Основные элементы схемы инверторного сварочного аппарата
Содержание:
- Преимущества использования инвертора данной модели
- Основные характеристики инвертора
- Недостатки инвертора Ресанта модели 220
- схема Ресанта САИ-250GP
- схема Ресанта САИ-230АД
- схема Ресанта САИПА-165
- схема Ресанта ИПР-25
- схема стабилизатора Ресанта АСН 5000/1Ц
- Проверка исправности силового блока
- Особенности ремонта аргонодуговых аппаратов
- Высокочастотный импульсный трансформатор
- Частые неисправности
- Сварочный инвертор РЕСАНТА САИ 220 GP
- Силовая часть сетевой выпрямитель
- Этапы проведения диагностики инвертора
Преимущества использования инвертора данной модели
Как и во многих моделях современных инверторных устройств, в данном сварочном аппарате предусмотрен ряд опций, обеспечивающих высокое качество выполнения сварных соединений. Благодаря таким опциям также решается очень важная задача – минимизируется влияние квалификации сварщика на качество формируемого соединения.
К таким опциям, которые хорошо знакомы многим сварщикам, относятся:
- автоматическое отключение устройства в том случае, если происходит перегрев элементов принципиальной схемы (такая опция возможна благодаря наличию специального термодатчика);
- «Горячий старт» – опция, которая обеспечивает быстрое зажигание сварочной дуги за счет автоматической подачи на нее тока повышенной силы;
- «Антизалипание» – функция, предусматривающая автоматическое отключение сварочного тока в тот момент, когда кончик электрода приваривается к поверхности деталей;
- «Форсаж дуги» – опция, которая обеспечивает автоматическое увеличение силы сварочного тока в момент сокращения длины дуги и дает возможность предотвратить залипание электрода.

Мощность аппарата позволяет выполнять сварочные швы электродами до 5 мм, но ток потребления при этом составляет около 30 А
В рассматриваемом сварочном инверторе предусмотрена усиленная защита элементов принципиальной схемы от перегрева. Такую защиту обеспечивают несколько особенностей конструкции:
- наличие сразу двух вентиляторов, улучшающих процесс охлаждения устройства;
- высокая устойчивость электронных схем к перегреву;
- использование термодатчика, автоматически отключающего оборудование в момент перегрева.

Крепкая ручка и пристегиваемый ремень добавляют удобства как при переноске агрегата, так и в процессе работы
К бесспорным преимуществам инвертора данной модели также стоит отнести следующие.
- Исключительная мобильность инвертора обеспечивается не только его легким весом, но и наличием удобного наплечного ремня, благодаря которому устройство можно переносить в любое место, где необходимо проводить сварку.
- Корпус и другие элементы инвертора отличаются повышенной устойчивостью к механическим повреждениям, которые могут быть вызваны ударами, падением или опрокидыванием оборудования.
- Сварочный аппарат данной модели отличается исключительной компактностью (130х310х190 мм) и мобильностью.
- При желании можно заказать комплектацию инвертора, предполагающую наличие специального чемоданчика с ручкой, в котором удобно хранить и перевозить не только сам аппарат, но и все необходимые кабели.
- Конструкция инвертора допускает возможность его эффективной эксплуатации даже при достаточно низкой температуре окружающего воздуха (до –20). Однако при выполнении сварки в условиях низких температур следует строго следить за режимами нагревания и остывания оборудования.
Основные характеристики инвертора
Инверторы представлены в широком ассортименте на рынке приборов для проведения сварки. С помощью этих аппаратов производится аргонодуговая и ручная электродуговая виды сварок. Для каждого инвертора характерны свои схемы и их особенности, базирующиеся на применении преобразователей импульсов высокой частоты.
Поскольку сварочный инвертор является сравнительно новым оборудованием, то применяемые высокие технологии и элементные базы, которые выпускают ведущие производители для устройств, могут обеспечить эффективное действие схем аппаратов. Благодаря этому появляется возможность получать стабильность дуги, которая способна отлично держаться.
Сварочные инверторные аппараты обладают легкостью и компактностью. Их в любой момент можно передвинуть с одного места на другое, чтобы возобновить проведение сварочных операций. Масса инвертора позволяет использовать прибор в любом положении, которое является удобным для выполнения работ в определенном рабочем пространстве.
