Кейс для сварочного инвертора своими рукамиКейс для сварочного инвертора своими руками
Содержание:
- Простейшее инверторное устройство для сварки
- Инвертор принцип работы
- Общие сведения о сварочном инверторе
- Преимущества промышленных образцов
- Характеристики будущего сварочного инвертора
- Как отремонтировать и доработать сварочный инвертор
- Выходной выпрямитель
- Инструкция по ремонту сварочного аппарата-инвертора
- Изготовление резонансного инвертора
- Подбор основных компонентов рекомендации
- Схема инвертора для сборки своими руками
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
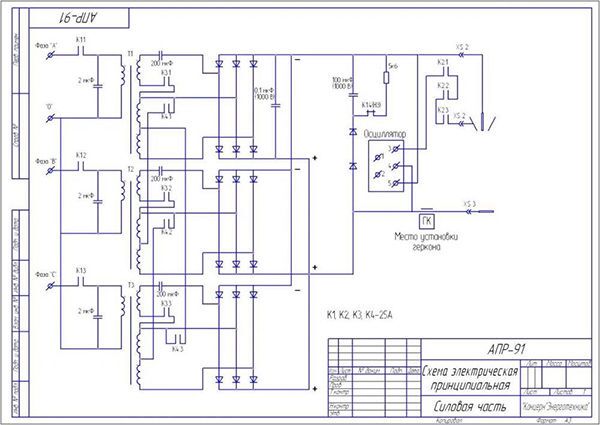
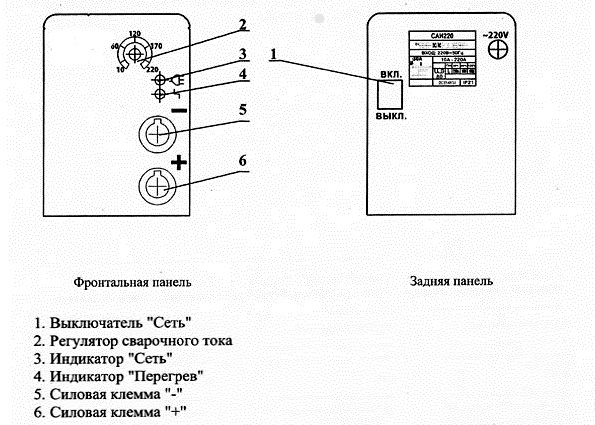
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
Подключение 15 В к ШИМ.
Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
При холостом ходе сила тока моста должна быть менее 100мА.
Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения)
Это и есть рабочее колебание частот трансформатора.
Потребление моста 150мА.
Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В
Оптимальным является 340 В.
Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Инвертор принцип работы
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
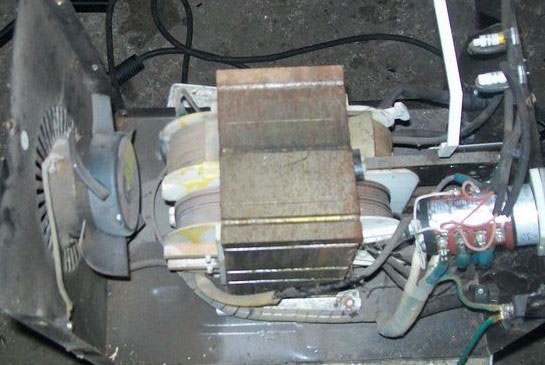
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Преимущества промышленных образцов
Учитывая то, что сварочные работы относятся к разряду сложных и ответственных, не последнюю роль в этом играет наличие дополнительных аксессуаров и предметов, предназначенные для мобильной переноски или для долговременного хранения. Преимущества промышленных образцов заключаются в следующем:
- Передняя часть корпуса ящика, днище и задняя стенка изготовлены из металлической основы.
- Боковые стенки, а также закрытая часть верха в виде крышки изготовлены из ударопрочного пластика с соответствующим лаковым покрытием.
- Срок эксплуатации составляет не менее 5 лет.
