Держак для сварочного аппарата
Содержание:
- Разновидности держаков для сварочного аппарата
- Требования
- Шумопоглощающие перегородки и кабины
- Винтовой держак своими руками
- Основные технические данные электрододержателей
- Одежда сварщика
- Электрододержатели
- Электрододержатели и сварочные кабели
- Виды держаков
- Аксессуары для сварки
- Делаем держак для сварки своими руками
- Самодельный держак для сварки
- Как выбрать держатель для сварки
- Теперь еще о дополнении к инверторам
Разновидности держаков для сварочного аппарата
Существует несколько разновидностей держателей, представленных в трех основных типах. Их выпускают практически все производители сварочного оборудования, причем каждый со своими модификациями. Но особенности типа, их преимущества и недостатки сохраняются почти во всех моделях. Устаревшие типы могут не производиться современными компаниями. Но их по-прежнему можно встретит на практике. Среди основных разновидностей можно встретить:
- Прищепка – выделяют автоматизированную и ручную разновидности;
- Цанга – стандартный по современным меркам держатель, который нередко идет в комплекте с аппаратами;
 Цанга для зажима электродов
Цанга для зажима электродов
Вилка-трезубец — один из самых старых вариантов, который представлен в виде ручной и автоматизированной разновидности.
Недостаток использования вилки состоит в том, что если электрод залип, то его нельзя также быстро обесточить, как в других моделях. Здесь требуется изламывать его, пока не прервется контакт. Также здесь сложнее устанавливать расходные материалы. Чем больше вилка, тем у нее больше остается огарков. В качестве преимущества стоит отметить низкую стоимость вилки-трезубца.
 Держак для электродов в виде вилки
Держак для электродов в виде вилки
Требования
Прежде всего, надо обратить внимание на то, что самодельный держак для сварки должен удовлетворять следующим требованиям, согласованным с нормами по безопасности сварочных работ:
- ручка держака должна обеспечивать надёжную защищённость сварщика (то есть изготавливаться из диэлектрика);
- держак в целом обязан иметь хорошую тепловую защищённость;
- подводящие ток провода следует крепить на держаке таким образом, чтобы в процессе сварки исключить возможность их повреждения;
- электрододержатель рассчитывается на электрические токи величиной в сотни Ампер;
- сам сварочный стержень должен фиксироваться в нём достаточно жёстко и максимально надёжно;
- смена одного электрода на другой не должна вызывать никаких затруднений и задержек по времени.
С учётом того, что последние два требования к конструкции держака практически взаимно исключают друг друга – его изготовитель должен обладать хорошим воображением и практической смекалкой для разрешения этой дилеммы.
Ко всему перечисленному следует добавить, что самодельные приспособления для сварочного аппарата будут более надёжны и производительны, если при их изготовлении ориентироваться на проверенные временем фирменные изделия.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Ассортимент шумопоглощающих перегородок достаточно широк.
Простые шумопоглощающие перегородки позволяют легко ограничить временное рабочее место или получить отдельную кабину сварщика, которую легко собирать/разобрать и установить на новом месте.
Модульные шумопоглощающие перегородки, предлагаемые сегодня промышленностью, позволяют легко получить отдельную кабину сварщика, увеличить площадь имеющейся кабины, создать комплекс кабин. Все элементы легко собирать/разобрать и установить на новом месте.
Винтовой держак своими руками
В домашних условиях можно сделать хороший винтовой держак из медной трубки, которая всегда имеются у монтажников кондиционеров в избытке в виде обрезков.
В нашем случае это труба ¾ (øнар. =19 мм) Можно использовать стальную, но мы не рекомендуем – она очень тяжелая и плохо проводит электрический ток. Из-за высокого сопротивления сталь будет сильно греться. Ручку можно делать из металлопластиковой трубы øвн. =20 мм; øнар. =26 мм (но лучше использовать резиновый шланг). Она будет надеваться на медную трубку и полностью ее закрывать.
