Портал о стройкеКрокодилы для сварочного аппарата
Содержание:
Магнит или зажим
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой?
- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Как правильно подключить трансформаторы тока к счетчику
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного
При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм ( можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.


Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
Запрещен по технике безопасности на производстве;
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна ( когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи, производитель — Quattro Elementi (Италия). Характеристики: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

Зажим массы Skrab 27621 300А (на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя «Корд». Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство — Китай.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для сварочного кабеля своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
Что для этого нужно:
- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Что Вы думаете по поводу удобства такого приспособления? Насколько целесообразно покупать или изготовить такую клемму массы? И стоит ли приобретать такое крепление заводского изготовления, если можно сделать его самостоятельно в своей мастерской? Возможно, у Вас иметься личный опыт по использованию, тогда просим поделиться им в блоке комментариев и принять участие в обсуждении.
Самостоятельная сборка точечной сварки
В том случае, если по какой-либо причине нужна точечная сварка различных металлов, а соответствующее устройство отсутствует, не стоит отчаиваться, так как всегда есть возможность произвести сборку рассматриваемого оборудования самостоятельно. Однако аппарат для выполнения рассматриваемой процедуры соединения металлов может потребовать от вас определенных усилий, знаний. Поэтому постараемся затронуть все важные моменты, которые присущи устройству для точечной сварки. Также ниже представлена схема полезного оборудования.
Материалы:
- Зажим типа «крокодил»;
- Вилка штепсельная с запасом провода (медное сечение каждого провода не должно быть менее 0,8 кв. мм.);
- Плавкая перемычка на ток до 13 А;
- Пара дросселей от ненужных люминесцентных ламп (дневного света).
Составляющие сварочного устройства:
- Вилка штепсельная;
- Изолированный провод для получения питания;
- «Батарея», которая выполнена из запараллеленных дросселей люминесцентного светильника;
- Зажим «крокодил» для точечной сварки;
- Опорный лист, выполненный из шифера или асбеста;
- Основная деталь;
- Плавкая перемычка на ток;
- Привариваемая деталь, которую требует сварка.
Порядок действий:
- Дроссели, взятые от светильника, подключаются параллельно, о чем свидетельствует предоставленный рисунок;
- Как показывает мини схема, к собираемой схеме дроссели подключаются посредством качественно изолированных проводов;
- Как показывает рисунок, деталь, к которой необходимо что-либо приварить, зажимается путем использования заранее подготовленных «крокодильчиков», после чего кладется по опору, выполненную из шифера или асбеста;
- Относительно проволочной перемычки, то ее один конец понадобится плотным образом намотать на оголенный участок питающего оборудование провода;
- Другой конец перемычки, как это показывает мини схема, наматывается на присоединяемую деталь (вывод).

Один из вариантов точечной сварки собственноручного изготовления
Принцип работы и применение
Изготовить устройство, предназначенное для сваривания металлов, как это показывает мини схема, достаточно просто. Когда устройство, которое требует ручная сварка, удалось сделать, стоит включить вилку в питающую сеть переменного тока (220В), после чего прикоснуться выводом к рабочей поверхности свариваемой детали, которая, в свою очередь, находится в зажатом состоянии посредством специального зажима.Как только оборудование начало использоваться, должна немедленно возникнуть яркая вспышка, называемая электрической дугой. После касания рабочей поверхности металла и вспышки плавкая вставка, которую мы сделали собственными руками, как показывает схема, моментально перегорает, при этом разрывая питающую цепь. Подобные действия дают возможность получить хоть и недолговечную работу, но моментальное и достаточно надежное сопряжение материалов. Стоит отметить, что данное оборудование довольно часто используется для точечной сварки радиолюбителями.
Будьте осторожны!
Разумеется, при использовании и производстве такого устройства, предназначенного для точечной сварки материалов, следует соблюдать все меры предосторожности, поскольку работа с электрическим током неумелыми руками приводит к весьма не приятным последствиям. Стоит знать, что предохранители (автоматические выключатели), распложенные рядом с электрическим счетчиком в электрическом щитке, должны выдерживать большие нагрузки по току, чем упомянутые выше 13А
https://youtube.com/watch?v=K863Tc_-PF4
Держатель массы сварочный respect-koa.com
Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
страница » Статьи о сварке » Сварочный пост » Оснастка » Зажим массы
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Важно!Если зажим массы для сварки неисправен, это отрицательно сказывается на рабочем процессе, его производительности, а главное, безопасности для сварщика, на стабильности дуги, на качестве соединения
Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения
Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты
- Нужно выбирать известные и проверенные торговые марки, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков.
- Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока, который выдает агрегат.
- Также зажим должен уверенно выдерживать вес подключаемого кабеля.
- Если в качестве сжимающего механизма выступает пружина, то её свойств должно быть достаточно для надежного контакта с рабочим изделием.
- Одну из главных ролей играет угол раскрытия клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Самодельные конструкции
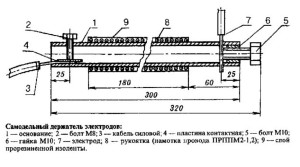
Трезубец
Это просто классика сварочного дела. Едва ли найдется электросварщик, который не держал в руках «вилку», сваренную из трех кусков рифленой арматуры. В качестве диэлектрической рукоятки обычно использовался кусок резинового шланга, или рукоятка от велосипедного руля. Иногда обходились просто тряпичной изолентой.

