Направляющие для фрезерного стола
Содержание:
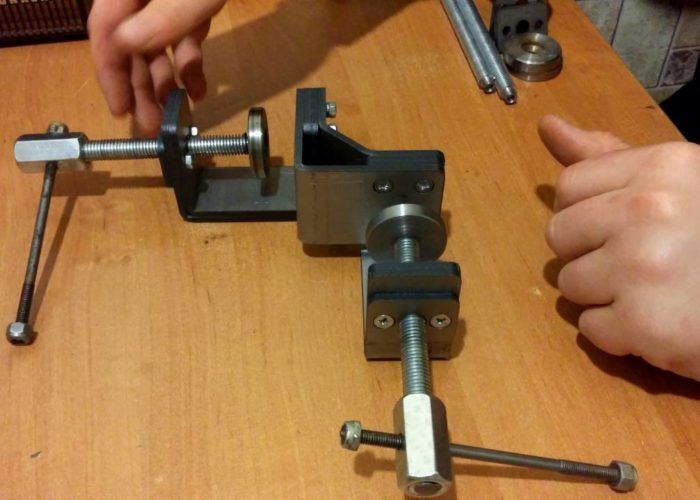
Самостоятельное изготовление прижимного станка
Чтобы изготовить прижимной механизм самостоятельно, следует внимательно понаблюдать за работой заводских моделей. Крепеж после его изготовления и установки на станок должен обладать следующими функциональными особенностями:
- достижение плавной регулировки зажима объекта, давление на изделие должно равномерно распределяться по всей поверхности;
- при работе на станке устройство не должно повредить заготовку (поцарапать, деформировать);
- технические характеристики устройства должны соответствовать безопасным условиям работы.
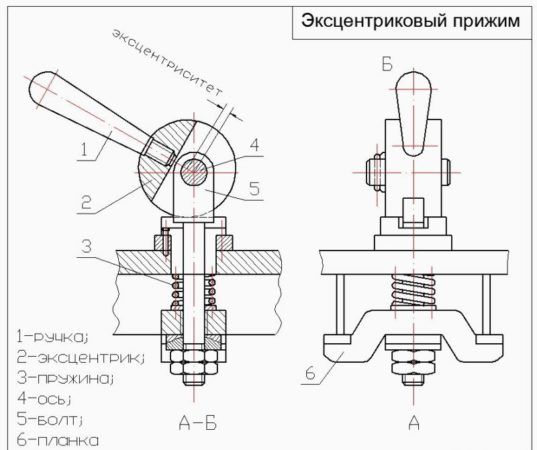 Чертеж эксцентрикового прижима своими руками
Чертеж эксцентрикового прижима своими руками
Первый вариант изготовления:
- основой прижима служат обычные валы для отжатия белья из старой стиральной машины;
- готовится рамка с четырьмя направляющими, которые соединяются П-образным профилем;
- валы насаживаются на профиль и фиксируются регулировочной планкой в верхней части.
Данная модель получается объемной и неудобной, но достаточно эффективной. Для уменьшения размера конструкции валики можно обрезать.
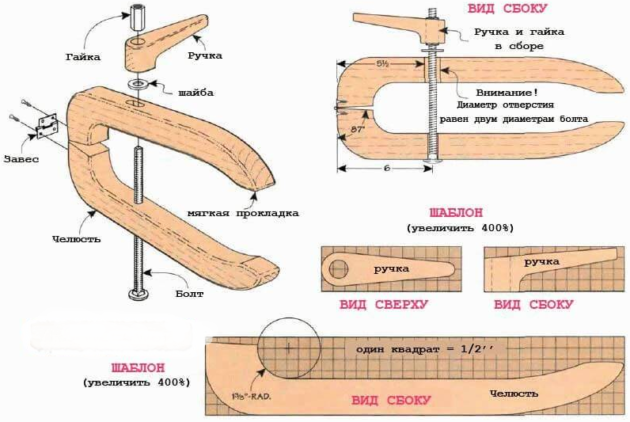 Изготовление столярных струбцин для прижима деталей на фрезерном станке
Изготовление столярных струбцин для прижима деталей на фрезерном станке
Второй вариант сборки:
- по обеим сторонам станины устанавливают рейки;
- берут подшипники в количестве двух штук и ставят на рабочий вал;
- степень фиксации детали регулируется при помощи пружины, свободно перемещающейся по рейкам;
- конструкция прижима помогает выполнить обработку материала без предварительной настройки.