Чтобы металлопластик не скользил в руках, его можно обвернуть, например, куском кожи, вырезанным из старой куртки или отжившей свое сварочной перчатки. Далее понадобится анкерный болт М12 с просверленным насквозь отверстием, который будет вклеиваться в крышку от пластиковой бутылки.

В качестве клея можно взять эпоксидную смолу. Делается это для безопасности, чтобы полностью изолировать держак от электричества.
Самодельный держатель из арматуры не идет ни в какое сравнение с данным по качеству изоляции или величине теплопроводности!
Кабель КОГ вставляется в трубку со стороны разреза вместе с резиновой изоляцией и обжимается.
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке
Основные технические характеристики, на которые следует обращать внимание при покупке держака:. Держатель для электродов Parva 2
 Держатель для электродов Parva 2
Держатель для электродов Parva 2
- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.
Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4.0 мм до 6.3 мм, кабель сечением до 70 мм2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм2, пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
— огнестойкость и термостойкость наружной поверхности;
— внутренняя поверхность должна быть влагопоглощающей. Промышленностью предлагаются различные варианты одежды,
например, костюм «ЗЕВС», представленный на рисунке 49.

Рисунок 49 — Костюм «ЗЕВС» мужской
Выпускается в соответствии с ТУ 8572-111-54927561-2007.
Ткань верха:
— «Геркулес» (Klopman International), хлопок — 100 %, плотность — 460 г/м , цвет зеленый, НМВО пропитка «Гидрофойл», КЩС- 50, огнестойкая технология «Пробан» (105-0019-03);
— «Арсенал», хлопок — 100 %, 500 г/м , цвет черный, МВО, огнестойкая отделка (105-0019-79).
Сварщик также пользуется подшлемниками (рисунок 50), специальной обувью (рисунок 51), рукавицами (перчатками, рисунок 52).
Рисунок 50 — Подшлемник сварщика «ЗЕВС»
Подшлемник изготавливается по ГОСТ 17-635-87; ТУ 8579-00454927561-2007, используются ткани «Геркулес» и «Арсенал», застежка на пуговицах; в подшлемнике есть регулировка по глубине.
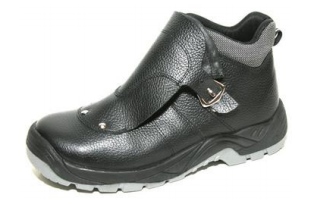
Рисунок 51 — Ботинки «Сварщик»
В специальной обуви для сварщиков использована подошва из нитрильного каучука (нитрил). Такая подошва выдерживает широкий температурный диапазон от минус 40 до плюс 300 оС, практически не скользит, имеет отличную износостойкость и хорошую масло-, бензо, кислото- (до 60 %) и щелочеустойчивость. Эта обувь имеет сертификат EN ISO 20345 HRO (Heat Resistant Outsole), подошва выдерживает воздействие высоких температур. Имеется механизм быстрого сброса обуви, в случае попадания искр, брызг раскаленного металла вовнутрь ботинка.

Рисунок 52 — Перчатки «ANSELL Воркгард»
Перчатки «ANSELL Воркгард» соответствуют ГОСТ 12.4.01075, EN388, EN407, EN420. Кожаные перчатки с усиленной ладонной частью отлично подходят для проведения сварочных работ, устойчивы к истиранию, разрывам. Все швы прошиты нитью «Кевлар Фай- бер», материал подкладки состоит из хлопка. Длина 380 мм. Применяются также специальные краги (рисунок 53).
Рисунок 53 — Краги спилковые пятипалые
Краги рекомендуются для работников металлургической промышленности, сварщиков. Защищают руки от искр, брызг раскаленного металла, повышенных температур. Отличительные характеристики: хлопчатобумажная подкладка. Соответствуют ГОСТ 17-528-85.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 — 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
— электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
— электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.