Вариант простейший в изготовлении, однако, довольно неудобный и опасный во время эксплуатации. Самая большая проблема – извлечение огарка. Благодаря особенностям конструкции, электрод использовался практически полностью – это всегда презентовалось как одно из достоинств.
При этом огарок извлекался при помощи молотка или плоскогубцев. Наверное, вы не раз видели картину, когда сварщик колотит держаком об асфальт, выбивая из него остаток электрода. Еще одним недостатком является плохой контакт.
Обычно сварщики списывали неудачный шов на «плохие электроды», на самом деле – виной потерь силы тока являются ржавые окислы на поверхности арматуры. Поэтому напильник для зачистки – неизменный спутник такого приспособления.
Более продвинутый вариант – пруток, приваренный к металлическому уголку.

Такая конструкция более надежна, электрод удерживается прочно и электрический контакт хороший. Недостаток один – по-прежнему трудно производить замену огарка на новый электрод.
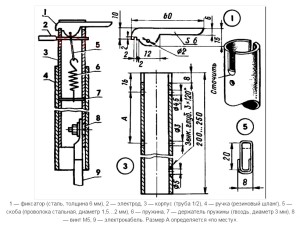
Трезубец с пружиной
Модернизированный вариант предыдущей модели

Такая конструкция варится из качественной стали, лучше всего – нержавейки, для обеспечения надежного контакта. Центральный палец подпружинивает электрод, что несколько облегчает смену огарка.
Конструкцию, а также используемые материалы хорошо видно на рисунке.

Недостаток один – дорогостоящие материалы (нержавеющая сталь). При этом себестоимость существенно ниже фабричного изделия.
Как сделать самодельный держак с пружиной подробно в этом видео.
Цанговый (резьбовой) вариант
Конструкция надежная и удобная в работе. Недостаток один – хлопотное изготовление. Технологию изделия видно на чертеже.
Сделать такой держатель своими руками можно из любого металла. Главное – надежный контакт сварочного кабеля.
Цанговый (зажимной) вариант
Техническое развитие предыдущего варианта держака. Вместо резьбового соединения используется пружинный зажим. Очевидные преимущества конструкции – легкость смены огарка на новый электрод. Опять же компромиссный вариант. Чем мощнее пружина – тем больше усилия прилагается для замены электрода.
Но при этом надежность контакта, а стало быть, предельная величина тока – возрастает. И наоборот, комфорт в работе снижает токовую нагрузку.Не менее ответственным является второй разъем, подводящий ток к объекту сварки – земля.