После монтажа самодельного прижима на фрезерный или другой обрабатывающий станок, эксплуатационные и технические характеристики оборудования не должны становиться хуже.
Видео по теме: Как изготовить прижимы на фрезерный станок
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.
 Направляющий механизм возможно сделать из хромированной металлической трубы
Направляющий механизм возможно сделать из хромированной металлической трубы
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
- Защитный верхний слой стирается очень быстро, затем металл изнашивается быстрее.
- При высокой нагрузке на трубу, она не дает необходимой прочности.
Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на станках для обработки дерева. Они имеют низкую цену и маленький срок выработки.
https://youtube.com/watch?v=wNez0hcXwos
Назначение прижимов для фрезерного станка
Зажимные устройства применяются в сверлильных, фрезерных и токарных станках для фиксирования обрабатываемых заготовок на станине, и обязательно состоят в комплекте инструментов, которыми оснащают оборудование. Они способны закрепить изделие так, чтобы обработать его было удобно с любой стороны. Замена зажимных приспособлений простыми тисами не принесет долгожданного результата, по причине частого отсутствия возможности правильного фиксирования детали.
 Прижим KREG KMS7511 для фрезерного станка
Прижим KREG KMS7511 для фрезерного станка
На станине обрабатывающих станков имеются специальные проемы, в которых болтами крепятся фрезерные прижимы. Болты имеют специальные головки, препятствующие прокручиванию тела болта, и делают соединение особенно крепким.
Для достижения высокого уровня обработки изделия, зажимные устройства классифицируют по видам фиксаторов. Один прижим, установленный на станок, способен обеспечить точность настройки, связанной с многочисленными переходами при работе с разными типами деталей.
Прижимы для фрезерных станков, сверлильных и других типов оборудования должны обеспечить быстроту и жесткость крепления заготовки нужной для работы стороной, регулирование по высоте, свободный доступ режущего инструмента к изделию. Обрабатываемые заготовки должны отвечать следующим требованиям:
- точное расположение материала;
- надежная фиксация детали;
- корпус изделия позволяет удобно установить зажимные приспособления.
Все виды прижимных механизмов должны иметь высокую степень прочности, и не деформироваться под воздействием винтового зажима. В противном случае обрабатываемый элемент может выскочить и причинить вред оборудованию и здоровью человека.
 Прижимное устройство должно крепко держать деталь, чтобы во время работы на фрезерном станке не навредить своему здоровью
Прижимное устройство должно крепко держать деталь, чтобы во время работы на фрезерном станке не навредить своему здоровью
Виды прижимных приспособлений для фрезерного станка
На современном рынке строительных материалов и инструментов можно встретить большое количество крепежных элементов и комплектов прижимов для фрезерных станков и других агрегатов:
 Используются для низкопрофильного зажима заготовок на столе фрезерного станка
Используются для низкопрофильного зажима заготовок на столе фрезерного станка
- прихваты: универсальные, ступенчатые, изогнутые, вилкообразные, подвижные;
- подпорки и распорки;
- уголки;
- упоры;
- крепежные наборы на различное количество элементов;
- наборы плит и угольников.
Крепежный набор применяется в тех случаях, когда станочные тиски неспособны захватить сложную конструкцию. В наборе содержатся дополнительные крепежные приспособления, позволяющие выполнить захват: шпильки, опоры, уголки, гайки разной длины, прихваты с рифленой поверхностью.
К помощи набора плит и угольников обращаются, если необходимо осуществить точную настройку и закрепление объекта на рабочей поверхности станка.
Прижим универсальный безподкладочный
Если требуется закрепление детали на рабочем столе станка, применяют прижимную планку и дополняют ее опорой. В качестве опоры применяют упор винтовой или подкладку. Конструкция обеспечивает быстрое и надежное крепление материала на столе фрезерного станка и других обрабатывающих машин. Устройство выглядит следующим образом: Т-образный болт, стойка, планка, фиксирующая шайба.
Сначала собирают прижимной механизм, затем его устанавливают на станину обрабатывающего станка и подводят к рабочему элементу. Винт упирается в планку, корпус разворачивают вокруг оси и закрепляют.