- Подвижный механизм лотка, а также встроенные компоненты органайзера используются для размещения основных аксессуаров и дополнительных запчастей инверторного оборудования.
- Универсальные и крепкие замки из хромированного металла придают не только эстетичность, но и надёжно предохраняют ящик от преднамеренного открывания.
Промышленный кейс стоит дороже, чем ящик для сварочного инвертора своими руками, но вместе с этим, вы можете использовать данное приспособление как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Особенности самостоятельной сборки кейса для сварочного инвертора
Чтобы собрать ящик для сварочника самостоятельно, необходимо иметь минимальные знания в области математики, в частности геометрии, чтобы правильно раскроить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Для самостоятельных целей вам понадобятся:
|
Параметры |
Значение |
| Канистра пластиковая |
Объем 30 литров |
| Вытяжные заклёпки |
Диаметром 4,8 мм, длина разная |
|
Петли |
2 штуки |
|
Защёлки типа сундучных механизмов элементов закрывания/открывания |
2 штуки |
| Жестяные полоски |
4-8 штук |
| Обрезки ПВХ труб |
По усмотрению |
| Шайба увеличенная |
Размер М 5 |
| Обрезок линолеума |
1 штука |
Инструкция по сборке
- Отрезаем только верхнюю часть канистры.
- Полосками из жести «обклеиваем» верхнюю часть канистры, используем вытяжные заклёпки. Обязательно выдвигаем край полоски за край отрезанной части крышки канистры. Можно использовать дополнительный вариант окантовки, которая потом будет закрывать нижнюю часть канистры.
- Соединяем крышку с остальной частью канистры при помощи петель мебельных, при необходимости обычной болгаркой обрежьте концы петель до нужного размера.
- В местах укрепления петель, увеличиваем размер отверстий до 5,0 мм, и закрепляем при помощи вытяжных заклёпок.
- Сундучные защёлки (именно защёлки, а не замки), крепим на жестяной полоске так, чтобы можно было впоследствии закрыть обе части конструкции разрезанной канистры.
- Берём пластиковые трубы из ПВХ, делаем «косые» надрезы с обеих сторон трубы, количество выбираете сами, оптимальный вариант трубных кусков- 4 штуки.
- На трубах ПВХ, где произвели скос, делаем отверстия для крепления в дальнейшем заклёпками к боковой части нижней конструкции канистры. Соединяем со стенкой канистры при помощи увеличенной шайбы.
- Трубки из ПВХ можно использовать под электроды и под обычный металлический молоток для сварки.
- Кусок линолеума также «обрабатываем» жестяной полоской, которая станет «кармашком» для болгарочных кругов.
- К внутренней части канистры приклепываем кармашек вытяжными заклёпками, придавая форму в виде кармашка.
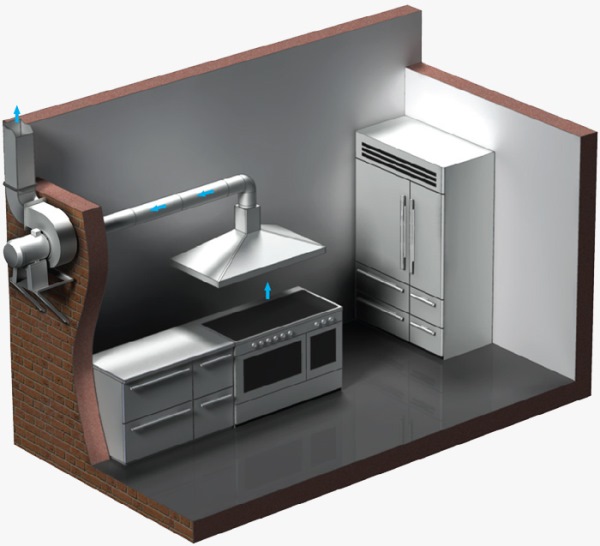
- Перьевым сверлом проделываем отверстия по нижнему краю канистры, таким образом, вы можете создать вентиляцию для хранения инструментов и сварочного аппарата, при этом исключена конденсация внутри конструкции.