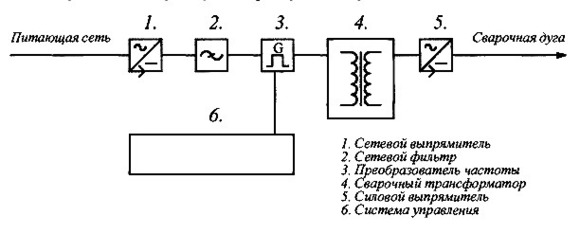
Функциональные возможности инверторных устройств для сварки и их составляющие
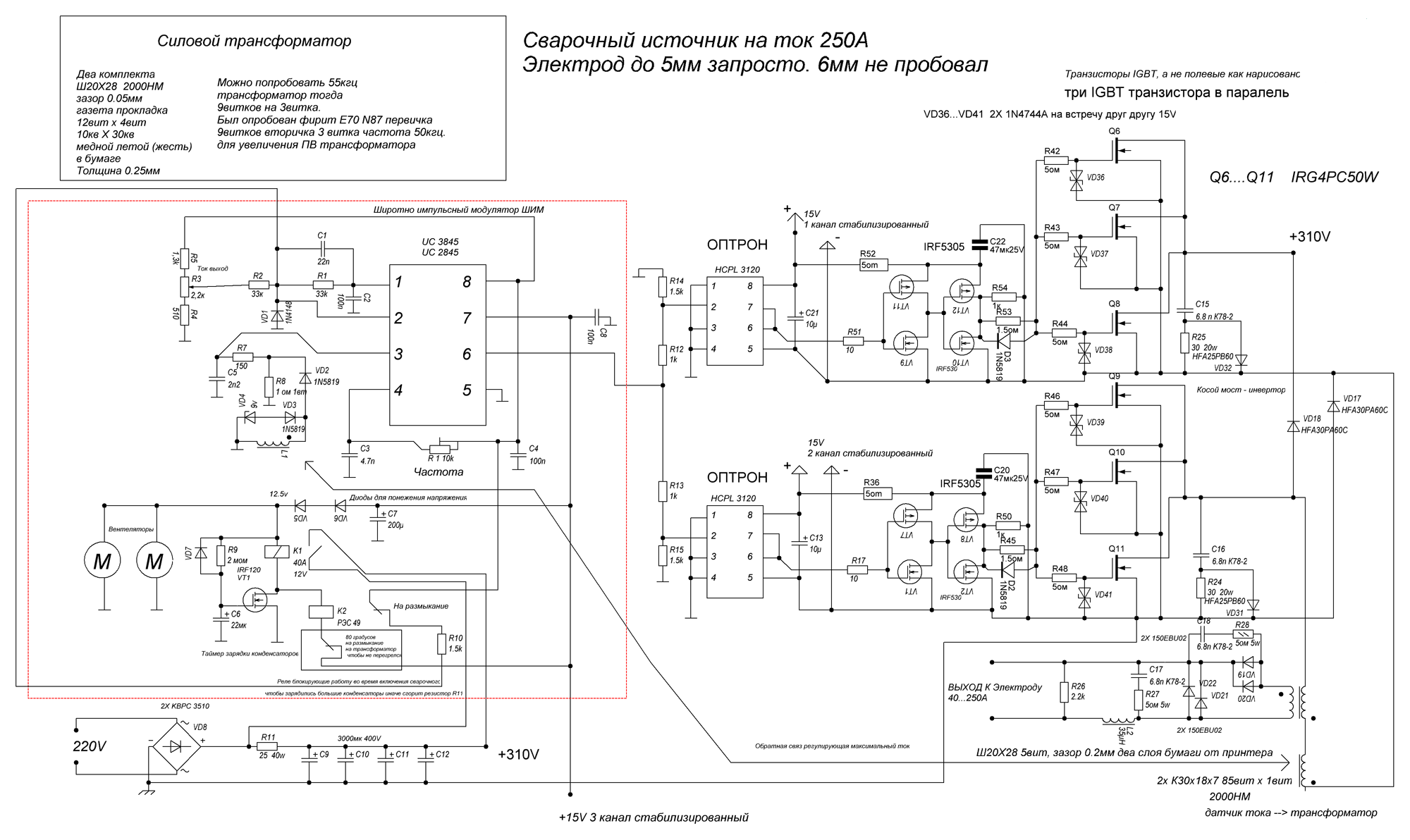
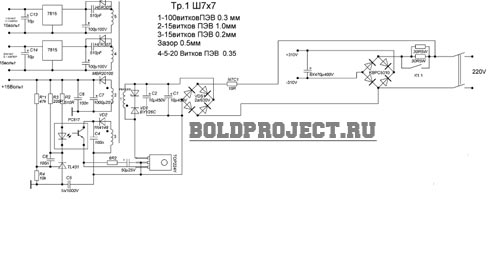
Рисунок 1. Схема инвертора.
Схема инвертора представлена на рис. 1. Аппарат потребляет ток 30-32 А, работая от сети 220 В. При сварке сила тока будет достигать уровня 250 А. Данное значение является достаточным, чтобы можно было применять штучный электрод до 5 мм. Производимая длина дуги будет составлять при этом 1 см. Уровень коэффициента полезного действия аппарата по сравнению со значением КПД промышленных образцов не должен быть меньше 95%.
В блок инвертора входят следующие элементы:
- Блоки питания под силовую и слаботочную часть.
- Блок термозащиты.
- Элементы индикации и управления.
Схема инвертора предполагает наличие ШИМ-контроллера с трансформатором тока, датчиком тока нагрузки и блоком. В схеме управления охлаждающими вентиляторами можно отметить наличие температурных датчиков, вентиляторов и блока.
