Типы и схемы сварочных аппаратов инверторного типа
Содержание:
- Сварочный аппарат своими руками
- Изготовление самодельного сварочного трансформатора для дома
- Принцип работы мини инвертора
- Необходимые материалы для изготовления аппарата
- Как работает сварочный инвертор
- Преимущества и недостатки
- Многожильный провод
- Изготовление своими руками
- Преимущества и особенности
- Общие сведения о сварочном инверторе
- Выбор обмоток
- Настройка и тестирование
- Аппарат для сварки на маломощном трансформаторе
- Самодельный аппарат для сваривания
- Характеристики некоторых моделей
- Споттеры технология применения и устройство прибора
- Специфика сварки аргоном
- Технологический процесс аргонной сварки
- Настройка сварочного инвертора
Сварочный аппарат своими руками
Технология построения мини инвертора самостоятельно уже не является ни для кого секретом, все советы по тому, как собрать мини сварочный аппарат своими руками, доступны со всеми подробностями. Для начала, рассмотрим какие именно материалы, нам понадобятся для создания этого чуда.
Все инструменты и материалы выкладываются на стол, чтобы не отвлекаться на их поиски в процессе работы и не терять концентрацию. Теперь переходим непосредственно к списку:
- Понадобятся электроды;
- Паяльник и припой для него;
- Инструменты: напильник, пинцет, лупа и зубило;
- Асинхронный статор от двигателя;
- Детали для радиотехники;
- Медный или алюминиевый провод. Возможно, лучше использовать медный провод, так как температура его плавления значительно выше, чем у алюминия, также он проведёт высокое напряжение;
- Чтобы собрать трансформатор, понадобятся листы сердечника Ш или П-образной формы. Они продаются во многих магазинах с электротоварами.
- Изоляция, чтобы сделать обмотки.
Теперь для самостоятельной сборки аппарата всё готово. Стоит сразу приготовиться к монотонной и скучной работе, если сомневаетесь что выдержите не один час однообразных действий, лучше не начинать. Приступаем к первому этапу;
- Первым делом изготовляются основания для обмоток. Все материалы, являющиеся диэлектрическими, подходят на 100%. Когда материал выбран, изготовляются формы.
- Затем сделайте изоляцию всех деталей с помощью термостойкой изоленты в 2 слоя. Далее укладывается обмотка. Медный провод, который мы рекомендовали до этого, лучше использовать со стеклянной изоляцией, для возможного повышения температуры. Это обезопасит устройство от перегрева, но потребует дополнительных денежных затрат. Обмотку стоит наносить тщательно и не допускать пробелы. Следуя из нужной Вам мощности, делаются отводы на требуемых отрезках обмотки.
- Далее происходит сборка магнитопровода для трансформатора. Для такого вида устройств, существует специальный материал, его и используем. Собрав всё воедино, стоит проверить каждую обмотку на присутствие сбоев и ошибок.
- Собирается диодный мост и крепится к устройству. Нужны диоды В200-ой серии или КВРС5010. На каждый диод приходится 50А, поэтому берём 5 штук, так как мощность аппарата 220А.
- Перед соединением диодов с дросселем, им потребуется радиатор, чтобы отводить температуру;
- Если есть желание наладить систему охлаждения, внутрь системы устанавливается вентилятор.
https://youtube.com/watch?v=z_WxP5CwHSA
Изготовление самодельного сварочного трансформатора для дома
Самодельный сварочник, как правило, представляет собой трансформатор или выпрямитель. Инвертор или полуавтомат изготовить дома может не каждый.
Для создания правильного аппарата, необходимо знать устройство и принцип действия сварочного трансформатора.
При работе с толстостенными металлическими заготовками используются мощные трансформаторы переменного тока. Типовая схема представлена на рисунке.