- Ящик готов к работе.
Сюда можно вместить все провода и кабели аппарата, а также сварочную маску. Ручка от канистры в верхней части будет служить как средством переноски инструментов и аппарата. Все очень практично, доступно и эффективно! Теперь вам остаётся сделать выбор — покупка готового кейса для сварочного инвертора, или сделайте ящик своими руками самостоятельно.
Видео: второй вариант самодельного ящика для сварочного оборудования
https://youtube.com/watch?v=_U5799qXkAQ
Характеристики будущего сварочного инвертора
Установка должна иметь в составе некоторые элементы, среди них:
- драйвер силовых ключей;
- силовая составляющая;
- блок питания.
Сварочный инвертор, самостоятельное изготовление которого будет описано ниже, станет обладать следующими характеристиками:
- ток сварки может достигать показателя в 250 А;
- стандартное напряжение сети равно 220 В;
- наивысший потребляемый ток – 32 А.
С помощью такой установки можно будет работать посредством электрода, диаметр которого равен 5 мм, при этом длина дуги может достигать 1 см. Производительность аппарата не станет уступать тем, что можно приобрести в магазине.
Как отремонтировать и доработать сварочный инвертор
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время, мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций.
А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования.
Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости.
На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов.
У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
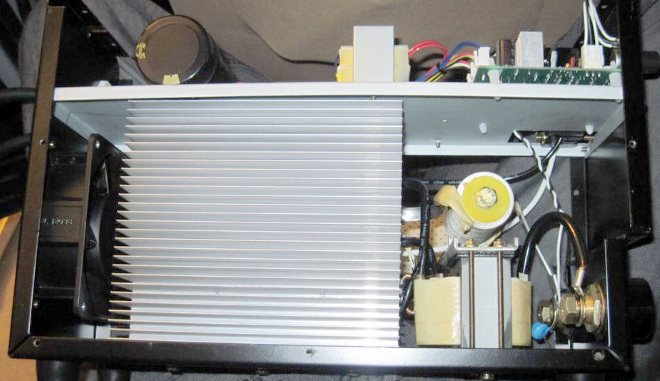
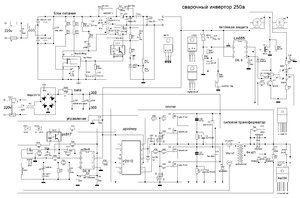
Схема работы сварочного инвертора
Далее, по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах.
Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе.
Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии.
Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти
Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный
Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя
В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др
Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
 Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
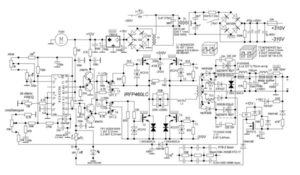
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
https://youtube.com/watch?v=lei9GDzJp74
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Подбор основных компонентов рекомендации

Общая схема устройства инверторного сварочного аппарата.
Итак, ранее было рассказано об основных неисправностях современных сварочных аппаратов инверторного типа. Они имеют огромное количество различных электронных компонентов, которые служат для тех или иных целей. Их нужно подбирать в соответствии с маркировкой. Чаще всего информацию можно найти на самих устройствах. Здесь пишутся их номиналы. Если сварочный аппарат достаточно старый, то вся маркировка может быть затерта. В этом случае придется искать принципиальную схему устройства.
Разумеется, некоторые сварочные инверторы имеют сопроводительную документацию. В ней указывается все то, что должно содержаться, то есть номиналы всех компонентов системы. Чаще всего выбор производится предельно просто. Существует стандартный ряд номиналов любых электронных компонентов. Именно на него и нужно ориентироваться.