С-образный прижим
Устройство не имеет подкладки, с помощью шарнирного соединения механизм можно устанавливать на необходимую высоту. Для быстрого регулирования устройства по высоте фиксирующую гайку выполняют из двух половин, на которые накладывается специальное кольцо. В случае необходимости кольцо снимается, гайка устанавливается на нужную высоту, надевается кольцо. Гайка вращается и перемещается по резьбе болта, тем самым закрепляя конструкцию.
Быстродействующий прижим
Предназначается для закрепления детали на станине обрабатывающего станка. Основой конструкции служит рычажно-пружинный механизм. В комплектацию входит:
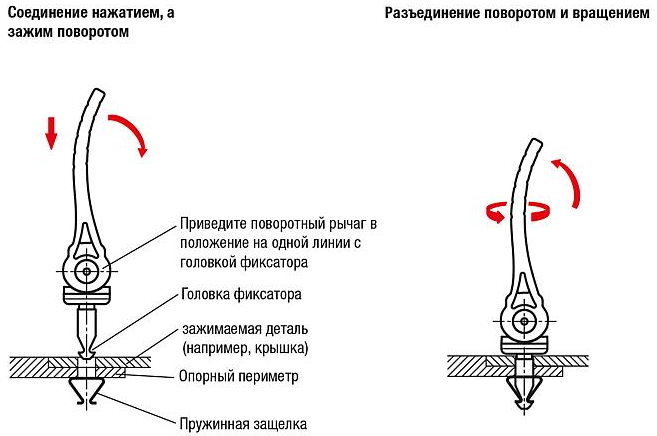 Схема работы быстродействующего прижима
Схема работы быстродействующего прижима
- стойка;
- зубчатая планка;
- пружина;
- корпус зажима.
В верхней части прижимного устройства размещена пружина, под ней – зубчатая рейка с рукояткой. Этот нехитрый механизм быстро фиксирует корпус прижимной установки, позволяя ей двигаться по всей высоте стойки.
Такая конструкция помогает сократить время настройки и последующих операций с обрабатываемым элементом на станке.
Гребенчатый прижимной механизм
Имеет прочный пластиковый корпус, используется для фрезерных станков и циркулярных пил. Каждый зуб гребенчатого прижима имеет точную форму, за счет чего обеспечивается плотный и оптимальный поджим детали. Система крепления позволяет сочетать крепеж с любым оборудованием без дополнительных устройств.
Композитные зубья крепежной установки располагаются под небольшим углом, что создает давление на заготовку сверху и по бокам, не оставляя нарушений на изделии во время проведения операций на станке.
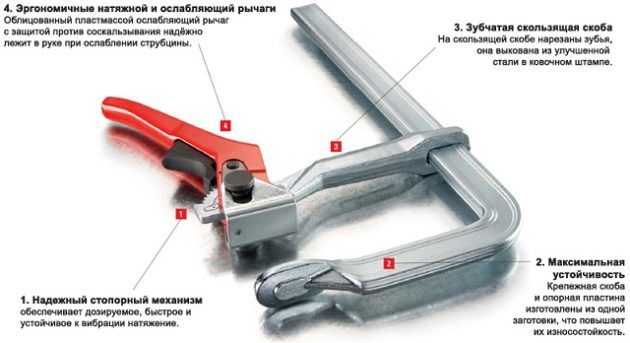
Использование струбцины
Чтобы при обработке заготовки стружка аккуратно удалялась, был виден край режущего инструмента, обрабатываемый материал устанавливают на расстояние 2,5 сантиметра от края фрезерного стола. Результат достигается посредством добавления подкладочного материала, каждый элемент которого имеет одинаковую толщину.
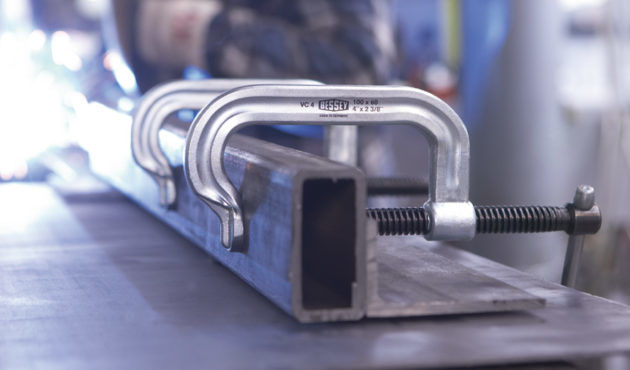
 Струбцина
Струбцина
Струбцина представляет собой объект цилиндрической формы, внутри которого размещают зажимное устройство и штифт. На приспособление с нижней стороны давит пружина, которая помогает удерживать конструкцию в верхнем положении.
На теле струбцины просматриваются боковые прорези, служащие местами крепления объекта обработки. Приспособление позволяет надежно закреплять детали с толщиной не более 3 сантиметров.
Струбцина является вспомогательным инструментом, при помощи которого закрепляют запчасти на фрезерном станке и других машинах, для дальнейшей обработки. Прикладывая небольшие усилия, зажим создает необходимую силу для надежного крепления детали. Существует несколько видов струбцин, обеспечивающих зажим изделия:
- F-образные – работают с деталями больших размеров;
- G-образные используют при необходимости закрепить объект малых размеров. Это наиболее распространенный вид струбцин, выполненный литьем из металла или чугуна;
- трубный тип рассчитан на оказание значительного давления на обрабатываемые компоненты;
- угловая струбцина способна соединять запчасти под углом.



Делаем шину своими руками
Главная задача — это сделать своими руками геометрически точное изделие, что непросто. Хочется изготовить удобное и надежное приспособление, затратив минимум времени.
Вариант 1
Направляющая шина из ламината — самого простого и доступного материала.
- Отрезаем два куска ламината одинаковой длины по линейке (например, по 50 см).
- Фрезеруем по одной кромке.
- Саморезами прикрепляем к основе, сделанной тоже из ламината.
- Ширина паза выверяется с помощью листа бумаги формата А4, с толщиной приблизительно 0,11 мм: в устройство вставляется бумага и прикручивается.
- К подошве дисковой пилы направляющая фиксируется своими руками через крепление для бокового упора. Можно просверлить специальное отверстие в корпусе, если не жалко и прошел гарантийный срок.
- При работе с шиной ее следует максимально выдвинуть перед ручной дисковой пилой. А нос подошвы должен на несколько сантиметров заступать на направляющую. Теперь возьмем диск для распиливания ламината и на месте отпиливаем края направляющих, чтобы они идеально совмещались с разметкой;
Такое устройство немного съедает глубину пропила (приблизительно на 1,5 см), зато оно очень удобно и просто делается своими руками.
Вариант 2
Теперь в качестве основы для шины возьмем строительное правило. Подойдет модель с ручками, которые передвигаются по желобку.
- Снимаем рукоятки, вместо них подбираем мягко фиксирующиеся струбцины с пружинными ручками. Есть модели со съемной верхней частью — они как раз подойдут. Сняв ее, струбцина с помощью переходника фиксируется на правиле.
- Переходники придется сделать самостоятельно из полипропилена на фрезерном станке. В итоге, должны получиться детали, в разрезе напоминающие букву «Т», они плотно вставляются в паз для ручек.
- В «ножке» переходников проделываем отверстия и на винты прикручиваем струбцины.
- Направляющая укладывается на лист материала пазом вниз и струбцинами снизу надежно прижимается. Сверху нет ни одной детали, тормозящей работу дисковой пилы. Ограничение в работе только одно — длина правила, поэтому нужно брать самое длинное.
Вариант 3
Для получения точного реза дисковой пилой необходимо одно важное условие: край основания инструмента, который прилегает к направляющей, должен быть идеально ровным. Профессиональные агрегаты с литыми подошвами обладают этим свойством по определению
Чего не скажешь о недорогих штампованных основаниях. Поэтому предлагаем еще один вариант направляющей — рельса
Профессиональные агрегаты с литыми подошвами обладают этим свойством по определению. Чего не скажешь о недорогих штампованных основаниях. Поэтому предлагаем еще один вариант направляющей — рельса.
Инструмент будет перемещаться по ней, не упираясь в направляющую рейку. Заодно значительно снижая усилие, необходимое для толкания ручной пилы.
Для рельсы подойдет алюминиевый П-образный профиль. Необходимы два отрезка разного сечения. Меньший профиль должен вставляться в больший без зазора, но перемещаться свободно.