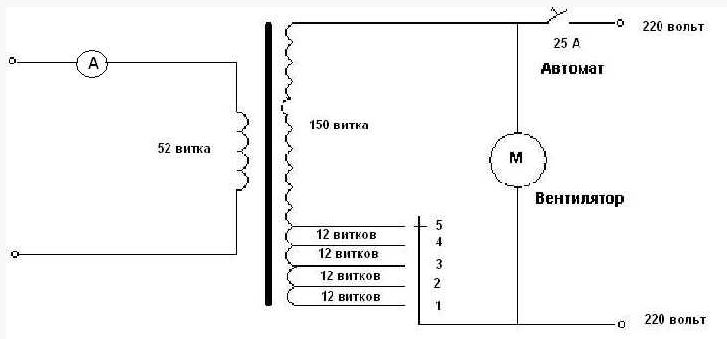
С помощью контактов 1,2,3,4.5 осуществляется регулировка количества витков на первичной обмотке – что позволяет выбрать необходимый ток сварки. В данном случае определение «чем больше, тем лучше» не подходит. Слишком высокий ток может просто расплавить металл. Для нормальной работы трансформатора необходим диапазон регулировки 50-200 ампер.
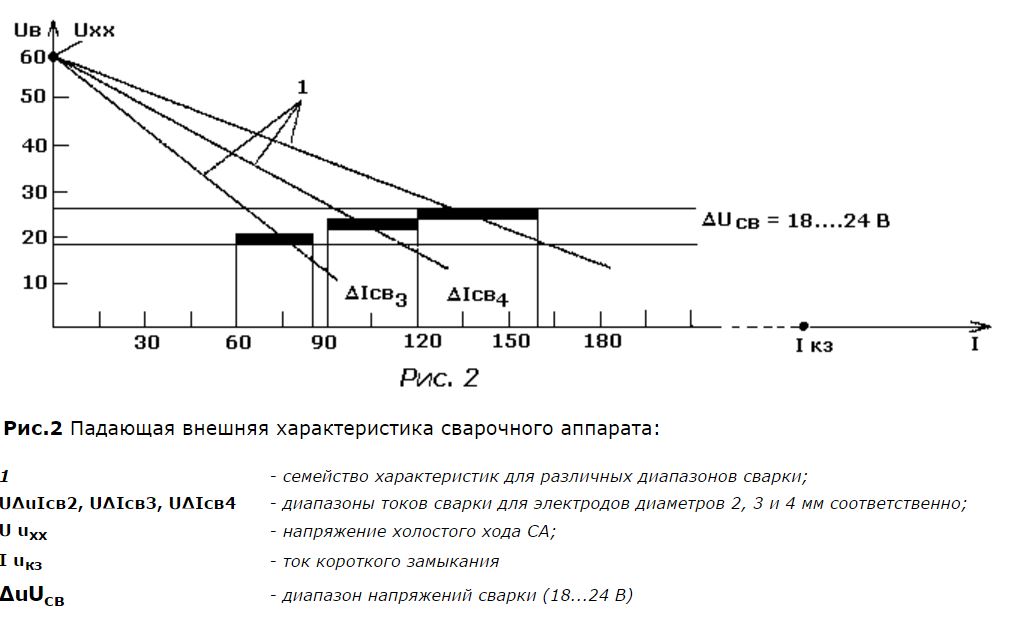
При сборке сварочного трансформатора необходимо провести элементарный расчет параметров. Электроды переменного тока имеют диаметр более 2мм. Ток в несколько десятков ампер дает относительно устойчивую дугу на толщинах металла 2-5 мм. Для воспламенения дуги выходное напряжения обязано быть в пределах 60-65 вольт.
Сварочный ток Iсв рассчитывается исходя из диаметра электрода.
Формула для расчета: Iсв=КК1*D
Iсв – сварочный ток в Амперах.
К1 = 30-40 (коэффициент, величина которого определяется типом и размером электродов)
D = диаметр электрода в мм.
ВАЖНО! При коротком замыкании, ток не должен превышать рабочее значение на 30-35%
График зависимости силы сварочного тока от напряжения приведен на рисунке:
При работе с тонкими металлами необходим сварочный выпрямитель. Принцип работы такой же, как у трансформатора, только на вторичную обмотку нагружается выпрямитель.