https://youtube.com/watch?v=1ox82uHLULg
Итак, теперь каждый читатель знает о том, как правильно произвести ремонт сварочного аппарата инверторного типа. Это достаточно сложный процесс. Разумеется, в любом случае придется обзавестись широким ассортиментом оборудования. Хорошо, если выйдет из строя какой-то один компонент. Иногда возникают достаточно сложные ситуации, когда ломается сразу несколько важных узлов. В этом случае самостоятельная диагностика может завести человека в тупик. Разумеется, в подобной ситуации лучше всего обратиться за помощью к специалистам. Благо, в наши дни открыто большое количество специализированных центров. Здесь всегда имеется в наличии полный ассортимент оборудования для диагностики и проверки работоспособности электронных схем. Это отличное решение для тех, кто не силен в электронике и не умеет пользоваться теми или иными устройствами.
https://youtube.com/watch?v=VWB1qmZlj50
При покупке компонентов электронных схем обязательно нужно обращать внимание на их внешний вид. Если есть такая возможность, то можно попробовать прозвонить их на месте
Если такой возможности нет, то можно провести визуальный осмотр всех составных частей.
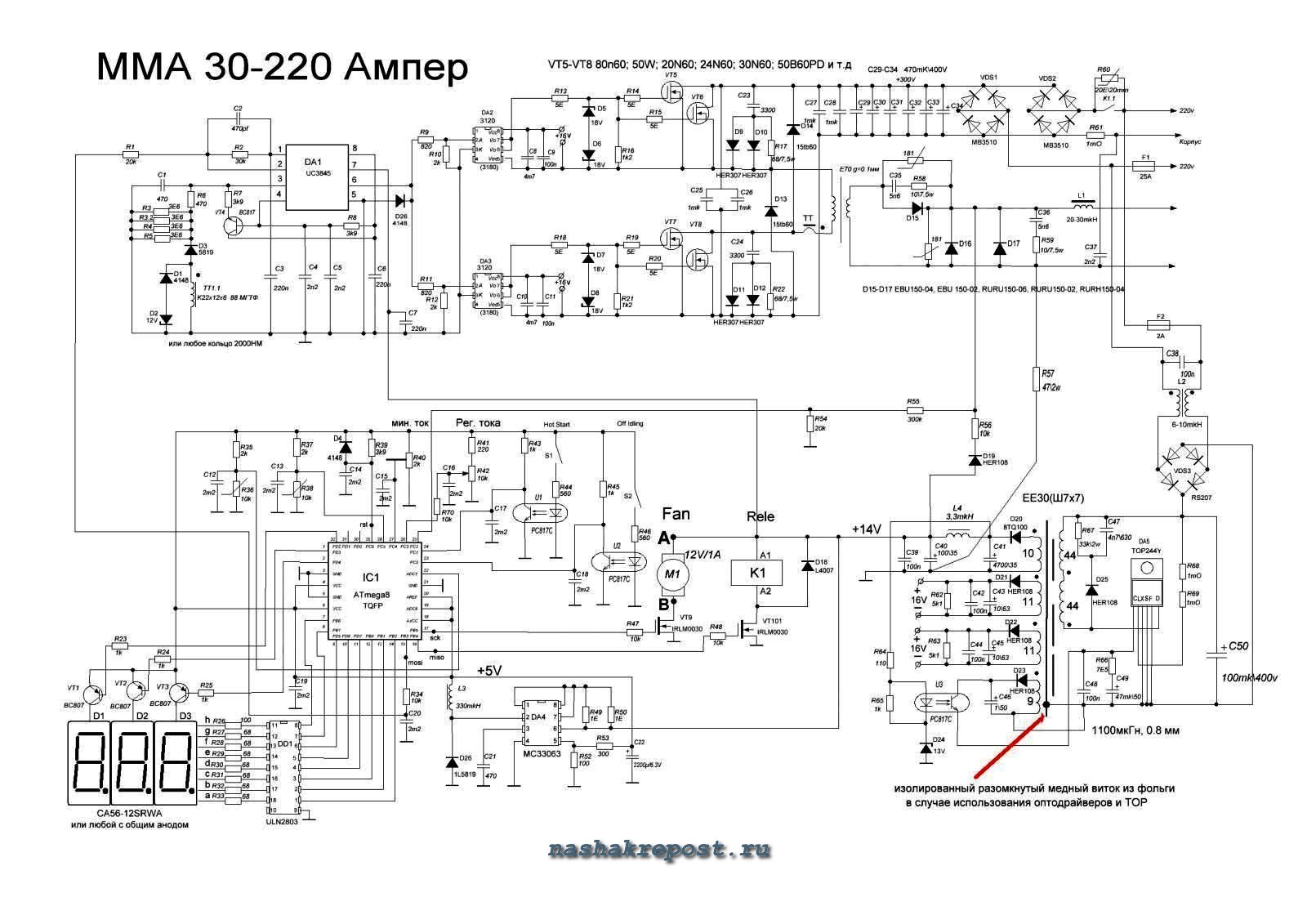
Схема инвертора для сборки своими руками
Для увеличения схемы нажмите на нее.