Рисунок 40 — Электрододержатель винтового типа
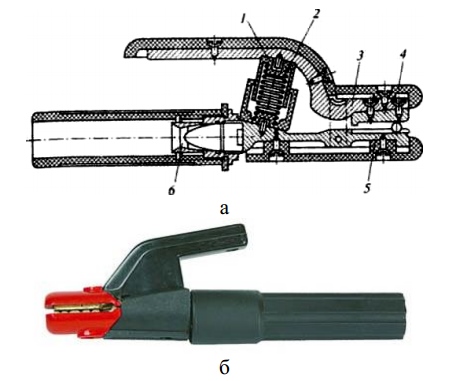
Рисунок 41 — Электрододержатель пассатижного типа
а — схема; б — общий вид 1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляция; 5 — нижняя губка; 6 — конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа — для тока 125 А; 2 типа — 125 — 315 А; 3 типа — 315 — 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели — например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
|
Параметр |
Тип электрододержателя |
||||||
|
ЭП-2 |
ЭП-3 |
ЭД-125-1 |
ЭД-300-1 |
ЭД-500-1 |
ЭУ-300 |
ЭУ-500 |
|
|
Допустимая сила сварочного тока |
250 |
500 |
125 |
300 |
500 |
315 |
500 |
|
Диаметр металлического стержня, мм |
6 — 8 |
1,6 — 3 |
2 — 6 |
4 — 10 |
3 — 6 |
5 — 8 |
|
|
Сечение подсоединяемого кабеля, мм2 |
50 |
70 |
25 |
50 |
70 |
50 |
70 |
Электрододержатели и сварочные кабели
Электрододержатель
— приспособление для закрепления электрода и подвода
к нему тока — является главным орудием сварщика.
Существует немалое количество держателей разных
конструкций: пружинные, вилочные, цанговые,
винтовые, пластинчатые, их автоматизированные
модификации и другие разновидности. Среди всего
многообразия применяемых электрододержателей
наиболее безопасным является пружинный («прищепка»),
известный у нас как электрододержатель серии ЭП
(рис. 21).
Рис. 21.
Электрододержатель серии ЭП
К его основным
преимуществам можно отнести удобство эксплуатации,
крепкое удержание электрода, полное отсутствие
неизолированных зон токосъемника.
Держатель-«прищепка» очень популярен, поэтому его
используют многие профессиональные сварщики по всему
миру. Эти электрододержатели выдерживают без ремонта
8000—10 000 зажимов. Время замены электрода не
превышает 3—4 с. «Прищепки» изготавливают в
соответствии с существующими стандартами: I типа —
для тока до 125 А; II типа — для тока 125— 315 А;
III типа — для тока 315—500 А.
Если вы купили новый сварочный аппарат, то в
комплекте с ним обязательно должен быть заводской
электрододержатель. Пользоваться, безусловно, нужно
им. Широко известные у нас «вилки-трезубцы»
использовать не стоит — они давно запрещены во всем
мире (1).
Электрододержатели присоединяют к гибкому
(многожильному) медному проводу — сварочному кабелю
марки ПРГД или ПРГДО. Кабель сплетен из большого
числа отожженных медных проволочек 00,18—0,20 мм.
Применять провод длиной более 30 м не рекомендуется,
так как это вызывает значительное падение напряжения
в сварочной цепи. Сечения сварочных проводов для
подвода тока от источника питания к
электрододержателю и свариваемому изделию выбирают
из расчета плотности тока до 5 А/мм2 при токах до
300 А. При силе тока 125 А рекомендуется провод
сечением 25 мм2, при силе тока 315 А — одинарный
провод сечением 50 мм2 или двойной сечением по 16
мм2.
Токоподводящий «земляной» провод соединяется с
изделием специальными зажимами, чаще всего винтовыми
струбцинками или зажимами типа «крокодил». Допустимо
укладывать свариваемую деталь на металлический стол,
надежно подсоединенный к сварочному источнику.
Самодельные удлинители токоподводящего провода в
виде кусков или обрезков металла не допускаются.1. Подробнее об этом пойдет речь в следующем разделе
в главе «Конструкции самодельных электрододержателей».
Виды держаков
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые — зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые — фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по — другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий. Клещевой держатель

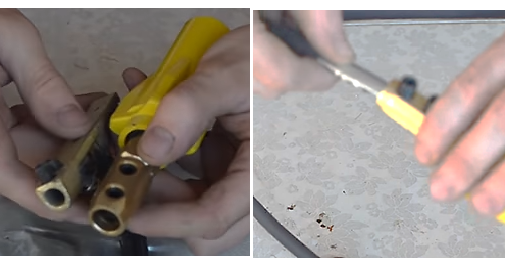
Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы — это латунь, стальные наконечники нежелательны так — как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяется такое лукавство обычным магнитом.
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так — как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
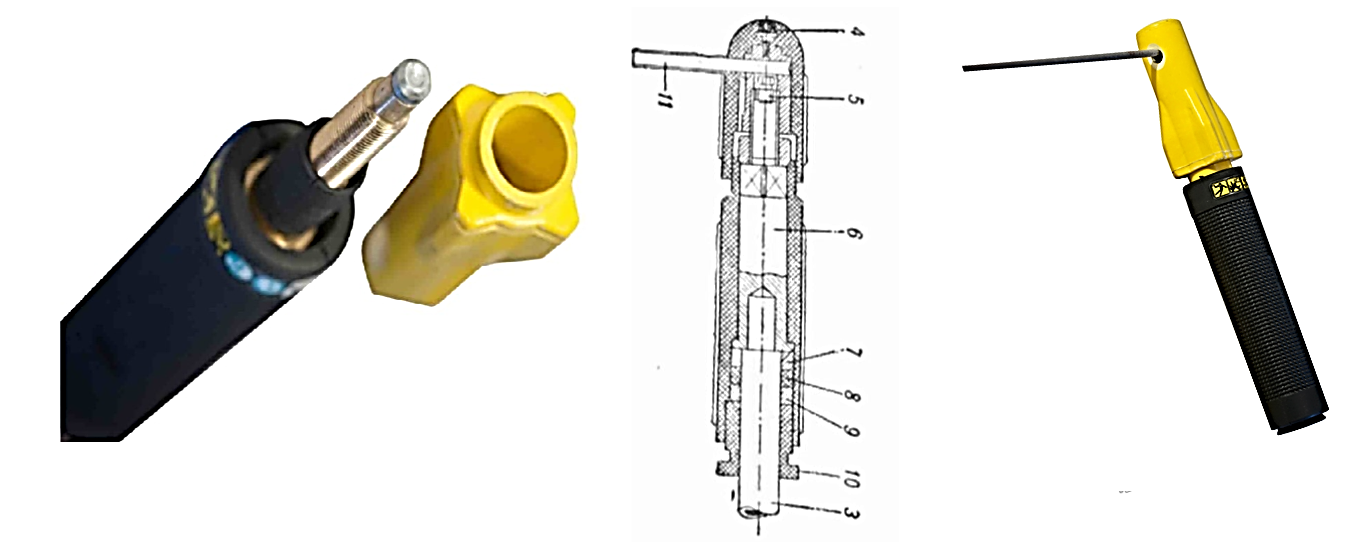
Пытаясь уйти от основного недостатка клещевого держателя — слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция — винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток — это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
 для того чтобы кабель не ломался в месте соединения с гильзой, в винтовых держаках предусмотрено резиновое уплотнение в конце ручки, через которое плотно проходит силовой кабель, такое несложное усовершенствование предохраняет от перегибов и изломов лишенную покровной изоляции медную жилу. Подготавливается жгут кабели для соединения с гильзами одинаково с вышеописанным способом. Если есть возможность, то лучше очищенную часть кабеля облудить и обжать медной или латунной трубкой подходящего диаметр. «Голую» медь зажимать винтами в гильзе щеткодержателя не рекомендуется т.к. она будет греться в месте контакта с зажимами. Дополнительно под зажимные винты подкладывается пластина, позволяющая более равномерно распределить усилие. Ручка сделана из негорючего прочного пластика.