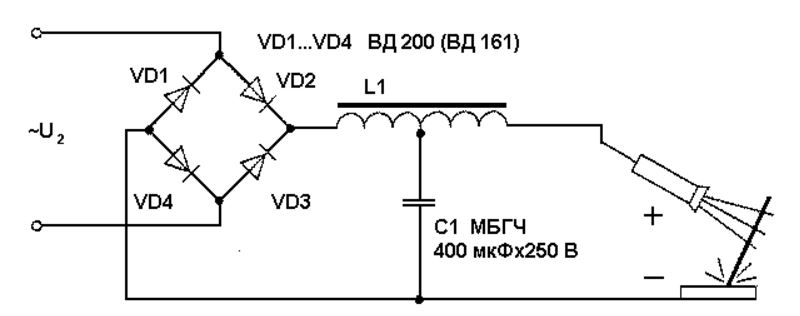
Напряжение холостого хода на обмотке должно быть в диапазоне 70-75 вольт, для устойчивой работы дуги при относительно небольших токах.
Для поддержания стабильного напряжения при сварке (точнее – для защиты дуги от его пульсаций) в схему добавлен дроссель с конденсатором.
Принцип работы мини инвертора
Компактный аппарат состоит из таких комплектующих, как:
- реле пуска;
- фильтр помех;
- датчики тока;
- транзисторный радиатор;
- сетевой выпрямитель;
- конденсаторы фильтра помех;
- радиатор выпрямителя;
- интегральный стабилизатор;
- охладительная система.
Познакомимся поближе с принципом действия аппарата. В инверторе находится выпрямитель, на который и поступает ток. Он переходит из переменного в постоянный. Затем происходит снижение напряжения. Регулятором выставляется значение, до которого должен произойти спад. Далее на более высокой частоте ток снова перейдёт в переменный.
Затем происходит преобразование на трансформаторе.
Необходимые материалы для изготовления аппарата
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.
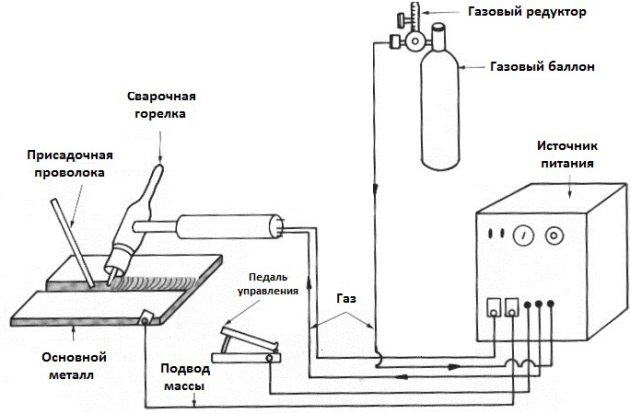 Схема сварки переменным током
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных
В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
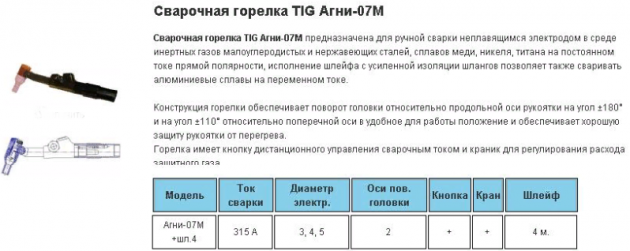 Горелка для аргонной сварки
Горелка для аргонной сварки
Как работает сварочный инвертор
Принцип действия этого устройства основан на изменении энергии постоянного тока в переменный повышенной частоты. Причем сам процесс управляется микропроцессором и на выходе получается увеличение частоты и силы тока. Он выполняется дважды. На первом преобразователе ток из сети превращается в постоянный, на втором – он снова станет переменным, с той лишь разницей, что напряжение будет более низким, а частота – высокой.
Смотрим видео, виды сварочных аппаратов и принцип их работы:
Чтобы было более понятно стоит рассмотреть работу конкретной модели мощного сварочного инвертора на 160 ампер, собранного своими руками. Он в процессе выполнения сварного шва может использовать электрод четверку. Но прежде чем приступить к работе нужно замерить напряжение в сети. Оно не должно быть ниже 220 В иначе будет происходить залипание электрода. В противном случае придется воспользоваться более мощным аппаратом.