Теперь можно собирать своими руками направляющую рельсу:
- Берем фанеру №3 и винтами прикрепляем направляющую большего диаметра. Головки саморезов и винтов стачиваем, чтобы спрятать их заподлицо.
- Плотно приставляем с двух сторон направляющей по полосе фанеры №10 и также крепим на саморезы. Вместо фанеры можно использовать ДСП.
Отпиливаем лишние куски по ширине и рельса готова к использованию.
Теперь следует подготовить ручную пилу:
- Вставляем маленький профиль в рельсу и снимаем высоту «ножек», чтобы он укладывался заподлицо.
- Закрепляем обрезанный профиль к подошве пилы параллельно пильному диску. Для этого используем пару винтов-барашков М4. Если платформа дискового инструмента качественная и ровная, можно придерживаться ее края.
- Размещаем ручную пилу на направляющей, вставив профиль в направляющую рельсу, включаем пилу и отпиливаем лишнюю полоску по ширине.
- Теперь для идеального реза необходимо наложить кромку шины на разметку и прикрепить направляющую струбцинами. Главная фишка конструкции — рельса. При пользовании такой шиной пила двигается плавно, не болтается, подается легко и очень точно режет.
Видеоролики демонстрируют заводские и самодельные направляющие шины:
Самодельные направляющие инструкция
Самодельные направляющие для деревообрабатывающего станка в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
- Подшипников – принимают силу мотора, оказываемую противодействию.
- Металлического уголка – выступает в роли каретки.
- Болтов и гаек – размер должен соответствовать внутреннему диаметру подшипника.
Инструкция по изготовлению:
- для начала измеряем необходимую длину металлического уголка, убрать лишнее;
- просверлить симметрично с двух сторон, отверстия необходимого диаметра;
- при помощи гаек и болтов закрепить подшипники.
Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
Специалисты рекомендуют дополнительно использовать бронзовые втулки, тогда их размер обязан ровняться диаметру направляющих.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
- подвижная часть;
- сепаратор – пластина, в которую вмонтированы шарики;
- рельсы;
- металлическая пластина;
- уголки, длина которых равна рельсу.
Соединяем все части необходимым образом и получаем готовый результат.
Назначение направляющей шины
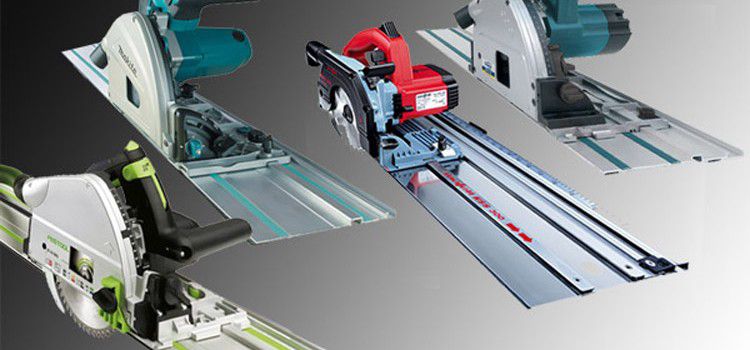 специализированные направляющие для конкретных моделей пил
специализированные направляющие для конкретных моделей пил
Любой, кто работал дисковой пилой, знает насколько сложно сделать это ровно. При всех стараниях направлять инструмент четко по разметке, он все равно норовит съехать в сторону. В результате порча материала и трата времени.
Некоторые мастера приспосабливаются так: крепят парой струбцин планку по линейке. Однако с ручной циркуляркой этот метод неудобен — струбцины задевают за инструмент. Существует еще несколько доводов за использование направляющей шины:
- используя правило, необходимо все время подправлять его положение. Устанавливается оно с небольшим отступом от линии распила, только тогда диск точно пройдет по линии. Этот метод сойдет при единичных работах. Если же необходимо сделать множество точных распилов — процесс муторный;
- фирменная направляющая для циркулярной пилы сконструирована так, что ее край четко совпадает с линией распила. Мастеру нужно только совместить эти две полосы и работать;
- качественные шины дополнительно проклеены мягкой лентой, предупреждающей скол материала, например, МДФ или ламината;
- одновременно пилить и следить за расположением правила неудобно. Чуть передавил или недожал — и материал испорчен. Работая с шиной необходимо лишь двигать пилу вперед.