Недостатки инвертора Ресанта модели 220
Многие специалисты и организации, занимающиеся продажами сварочного оборудования, если судить по отзывам, сетуют на то, что среди инверторов рассматриваемой модели отмечается достаточно большой процент брака. Так, есть данные, согласно которым из 10 сварочных аппаратов Ресанта модели 202, 1–2 не дорабатывают до конца гарантийного срока и выходят из строя.
Неисправные детали, ставшие причиной срабатывания перегрузки
Если вы столкнулись с такой неисправностью, как перегрев инвертора, то устранить ее можно самостоятельно или при помощи специалистов сервисных служб. Очень часто перегрев связан с плохими контактами между элементами электронной схемы и устранить эту проблему можно, выполнив их ревизию. Намного сложнее ситуация, когда из строя выходят электронные компоненты инвертора. В отдельных случаях замена таких компонентов по своей стоимости может быть сопоставима с ценой нового аппарата.
Большим недостатком инверторов данной модели является то, что реальные значения сварочного тока, который они формируют, могут расходиться с паспортными данными на 15–20%. В большинстве случаев это не снижает эффективности использования сварочного оборудования, но тем не менее ухудшает его функциональные возможности.
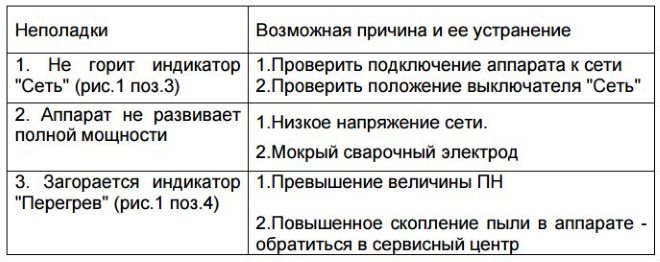
Неполадки, перечисленные в инструкции к сварочному аппарату
Не слишком эффективен модели 202 при работе с деталями, толщина которых превышает 10 мм. В таких случаях (даже с использованием электродов диаметром 5 мм) возможно только поверхностное расплавление металла, а эффективного прогрева соединяемых деталей на всю их толщину не происходит.
В целом отзывы об инверторе данной модели и мнения опытных специалистов свидетельствуют о том, что такой аппарат удобен и надежен в работе, позволяет получать качественные и аккуратные сварные соединения.
схема Ресанта САИ-250GP
схема Ресанта САИ-230АД
схема ресанта САИ 315
схема Ресанта САИПА-165
схема САИПА 190МФ
схема Ресанта ИПР-25
схема стабилизатора Ресанта АСН 5000/1Ц
<p><a href=»http://top.mail.ru/jump?from=2247114″>
<img src=»http://d9.c4.b2.a2.top.mail.ru/counter?js=na;id=2247114;t=210″
style=»border:0;» height=»31″ width=»88″ alt=»Рейтинг@Mail.ru» /></a></p>
<a href=»http://click.hotlog.ru/?2252690″ target=»_blank»><img
src=»http://hit41.hotlog.ru/cgi-bin/hotlog/count?s=2252690&im=313″ border=»0″
width=»88″ height=»31″ title=»HotLog: показано количество посетителей за сегодня, за вчера и всего» alt=»HotLog»></a>
<a href=»http://www.1russianbrides.com»>attractive russian brides from Moscow</a>
Проверка исправности силового блока
Рассмотрим этот этап на примере инвертора Ресанта.
Проверить исправность применяемых в схеме транзисторов, именно они выходят из строя в первую очередь
Обращайте внимание на повреждения корпуса деталей (деформация, прогар). Если такие видимые следы отсутствуют, транзисторы необходимо проверить при помощи тестера.
Следующая деталь, выходящая из строя чаще других, это драйвера, выполненные на базе транзисторов или микросхем
Все детали этого типа так же проверяются при помощи специальных тестеров.
Выход из строя выпрямительных диодов случается несколько реже. При определении неисправности целесообразно проверить весь выпрямительный мост в сборе. Если его сопротивление стремится к нулю, необходимо искать поврежденный диод.
При замене обнаруженных неисправных элементов, следует подбирать аналогичные модификации полупроводниковых приборов. Необходимо обращать внимание на быстродействие полупроводников, их мощность. При монтаже на радиаторы следует применять термопасту, улучшающую теплоотдачу и снижающую возможность перегрева.
Поиск любых дефектов в блоке управления лучше всего доверить специалисту. Вероятность успешного самостоятельного ремонта без специального оборудования и навыков стремится к нулю.
Предупредить любую поломку гораздо проще чем выявить. Поэтому берегите свой сварочный инвертор от попадания влаги, регулярно очищайте от пыли, которая тоже может стать причиной неисправности. И обязательно выбирайте оптимальный режим эксплуатации устройства при сварке различных узлов и деталей.
Всем привет.
Давайте сегодня разберем одного из моих «клиентов» и именно сварочный инвертор «Ресанта — САИ 250 ПРОФ». Почему клиента, потому что неисправность с которой он ко мне поступил на рабочий стол была самой частой в подобного рода сварочных аппаратах — вторичное питание или еще его называют «дежурный источник».
Так вот, этот товарищ собран в данном сварочном аппарате на шим
контроллере SG6859
и полевом транзисторе SPD06N80C3
обвязку и все остальное перечислять нет необходимости.
В чем соль-то спросите вы. А дело вот в чем. Когда пробивает полевик, он тянет за собой шим контроллер и небольшую часть обвязки. Найти на радиорынке детали нужные мне очень сложно. Но слава богу у нас есть китайцы (что бы мы без них делали) вот там-то я их и заказал. Стоимость смешная, но сроки большие, что мне не очень-то и подходило. Но в этом есть и свои плюсы.
Человек который принес мне сварочный аппарат, из-за довольно больших сроков по доставке оригинальных деталей, предложил мне выкупить его. Мы поторговались и я купил у него подбитого «друга» САИ 250 ПРОФ за 3500 руб. Конечно я знал что его отремонтировать мне уже стоило 450 руб. Но зная цену, что он стоит я не думал долго, достал заветные вечно-деревянные и рассчитался с человеком.
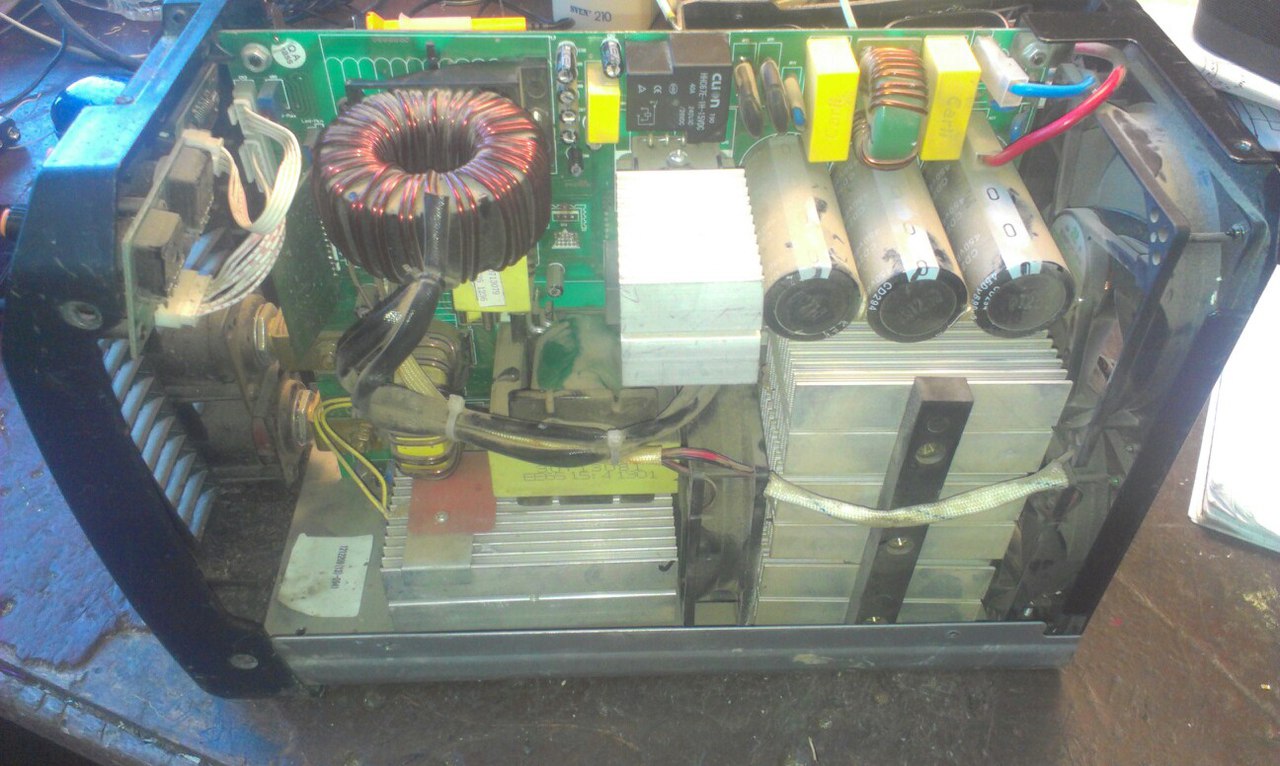
САИ-250 ПРОФ внутри

САИ-250 ПРОФ внутри обратная сторона
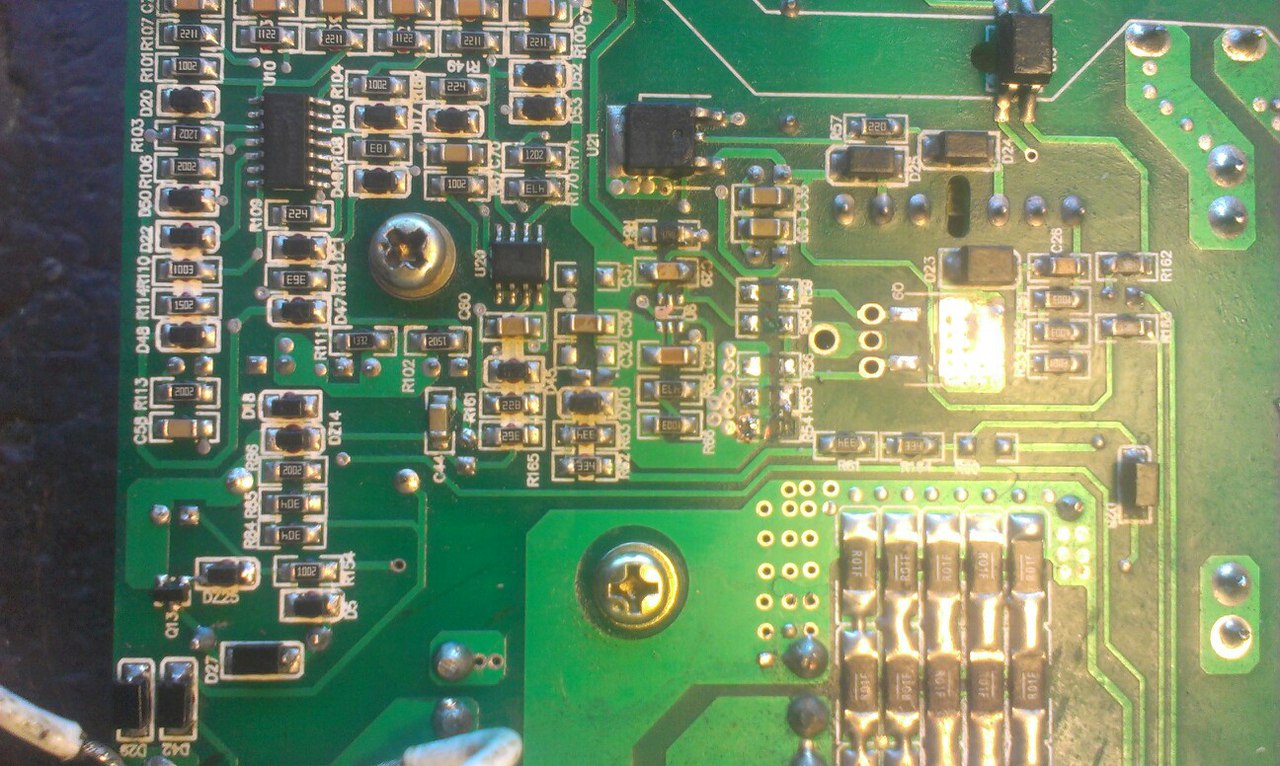
Место где располагается шим и полевик
Не дожидаясь прихода деталей (руки то чесались) я не долго думая сообразил небольшую переделку из интернета и у меня все получилось.
Переделка заключается в следующем:
Берем микросхемку TOP 224
(223, 204, 203)
- Убираем полевой транзистор;
- Убираем шим контроллер;
- Отпаиваем эмиттер оптопарыU8 (участвующей в обратной связи с шим) и припеваем его на вывод «control» TOP 2хх;
Коллектор соединяем с «+» питающим шим по контакту №5 -VDD. Взять его можно с положительного вывода емкости С30; - Сток или (Drain) на место стока бывшего SPD06N80C3
(самая большая площадка); - Исток (Source) на место истока SPD06N80C3;
- Между истоком и затвором (control) припаиваем конденсатор 47 мкФ — 50В
, «-» к истоку. - Вместо сопротивлений 1.3 Омх3, припаиваем сопротивление 6.8 Ом
.
Вот и все. Запускаем и все работает.