После того, как инвертор запущен процесс сварки происходит так же как с оборудованием другого типа с той лишь разницей, что для образования дуги не потребуется точного удержания зазора.
Преимущества и недостатки
Маленький сварочный аппарат в первую очередь удобен при транспортировке и хранении. Малые габариты и вес, наличие ремня позволяют производить сварочные работы в труднодоступных местах. С ним можно работать практически везде, единственное требование – наличие сети 220 В.
В аппаратах предусмотрена регулировка сварочного тока. Специальные стабилизаторы обеспечивают стабильное горение электрической дуги, что позволяет получать качественный сварной шов.
Для начинающих сварщиков это очень удобные устройства. В сравнении с профессиональным сварочным оборудованием мини аппараты имеет невысокую стоимость.
Недостатки тесно связаны с достоинствами. Малые габариты и вес не позволяют создавать аппараты большой мощности. Как следствие, невозможность работать с электродами больших диаметров.
Невозможно варить толстостенные заготовки, поскольку для этого не хватает силы сварочного тока. На предельных режимах работы возникают проблемы из-за перегрева оборудования. Малые размеры сильно ограничивают функциональные возможности мини сварочного аппарата.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Изготовление своими руками
Зачастую в домашнем хозяйстве скапливается много старых приборов типа телевизоров, микроволновок и прочего электрического добра. При желании их детали можно использовать для изготовления полезных устройств для сварки.
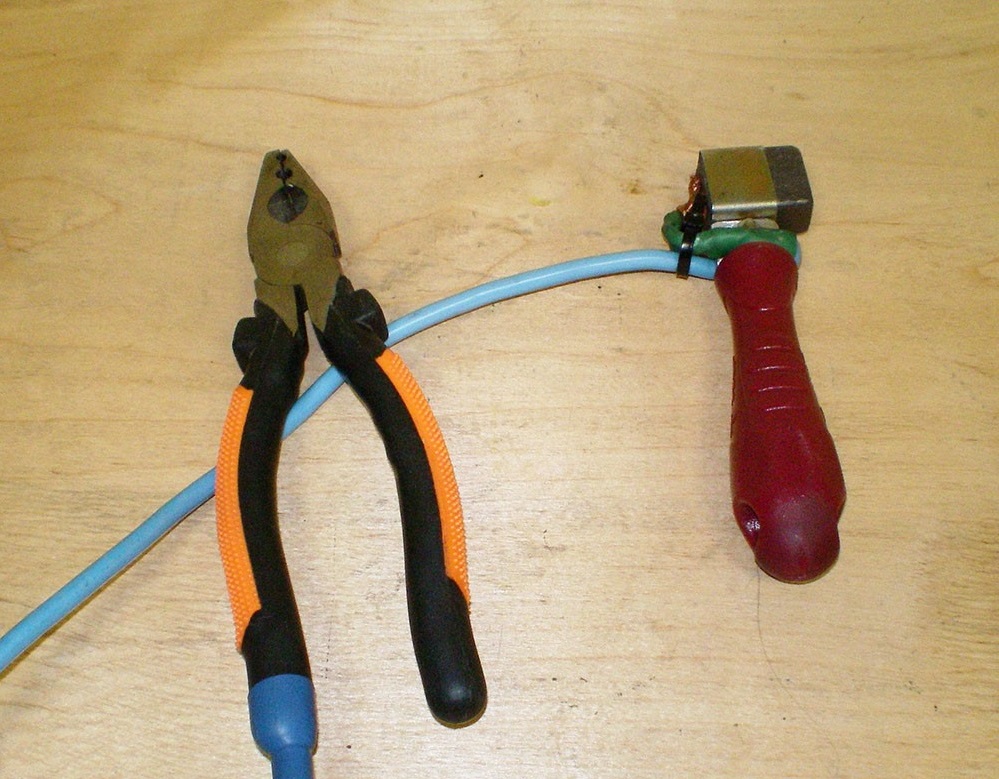
Точечная сварка
 Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Она необходима для приваривания никелевой пластины к литиевому аккумулятору ноутбука при ремонте. Основные компоненты, которые требуются для изготовления :
- трансформатор малой мощности;
- диодный мост;
- батарея конденсаторов;
- автомат на 20А;
- мощное токовое реле;
- два медных прутка (жала от паяльников).