для того чтобы кабель не ломался в месте соединения с гильзой, в винтовых держаках предусмотрено резиновое уплотнение в конце ручки, через которое плотно проходит силовой кабель, такое несложное усовершенствование предохраняет от перегибов и изломов лишенную покровной изоляции медную жилу. Подготавливается жгут кабели для соединения с гильзами одинаково с вышеописанным способом. Если есть возможность, то лучше очищенную часть кабеля облудить и обжать медной или латунной трубкой подходящего диаметр. «Голую» медь зажимать винтами в гильзе щеткодержателя не рекомендуется т.к. она будет греться в месте контакта с зажимами. Дополнительно под зажимные винты подкладывается пластина, позволяющая более равномерно распределить усилие. Ручка сделана из негорючего прочного пластика.
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Аксессуары для сварки
Инвертор, держак и электрод- это ещё не электросварка, для выполнения более быстрого и качественного круга задач необходимы дополнительные аксессуары. Такие приспособления как: подсумки; тройники; удлинители; сушильные печи для оборудования; вытяжки: магнитные уголки и струбцины могут сделать комфортней и безопасней условия работы. При замене защитного стекла на автоматическое «хамелеон», который меняет величину прозрачности в зависимости от яркости дуги, можно не боятся «схватить зайца», но и более качественно выполнить работу т.к. стекло автоматически подберет необходимую светопередачу, обеспечив оптимальную видимость сварного шва. На нашем сайте можно подобрать все необходимые аксессуары для сварочных работ от трансформатора до автономной электростанции для его питания.
Делаем держак для сварки своими руками
В производстве, строительстве и быту электросварка является очень важным процессом
Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки. На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим
Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга
сварочные держатели типа цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему
Прищепка
электрододержатель прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
держатель типа вилка
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Металлический уголок и стержень арматуры
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Основной недостаток данного вида фиксатора заключается в том, что конструкция подразумевает использование более дорогих материалов.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения. Но в то же время это дешевый и простой аналог фабричных моделей. Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
[Всего : 2 Средний: 3/5]
Самодельный держак для сварки
Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту
Для любого сварочного агрегата требуется наличие держака электродов, которому так же, как и остальным комплектующим элементам, необходимо уделять достаточное внимание
Принадлежности для сварочного оборудования постоянно совершенствуются. В результате сегодня в продаже достаточно большой ассортимент разнообразных комплектующих элементов для сварки. Одним из таких является сварочный держатель, модификаций которого также довольно большое количество. Поэтому многим людям, не имеющим достаточной практики в сварочных работах, трудно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Техника безопасности сварочных работ требует обращать особенное внимание:
- на качество комплектующих элементов сварочного оборудования;
- на их компактность, удобство эксплуатации.
Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Рекомендации опытных сварщиков по подбору держателя электродов
Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации
Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается.
Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов.
Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
Сергей Одинцов
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций
При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Схема металлоискателя пират своими руками печатная плата
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Главные требования к держателям
Качество электрододержателя напрямую влияет на результат сварочных работ. Поэтому при выборе нужно учитывать следующие факторы:
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Теперь еще о дополнении к инверторам
Это источники автономного питания. Если провести небольшой обзор сварочных генераторов, производители презентует свои изделия как генератор, источник автономного питания, электростанция, пусть название не смущает — это одно и тоже. Автономные источники питания подразделяются на типы по двигателю: бензиновый; дизельный; или газогенератор. Которые, в свою очередь делятся по мощности и по типу охлаждения — с воздушным охлаждением; жидкостным и смешанным. Теперь необходимо понять, как это использовать.