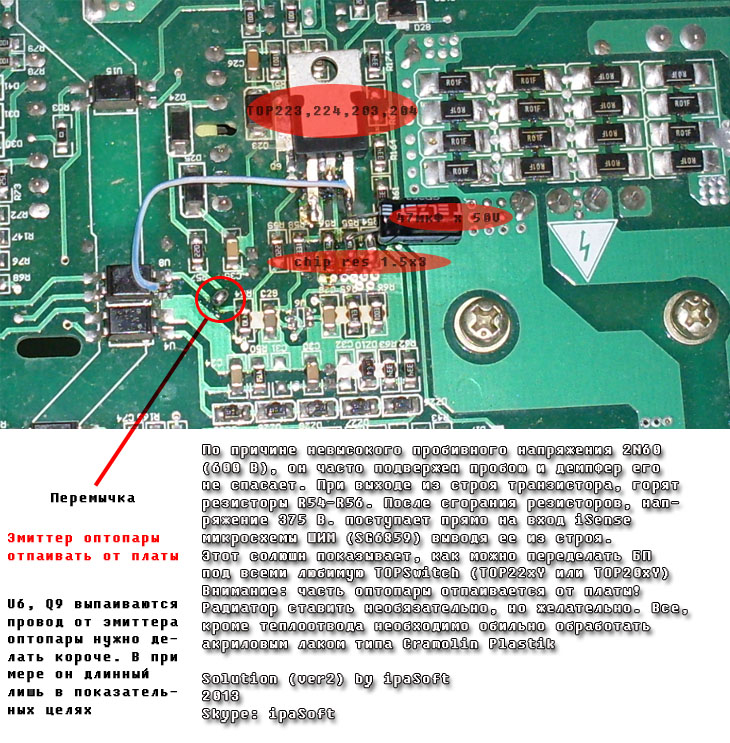
Вот фото доработки (с интернета) не мое изобретение:
Первый вариант
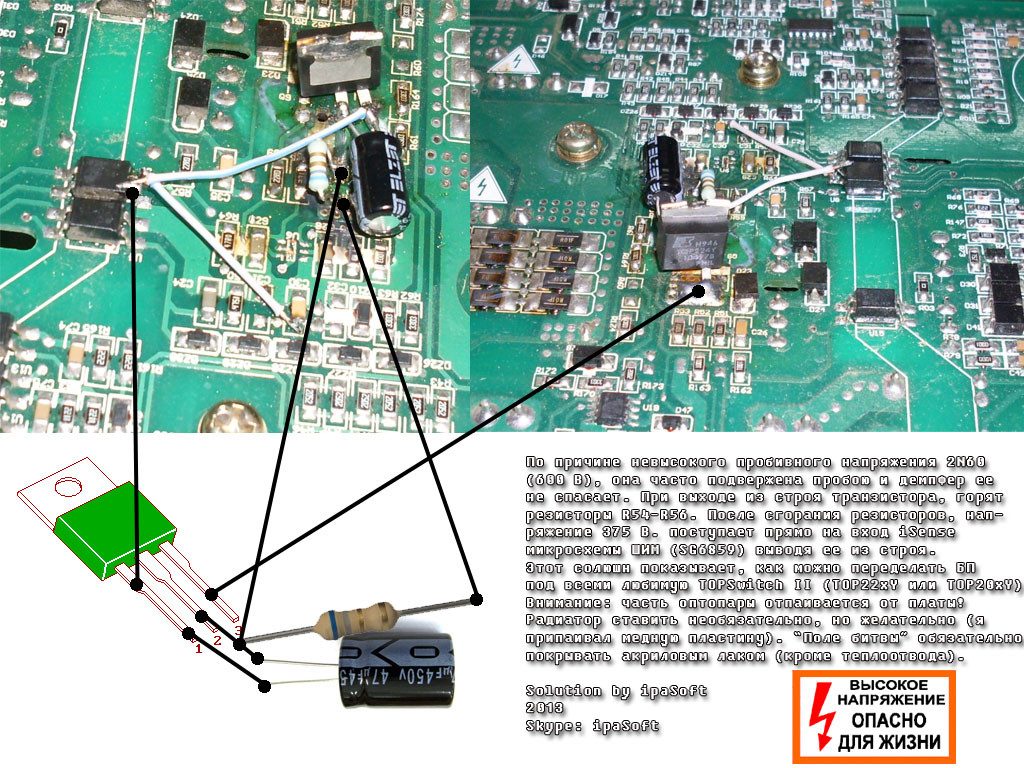
Ниже второй вариант. Лично я делал по первому.
Вот так вот после небольших манипуляций, у меня обосновался сварочный аппарат САИ 250 ПРОФ от РЕСАНТА. Аппарат очень хороший, достойный и уж точно стоит своих денег. Поправочка — денег которые я за него заплатил — 3500 руб.
Особенности ремонта аргонодуговых аппаратов
- Перебои в уровне напряжения питающей сети способны вывести из строя непосредственно транзистор или трансформатор. Кроме того, возможные перегорания контактов и короткие замыкания внутри электрического контура.
- Загрязнение элементов внутри корпуса. Эта проблема очень распространена. Чтобы ее избежать, следует хранить устройство в защитном корпусе, а работы производить вдали от пыльных автотрасс, мест работы болгаркой, продуваемых площадей и мест работы с деревом.
- Ошибки, связанные с подключением аппарата. Чтобы исключить эту ошибку, следует обратиться к инструкции по эксплуатации оборудования и внимательно проверить корректность подключения устройства к сети.

Высокочастотный импульсный трансформатор
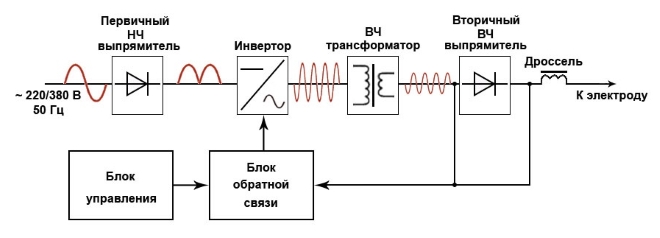
Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным
Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Сварочный инвертор РЕСАНТА САИ 220 GP
Принципиальная схема сварочного аппарата, РЕСАНТА САИ 220. Техническое описание, характеристика, сварочного инвертора. Неисправности при ремонте аппарата, Платы шасси. Скачать
Цифровой источник питания.
Регулируемый источник питания постоянного нап-я 0 ~ 30 В 0 ~ 10A, 110 В/220
Цифровой осциллограф.
Многофункциональный виртуальный цифровой, 2-й канальный осциллограф.
Ремонт сварочных инверторов.
Сварочные инверторы гарантируют своё максимальное качество сварки и безусловный комфорт и стабильную работу, для сварщиков. Но эти достоинства достигнуты, целью более непростой конструкции. И ― что бы там ни заявляли производители инверторов ― меньшей фактичностью в сравнении с правопредшественниками ― трансформаторов и выпрямителей.
В отличие и разницы, сварочных трансформаторов, который является в основной степени электротехническим электроизделием, инвертор сварочный отображает электронное устройство. Что означает, это диагностика и ремонт сварочных инверторов. Предусматривает проверку работоспособности транзисторов, силовых диодов, резисторов, импульсных трансформаторов, стабилитронов и прочих элементов, из которых состоят принципиальные схемы. Нужно уметь обращаться работать с мультиметром, осциллографом, не говоря уже о вольтметрах и прочей измерительной технике.
Спецификой ремонта сварочных инверторов предстаёт. То, что во многих случаях выявить, по характеру неисправности вышедший из строя компонент, непросто или вообще невозможно. Требуется проверять последовательно все узлы управления и элементы монтажной схемы. Из всего вышеперечисленного следует, что успешный ремонт сварочного инвертора своими самостоятельными силами возможен лишь в том случае. Если имеются хотя бы начальные навыки в электронике и наименьший опыт работы с электро-монтажными схемами. В противном случае ремонт своими руками, может обернуться лишь напрасной потерей времени и сил.
И так как установлен но, принцип работы сварочного инвертора заключается в изначальном преобразовании электрического напряжения:
Выпрямлении сетевого тока ― с помощью силовых входных выпрямителей.
Преобразования выпрямленного постоянное напряжения поступает в инверторный модуль где оно вормируется и генерируется в импулсы высокой частоты. Понижении постоянного напряжения и тока до сварочного ― обрабатывается силовым высокочастотным трансформатором. В соответствии с выполняемыми операциями, сварочный инвертор конструктивно состоит из нескольких электронных модулей. К основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами транзисторами. читать дальше
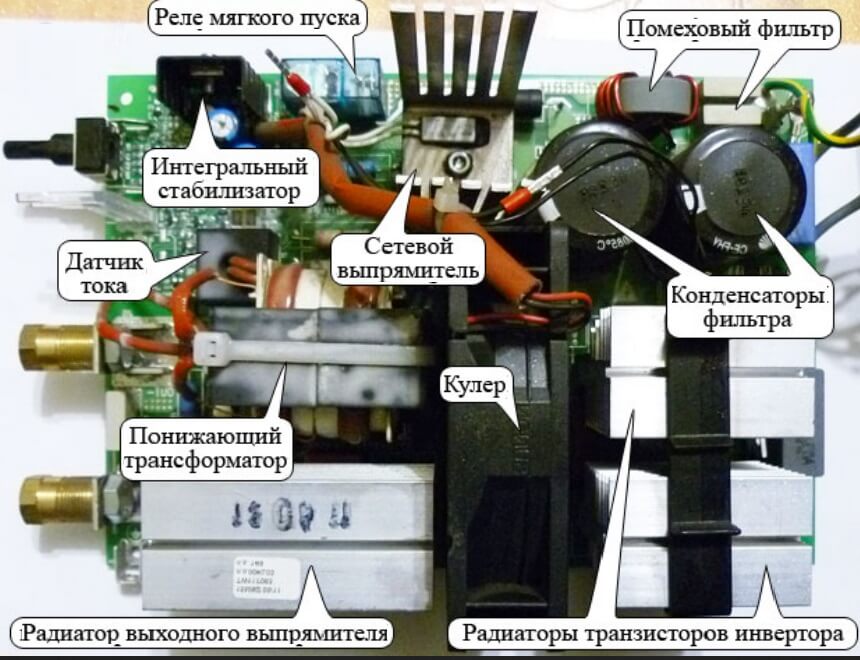
Силовая часть сетевой выпрямитель

Схема инверторного сварочного аппарата.
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.
Схема источника питания инверторного сварочного аппарата.