Режим работы охлаждения:
При включении питания происходит кратковременное включение вентилятора, переключается реле заряда электролитических конденсаторов, замыкая термисторы. Включение системы охлаждения самодельного инвертора происходит при повышении температуру до 40 градусов, отключается при достижении значения 35 град. При достижении 60 градусов происходит ограничение ШИМ (Широтно-импульсная модуляция), при значении 73 градус — происходит выключение ШИМ, охлаждение работает. При понижении температуры до 50 градусов происходит включение ШИМ, и устройство переходит в режим работы, при достижении 35 градусов. Система охлаждения инвертора отключается полностью.
Функция Антистика используется непрерывно, состояние отображается на индикаторе.
Горячий старт инвертора переключается при помощи кнопки — текущий режим индицируется на табло. Повышение тока, от установленного значения, на отрыве не превышает 30%, время срабатывания — 500мС.
Режим работы при залипании электрода или в состоянии короткого замыкания сварочных концов отображается на индикаторе сообщением- OFF и при первом отрыве электрода, с включенным режимом, горячий старт не происходит повышение тока.
Частота генератора выбрана — 50кГц. Генератор инвертора выполнен, по классической схеме с возможностью компенсации наклона пилы.
Режим Холостого хода, переключается кнопкой на внешней панели инвертора — событие отображается на индикаторе точкой, при этом на выходе устройства присутствует дежурное, напряжение 13 V при этом ШИМ отключен. Режим необходим при работе в условиях повышенной влажности, на высоте, подвалах при работе сырыми электродами.
Простой инвертора более 3-х минут приводит к переходу устройства в аппарат режим СОН — что и отображается на индикаторе. Переход в рабочий режим происходит при касании электрода.
Схема рассчитана на использование двух датчиков температуры — используются термисторы. ПВ зависит от конструкции, составляет 100% при токе значением в 150 А с применением балласта сопротивлением 0.11 Ом и при цикле работы равном 10 мин.

В устройстве применен, вентилятор с напряжением питания 12 V и мощностью 8 Вт, работающий на повышенном напряжении 14.2 V. На плате выпрямителя предусмотрено место для установки промежуточного реле, для установки вентилятора на 220 V, типа ВН2.
Выход инвертора имеет гальваническую связь со схемой управления, что позволяет обеспечить питание всей схемы, используя одну обмотку БП с напряжением 14 V. Питание устройств силовых ключей выполнено, от двух независимых напряжением в 16 V.
Блок питания выполнен по классической схеме, с использованием микросхемы ТОП. Использовано дополнительное экранирование первичной и служебной обмоток, не замкнутым витком медной фольги.

Настройка и регулировка производится одним элементом — переменным резистором, который расположен на плате управления, и сводится к установке минимального тока на уровне 30А по показаниям индикатора и реального измеренного тока.
Максимальный ток самодельного инвертора ограничивается изменением количества витков трансформатора, или при помощи нагрузочного резистора (балласта). При использовании элементов, указанных на схеме номиналов, максимальный ток имеет значение — 230 А. Максимальное значение индуцируемого тока, отображаемое на индикаторе — 221В
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
- Следующая >
Статьи, которые Вам будут интересны: