, чем водные, и изнашивается почти в два раза медленнее, поэтому они дольше остаются плоскими и сохраняют высокие абразивные свойства.
- Уход за такими камнями несложен – просто ополосните их водой и вытрите насухо.
Недостатки
- Три керамических камня, рекомендованных нами, обойдутся в приличную сумму (около $300).
- Камни марки Naniwa в наших тестах оказались наименее агрессивными. Они быстро засаливались металлическими частицами, рабочие поверхности становились вогнутыми, и их приходилось выравнивать чаще, чем керамические камни других марок.
Вывод. В большинстве случаев абразивная керамика превосходит водные камни и наждачную бумагу, давая сверхострые полированные режущие кромки. Покупка таких камней обойдется в кругленькую сумму, но они прослужат вам два-три десятка лет. Однако при этом требуется еще и средство для заточки (формирования первичной фаски).
Даже совершенно сухие камни из абразивной керамики перед работой нужно лишь слегка увлажнить из опрыскивателя.
Мелкозернистые керамические камни Naniwa изнашивались так быстро, что нам приходилось прерывать доводку, чтобы их выровнять. Если этого не делать, режущая кромка инструмента не будет прямой.
Не связывайтесь с масляными камнями
Хотя они долгое время были самыми распространенными, теперь их применение считается непрактичным по трем причинам.
- Высокая стоимость. Эти натуральные камни становятся все более редкими и дорогими.
- Низкая эффективность. Они плохо справляются с заточкой и доводкой лезвий из современных твердых сталей, таких как А2 в лезвиях новых рубанков, и очень быстро засаливаются частицами металла.
- Грязная работа. Подумайте, что проще и быстрее удалить – масло или воду? Решайте сами. Некоторые современные абразивные материалы вообще не нуждаются в смазке.
Ссылка по теме: Как правильно наточить пилу
Изготовление приспособления для заточки инструмента
Показанное на рисунке приспособление подходит для стамесок и лезвий рубанков длиной не менее 75 мм с углом заточки 25°. Вы можете сделать несколько таких приспособлений для заточки под другими углами.
Сначала из твердой кленовой древесины выпилите основание А с припуском по длине. Заготовка должна иметь размеры около 13x76x255 мм. Установите в пильный станок пазовый диск и выпилите шпунт глубиной 5 и шириной 45 мм на расстоянии 19 мм от заднего края (шаг 1 на рисунке «Изготовление основании»). Затем установите диск для продольного пиления и наклоните его па угол 25°. Двухсторонним скотчем прикрепите заготовку к несущей доске, сделанной из обрезка, размеры которого должны быть больше заготовки. Расположите эту сборку (шаг 2) и опилите скос на заготовке. Верните диск в вертикальное положение и опилите заготовку до окончательной длины 190 мм.
Из заготовки размером 19x45x255 мм сделайте держатель В. Наклоните пильный диск на угол 25° и, прикрепив держатель к несущей доске, опилите скос (шаг 1 на рисунке «Изготовление держателя»). Установите диск в вертикальное положение и опилите держатель до длины 190 мм. Просверлите с нижней стороны два отверстия с цековками (шаг 2) для установки винтов.
Центры отверстий располагаются на расстоянии 32 мм от концов держателя, сначала сделайте цековки, а затем просверлите в центре каждой из них 5-миллиметровое отверстие. Установите в пильный станок пазовый диск и с помощью поперечною (углового) упора сделайте углубление шириной 102 и глубиной 1,5 мм (шаг 3). Это углубление поможет закрепить затачиваемые инструменты под прямым углом к рабочей поверхности.
Выпилите прижим С и просверлите отверстия для винтов. Расположите отверстия на расстоянии 32 мм от концов прижима посередине его ширины. Сделайте ручку D и приклейте ее к прижиму. Когда клей высохнет, соберите приспособление, добавив винты, шайбы и гайки-барашки. Нанесите немного восковой пасты в шпунт основания, чтобы держатель легко двигался из стороны в сторону.
Фото 1 Как сделать приспособление для заточки и доводки
Как правильно заточить стамеску
При работе с домашним инструментом всегда нужно содержать его в идеальном состоянии. Для этого требуется не много усилий, но в противном случае работа продвигаться особо не будет. Перед тем как заточить стамеску, нужно внимательно ознакомиться с вариантами данной работы.
Подготовка и рабочая деятельность
Инструменты и материалы:
Перед началом работы нужно очистить стамеску от грязи и ржавчины. Иногда на износившемся инструменте появляются сколы, которые также нужно выровнять при помощи наждачного камня. В противном случае результат деятельности будет весьма печальным.
Приспособление для заточки стамесок.
Иногда бывают ситуации, когда невозможно вручную снять верхний слой с металла, из-за чего приходится прибегать к помощи наждачного круга, буквально срезая с поверхности все частички. Обычно приходится пользоваться данным способом для снятия ржавчины и крепко въевшейся грязи.
Есть 2 типа точильных камней, которые используются при ручной и механической заточке, причем каждый из них имеет 3 уровня (мелкий, средний и крупный):
- Водные. Перед использованием они замачиваются на водяной бане на несколько минут. Подобный тип чаще всего используется в странах Востока, кроме особо засушливых (Монголия).
- Масляные. Перед тем как начать их использование, нужно смазать камень маслом. Используются только синтетические масла на нефтяной основе, из-за чего приверженцами данного способа стали жители Запада.
Теперь надо правильно заточить резец. Для этого нужно выполнить такую последовательность:
Процесс заточки стамески.
- Идет работа с плоской стороной. Движение происходит равномерно вперед и назад по одинаковой траектории, после чего результат получается зеркальным. Движение происходит от начала до самого конца камня, чтобы износ был равномерным.
- Теперь можно перевернуть стамеску, чтобы работать с основной частью. Резец двигается по камню с высокой зернистостью без рывков, но достаточно быстро по всей поверхности. Угол желательно соблюдать от 20 до 35 градусов, в зависимости от желаемого результата. Если стамеска нужна для работ по резке, то потребуется острый угол, тогда как шлифовка и подрезание не требуют столь высокой остроты.
- После того как крупное зерно становится излишним (появляются царапины), нужно переходить на среднее, а потом по этой же схеме на самое мелкое. Некоторые мастера могут наточить свой резец до такой степени, чтобы он резал бумагу не хуже лезвия (микронная заточка), но нужно это только при выполнении особо тонкой работы, поэтому можно обойтись просто мелким зерном.
- Затачивается фаска. Для этого выделяется 1.5-2 мм, которые идут под очень острым углом (5-7 градусов), но тут качество должно быть беспрекословное. Данная фаска формируется всего за несколько движений, поэтому много времени не уйдет.
- В самом конце потребуется кусочек кожи (оптимально иметь для этой цели старый кожаный ремень), который натирается пастой ГОИ, после чего правится свежезаточенная стамеска. Сам процесс выполняется своими руками достаточно быстрыми движениями, но без особой спешки, чтобы не прорезать кожу.
Подведение итогов
Для того чтобы правильно заточить стамеску, не нужно много времени, т.к. весь процесс занимает не более 7 мин. Если же инструмент давно не использовался, свободно можно потратить и более 1 часа.
Использовать ручные камни или специальные машинки решает каждый за себя. Эффект в итоге одинаковый, но машинка позволяет понизить сложность рабочей деятельности, а вместе с этим сделать идеально ровный угол. Но тут следует помнить о том, что при допущенной ошибке придется немало переделывать.
После того как инструмент использовался, нужно его очистить от грязи и пыли, после чего поправить и оставить на своем месте. Если возникает необходимость помыть инструмент, то используется исключительно теплая вода, т.к. холодная негативно влияет на остроту лезвия.
И самое важное, вся работа выполняется в защитных очках, т.к. от точильного камня во время работы летит сор, который может травмировать сетчатку глаза
Перчатки нужны только в том случае, когда работа происходит со станком.
Комментариев пока нет!
Поделитесь своим мнением
Как правильно заточить стамеску?
Заточка японских полотен
Японские рубанки и стамески выправляют похожим образом, но есть и существенные отличия из-за особенностей их внутренней структуры. Поскольку каждое японское лезвие имеет режущую кромку повышенной твердости, отпадает необходимость ее усиления путем формирования дополнительной плоскости заточки.
Выборка материала на тыльной стороне полотна утоньшает его. Это создает более узкую полоску режущей кромки, которую легче прижать к оселку всей поверхностью. Повторные заточки в конечном итоге изнашивают режущую кромку до начала выемки, и она как бы разрывается в середине.
Чтобы снизить негативные последствия этого, после каждой заточки тыльную сторону немного расплющивают. Однако это быстро изнашивает полотно и довольно трудоемко при заточке широких стамесок и ножей рубанков. Японские мастера предпочитают периодически восстанавливать кромку выплющиванием металла из мягкой части полотна в его кромочную область с помощью молотка.
Выравнивание нового полотна
Как и с западными полотнами, тыльную сторону новых стамесок и рубанков перед первой заточкой выравнивают. Поскольку металл весьма твердый, это делается на стальной правильной плите или пластине с использованием карборундовой или карбидокремниевого порошка, смешанного с небольшим количеством воды. Держите полотно плотно прижатым к правильной полосе (длинные стороны перпендикулярны направлению перемещения и длинным сторонам полотна), с усилием прижимая его деревянным бруском.
Выравнивание полотна. Точите тыльную сторону полотна, оказывая на него нажим через деревянный брусок.
Когда узкая полоска вокруг поднутрения станет равномерной по цвету и структуре, повторите операцию с более тонким порошком. Начисто вытерев полотно, переходите к среднезернистому точильному камню для продолжения выравнивания тыльной стороны. Заканчивайте выравнивание на камне тонкой категории, работая до тех пор, пока металл не заблестит как зеркало. Правка режущей кромки выполняется так же, как и с западными лезвиями, но точите всю площадь скоса заточки. Не формируйте второй угол заточки.
Обработка тыльной стороны
Восстановление ведущей кромки тыльной стороны при наличии поднутрения — работа достаточно тонкая. При традиционном подходе тыльная сторона помещается на торец деревянного бруска. Прямоугольным молотком наносят легкие удары по плоскости заточки, выдавливая металл из тыльной стороны к краю поднутрения и заполняя брешь в режущей кромке. Удары должны наноситься в пределах мягкой части скоса заточки полотна.
Обработка тыльной стороны с поднутрением. Один из способов — выстукивание молотком по мягкой части плоскости заточки.
Твердая режущая кромка очень хрупкая и треснет, если по ней ударить молотком. После восстановления тыльная сторона выравнивается, как было описано ранее.
Стенд для обработки тыльной стороны
Поскольку качественная работа молотком требует определенного навыка, можно использовать специальный стенд. Тяжелый металлический стержень, проходящий через направляющую трубу, ударяет по скосу заточки полотна, лежащего на металлической наковальне. Другой способ восстановления японских лезвий – обращение к специалисту.
Что бы еще почитать?
Метки: заточка инструмента, заточка ножей рубанков, заточка стамесок, методы заточки, точильные камни
Уход за точильными камнями
Храните точильные камни так, чтобы на их поверхности не собиралась пыль. При использовании точильного камня в конечном итоге его поверхность становится засоренной, забитой смесью масла и металлической пыли. Как только он перестает нормально точить, натрите его парафином и обработайте грубой мешковиной.
Пропитка камней с водным смачиванием
Перед использованием такого камня его следует пропитать водой путем погружения. Грубозернистому камню потребуется для насыщения 4 — 5 минут, а твердому тонкозернистому — немного меньше. Храните такие камни в специальных виниловых коробках, чтобы из него не испарялась влага, и он всегда был готов к применению. Другой способ хранения — держать камень в воде. Ни в коем случае нельзя допускать замораживания такого камня — он почти наверняка треснет.
Восстановление точильных камней
После определенного срока работ на точильном камне появляется выработка — впадина, откуда стерлись его частички. Выравнивайте камни с масляным смачиванием шлифовкой карборундовым порошком, смешанным с водой или маслом на стекле. Восстанавливать поверхность камня с водным смачиванием можно шлифовкой на карбидокремниевой наждачной бумаге № 200, прикрепленной к стеклу.
Выравнивание поверхности точильного камня