Если в месте крепления земляного зажима будет искрение – помимо потерь тока можно получить прихватывание к заготовке. Это испортит и зажим, и обрабатываемый металл.
При работе часто приходится отводить держак на большое расстояние от трансформатора. Чтобы не сильно ограничивать себя в расстоянии – существуют удлинители как питающего, так и рабочего кабеля. Сетевой удлинитель сварочника мало чем отличается от обычного. Учитываются несколько требований. Рабочий ток не ниже 25 Ампер.
Термостойкая гибкая изоляция. Надежные вилки и розетки, желательно с фиксатором ответной части.Если речь идет об удлинителе рабочего кабеля – то его сечение не должно быть меньше основных проводов. Способ соединения также особый – используются специальные байонетные соединители.
Тогда потери тока в разъемах исключены.
А в этом видео подробно объяснено, на что обратить внимание при выборе держака для сварочного аппарата. https://www.youtube.com/embed/wYi3iMS-kTA
ВАЖНО! Общий принцип работы со сварочным аппаратом – чем короче провод, тем сильнее ток. Прочитав материал, вы сами сможете решить, каким держаком пользоваться
И помните: сварка, как и связь – это наука о контактах!
Прочитав материал, вы сами сможете решить, каким держаком пользоваться. И помните: сварка, как и связь – это наука о контактах!
Магнитные уголки
 Магнитные уголки очень практичны и могут отлично помочь сварщику, особенно если он работает без помощника. Такие приспособления по конфигурации могут быть нескольких видов: треугольные, пятиугольные, напоминающие трапецию. Их применение на практике простое, достаточно взять необходимый магнит, установить его на горизонтальную плоскость и приложить к грани металлический пруток, он зафиксируется в положении наклона магнитной грани.
Магнитные уголки очень практичны и могут отлично помочь сварщику, особенно если он работает без помощника. Такие приспособления по конфигурации могут быть нескольких видов: треугольные, пятиугольные, напоминающие трапецию. Их применение на практике простое, достаточно взять необходимый магнит, установить его на горизонтальную плоскость и приложить к грани металлический пруток, он зафиксируется в положении наклона магнитной грани.
Так, например, можно легко, выставив заготовленные отрезки под прямым углом, собрать раму, выровнять ее, устранив возникшие перекосы замерами по диагонали и зафиксировать сваркой. Также, с помощью этих уголков, можно зафиксировать вертикальные стойки, не боясь их отклонения от вертикали. Выпускаются магниты различной конфигурации и размерами, которые разделены по сериям . На боковой грани обязательно указана величина наклона грани в градусах.
Еще одно удобное приспособление — держатель для массы
Принцип действия магнитного контакта понять не сложно. Он представляет собой магнит для подсоединения к заготовке второго провод для создания зацикленной цепи (первый условно будет на электроде). Такой провой обычно называют «массой». Массовый провод прочно подсоединяется к магниту, затем подсоединяется касанием к заготовке. Подсоединение вторичного провода таким способом имеет свои преимущества и недостатки.
Преимущества:
- возможно создание цепи как можно ближе непосредственно к сварке, что уменьшает сопротивление току при его движении по металлу;
- быстрое подключение и соединения с заготовкой «земляного» кабеля;
- не требует дополнительного обслуживания, так как имеет простую конструкцию.
 Недостатки:
Недостатки:
- для установки контакта требуется чистая поверхность;
- низкая механическая прочность крепления;
- зависимость величины магнита от силы тока;
- Необходима большая площадь крепления;
- неприемлема при сварке узкопрофильных или малогабаритных деталей;
- снижение магнитных свойств от времени и нагрева.
- высокая стоимость. Стоимость магнитов для контакта в 200 — 300 А обойдётся, примерно в 500 — 600 руб.
Сварочный аппарат Ресанта — САИ 250
Этот аппарат является одним из самым дешевым и мощным в своей линейке. Головной офис «Ресанта» находится в Латвии производство аппарата в Китае по лицензии. Позиционируется инвертор как профессиональный, варит электродам мощностью дуги от 150 да 250 А (диаметр электрода 3-6 мм). Выпускается в сборе со всеми аксессуарами: кабель, держатель и земляной зажим.
«Ресанта» выпускает линейку инверторов в 160А, 190А. Отдельно можно остановиться на держателе электродов для сварочного аппарата ресанта — это приспособление, выполненное из особопрочного и жаропрочного пластика, имеет хорошие отзывы от пользователей.
Переходим к конкретике
Бренды, которые пользуются авторитетом у сварщиков:
Всем известная немецкая фирма ABICOR BINZEL. В первую очередь известна по своим горелкам для аргонодуговой сварки, которые повсеместно используются. Для ручной дуговой сварки у BINZEL простой ассортимент из четырех моделей электрододержателей пружинного типа DE 2200, DE 2300, DE 2400, DE 2500 «KURT HAUFE», похожих друг на друга как две капли воды и отличающихся только лишь силой тока (от 200 до 600А), соответственно, массой и габаритами. Они надежные, выполнены из качественных материалов, обеспечивающих необходимые механические и термические свойства и обеспечивают фиксацию электрода в четырех положениях. На сварочном рынке серию «KURT HAUFE» очень любят подделывать, так что будьте осторожны!
Шведская промышленная компания Esab. Серии Eco Handy, PRIMA. Электрододержатель винтового типа обеспечивает более надежное крепление электрода. Он фиксируется в посадочных отверстиях без люфта: в положении 90 градусов в торцевом отверстии и в положении 90 и 45 градусов в отверстии, расположенном на диаметре.

Минус: электрододержатель тяжеловат, но это единственный его недостаток. В комплекте: мощный шестигранник и медная пластина, которой обматывается и обжимается кабель.
- Telwin. Стоят дешевле, чем предыдущие бренды, хотя продавцами позиционируется как Италия. Но мы то знаем, где делают продукцию, которая стоит дешевле. Хотя качество приемлемое. Стоят добротные изоляторы, которые не горят даже на токах более 300А при продолжительной работе, крепления не ослабляются. Из минусов: тяжелей, чем тот же ABICOR BINZEL
- Электрододержатели Eagle/Falcon. От компании Trafimet, Италия. По нашему скромному мнению – один из лучших представителей в своем виде. К фурнитуре и креплениям претензий нет. Несомненный плюс: малый вес, удобно лежит в руке.