Если с двигателем и топливом понятно, то по типу охлаждения стоит остановиться, как правило, двигатели с воздушным охлаждением рассчитаны на непродолжительное время работы, особенно при максимальной мощности и после непродолжительного времени работы, требуют отдыха для охлаждения. Двигатели с жидкостным охлаждением предназначены для продолжительной работы и их работа ограничивается только ресурсам топлива при номинальной мощности использования. Двигатели на газовом топливе самые экономичные, но и самые дорогие, немногим дешевле дизельные, самые дешевые и распространённые — бензиновые 2х или 4х — тактные одноцилиндровые, реже двухцилиндровые.
Так какой же генератор подобрать для сварки? Дело в том, что указанная мощность генератора и сварки не совпадает, а именно, трансформатор использует активную токовую нагрузку в виде дуги и низкое напряжение, у генераторов мощность рассчитывается обычным способом, постоянное напряжение умножается на ток. Так — как генератор вырабатывает стабильное напряжение, то резкие пусковые скачки или колебания напряжения при разрыве дуги воспринимаются защитой генератора как неисправность сети и происходит отключение. Особенно это актуально при современных малогабаритных инверторах. По этой причине, если планируется использование генератора и для сварки, то необходимо подбирать его мощность на 10-15 % больше, чем указано на инверторе. Давать точные таблицы и рекомендации дело не благодарное, т.к. каждый аппарат индивидуален. Если же есть необходимость приобретения раздельных агрегатов, то лучше всего не полениться. взять инвертор с собой в магазин и испытать его при покупке, подобрав «правильный» генератор который будет нормально работать с ним в паре.
Совмещенные генераторы
Для того чтобы избежать подобных проблем были разработаны двойные или совмещенные генераторы и инверторы. Такие машины отличаются уже подобранными характеристиками и при приобретении можно точно ориентироваться на указанные параметры и мощность. Кроме того, генератор можно использовать кроме сварки для других потребителей электроэнергии.
Внимание! производители предупреждают, использовать сдвоенный аппарат в режиме сварки обязательно без подсоединения дополнительных источников энергопотребления, особенно электроинструмента, так — как эта нагрузка является реактивной, а совместное использование реактивной и активной нагрузки из одного источника может вывести из строя систему защиты агрегата. Промышленность выпускает большое количество различных по мощности и стоимости автогенераторов приведем один из них:
Промышленность выпускает большое количество различных по мощности и стоимости автогенераторов приведем один из них:
Аппарат итальянского бренда — генератор сварки Mosa MSG CHOPPER. Генератор обладает одним из лучших характеристик сочетания автономного режима двигателя и характеристик генератора в виде сварочного тока. Генератор позволяет использовать электроды током до 200 А. различного типа: обычные, нержавеющие, с легированными добавками. Рассчитан на продолжительную работу в режиме сварки, и 60% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут — 6 работа, 4 отдых, на максимальном токе (в режиме резки).
Ниже приведены характеристики генератора
| Мощность, Р ном, кВт: | 1, 8 |
| Мощность, Рмах, кВт: | 2 |
| Напряжение, UB: | 230 В |
| Число фаз: | 1 |
| Пуск: | ручной |
| Исполнение: | в кожухе |
| Род тока: | постоянный |
| Ток сварки, I ном, А.: | 165 |
| Ток сварки, I мин, А.: | 50 |
| Диаметр электр/пров: | 2, 0 — 3,5 мм |
| Расход топлива при I ном: | 1.5 л/ч |
| Топливный бак, л: | 3 |
| Степень защиты: | IP 23 |
| Уровень шума: | 77 дБ |
| Тип двигателя | Бензин |
| Производитель: | MOSA |
| Охлаждение: | воздушное |
| Частота вращения двигателя об/мин: | 6000 |
| Размеры (АхБхС) | 570х 300х410 |
| Масса: | 29,5 кг |
| Производитель (бренд): | Италия |
| Гарантия: | 1 год. |
| Цена: | 138 739 руб. |