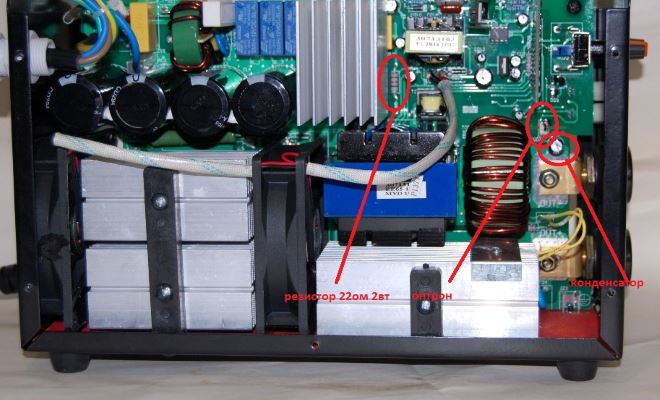
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Этапы проведения диагностики инвертора
Выделяют следующие основные этапы, связанные с диагностикой неисправностей инвертора:
- Не происходит включение оборудования.
- Инвертор выключается сам.
- Прибор сильно шумит.
- Происходит сильный перегрев конструкции.
- Наблюдается обрыв электрической дуги при сварке.
- Плохо регулируется ток.
- Потребление электроэнергии является сверхлимитным.
Если прибор не включается, то основной причиной этому выступает:
- Недостаток сетевого напряжения.
- Срабатывание автомата на щитке.
- Оборудование перестает работать.
Как и что следует проинспектировать в приборе перед его ремонтом?
Схема устройства электронного осциллографа.
Здесь потребуется сделать тщательный осмотр. Внешний вид неисправной части говорит сам за себя, отличаясь покоробленным корпусом. При обнаружении перегоревшего транзистора его требуется заменить на новый. Если внешние дефекты отсутствуют, то с помощью мультиметра необходимо прозвонить транзистор, после чего следует подобрать новый элемент и сделать его качественную установку на место прежнего транзистора.
Силовые транзисторы имеют элементы драйвера, которые следует проверить во вторую очередь. Данный вид деталей является более устойчивым к повреждениям, поскольку это может случиться с элементами, приводящими в действие сами драйверы. Сделать проверку работоспособности силовых транзисторов позволяет омметр, после чего деталь можно выпаять и заменить аналогом.
Из чего состоит инвертор?
Если возникли трудности при обнаружении дефектов, то очень важно осуществить проверку выпрямителей, соединенных за счет диодных мостов, смонтированных на основе радиатора. Эти элементы инвертора имеют значительную жизнестойкость, поскольку может произойти поломка внутри механизма
Диагностика диодного моста требует вначале осуществить его освобождение паяльником от любых проводов, сняв соответственно с платы управления. Значительно облегчает работу с инвертором отсутствие зависимости цепи от короткого замыкания. Выпаять неисправный диод помогает паяльник, оснащенный отсосом.
Оканчивая осуществлять диагностику, производят осмотр платы, позволяющей управлять ключами. Эта деталь является непростым и важным элементом аппарата. Оканчивая осуществление ремонта инвертора, проверяют работу сигналов управления, которые должны поступать к шинкам затворов модуля ключей.

Схема устройства передней панели инвертора.
Контроль данного сигнала управления не является сложным, так как можно использовать осциллограф. Если случай является неясным, то потребуется вмешательство эксперта.
Долгая и бесперебойная работа инвертора может быть обеспечена за счет соблюдения особых правил:
- Проведение технического осмотра сварочного инвертора перед началом работы с ним и подготовка рабочего места.
- Установка прибора в горизонтальное положение, что позволит подготовить рабочее место.
- Подключение сварочных кабелей к силовым разъемам прибора: к электрододержателю со знаком “+”, а на массу – со знаком “-“.
- Проверка фиксации кабельных вставок в паяльных гнездах путем их поворота по направлению часовой стрелки.
- Подключение электроприбора к электросети питания, вставляя в розетку электрическую вилку.
- Переключение выключателя в расположение “ON”, чтобы включить вентилятор.
- Осуществление пробного зажигания дуги.
- Ручкой регулятора тока выставляют необходимый режим для проведения сварочных работ.
Если следовать рекомендациям, связанным с правильным техническим обслуживанием прибора, то он будет служить долгое время:
Структурная схема цифрового вольтметра с времяимпульсным преобразователем.
- Категорически запрещается использовать прибор со снятым кожухом долгое время.
- Следует чаще производить осмотр внутренних узлов прибора, что определяется частотой применения прибора и степенью загрязнения рабочего пространства.
- Пыль, которая накоплена в приборе, следует удалять путем применения сжатого воздуха при низком давлении, то есть меньше 10 бар.
- Очистку электронных плат не производят за счет струи сжатого воздуха, а только с помощью небольшой щетки.
- До выполнения работ следует осуществить проверку безопасности при креплении силовых разъемов в соответствующих гнездах прибора, проверить сетевую вилку, розетку и изоляцию электронного кабеля.
- Транспортировка и хранение прибора должны соответствовать погодным условиям.
- При перевозке прибора транспортом его можно поставить и в вертикальное положение.
- Хранение прибора осуществляется только в сухом помещении, где относительная влажность воздуха составляет 80%.
- Инвертор хранится отсоединенным от электросети.