Чтобы сделать мини сварочный аппарат, из трансформатора нужно удалить вторичную обмотку. Вместо нее наматывают три витка .
Вторичную обмотку подсоединяют к диодному выпрямителю. Его выход подключается к батарее параллельно соединенных конденсаторов. Выходы конденсаторов через реле подключают к медным электродам.
Сварка осуществляется в два этапа. На первом этапе происходит зарядка батареи конденсаторов. На втором, при совмещении свариваемых деталей, прижатию к ним медных электродов и переключении реле, происходит разряд накопленной энергии.
Во время разряда протекает большой ток, расплавляющий металл в точке прижатия электродов. В результате после остывания детали надежно свариваются.
Миниатюрный инвертор
 Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Ток должен регулироваться в большом диапазоне. Аппарат должен работать от бытовой электрической сети 220 В. После этого можно подобрать простую схему прибора наиболее близко подходящего по параметрам.
Большую часть компонентов для мини аппарата можно взять из старых электрических приборов, но некоторые элементы придется приобретать в магазине.
Состав инвертора уже описывался, он практически одинаков для всех видов, различия в комплектующих и дополнительных функциях.
Для начала потребуется ферритовый сердечник Ш8х8. Первичная обмотка наматывается проводом ПЭВ 0,3. Количество витков 100. Вторичную обмотку мотают медным проводом сечением 1 мм2. Здесь витков всего 14-15.
Третья обмотка наматывается проводом ПЭВ 0,2 в количестве 15 витков. Четвертая и пятая обмотки мотаются проводом сечением 0,35 мм2 по 20 витков. В качестве системы охлаждения можно установить компьютерный вентилятор от старого блока питания.
Все элементы собирают на одной плате, транзисторные ключи устанавливают на радиаторы. Если имеется старый корпус от электроприбора, можно использовать и его.
На лицевую панель выводят световую индикацию в виде светодиода, разъемы для сварочного кабеля и ручку регулятора сварочного тока. Выключатель и предохранитель обычно устанавливается на задней стенке прибора.
Все типовые схемы проверены, так что при правильной сборке аппарат должен заработать сразу.
Преимущества и особенности
Сварочные аппараты для дома мини, имеют такие отличительные характеристики, как компактный размер и легкий вес. Чтобы его было удобно брать с собой практически на все модели устанавливается специальный ремень для плеча. Это позволит не только удобно переносить устройство, но и работать с ним на высоте. Так какими же конкретными плюсами и преимуществами обладает данный вид и почему стоит выбирать именно его?
- На первом месте это удобство его эксплуатации и хранения у себя дома;
- Все параметры регулируются с высокой точностью до мелочей;
- Хоть оборудование и миниатюрное, мощности ему хватает с головой, как и широкого рабочего диапазона;
- Специальные стабилизаторы поддерживают стабильность горения дуги;
- При использовании агрегата опытным сварщиком, всегда есть возможность добиться качественного уровня шва;
- Мини аппарат не отличается высокими показателями потребления электроэнергии;
- Приемлемая цена;
- Чтобы подключить устройство понадобится обыкновенная розетка;
- Присутствует удобный ремень для транспортировки.
Но есть и свои недостатки, хоть они и незначительные, о них стоит упомянуть:
- Рассчитывать на дополнительные параметры и высокие характеристики не приходится, так как попросту эти способности не влезут в миниатюрный агрегат;
- Иногда может возникнуть перегрев в связи с работой на большой мощности;
- Комплектация будет базовой;
- Силы тока маленького аппарата не всегда хватает на толстые заготовки;
- Отсутствует возможность работы с электродами, размеры которых выше среднего.
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Выбор обмоток
Крепление выводов – схема
Обмоточный медный провод в изоляции стеклотканевого исполнения – хороший вариант для сетевой первичной обмотки. Можно также использовать провода с изоляционным слоем из резиноткани и резины, для которых характерна удовлетворительная теплостойкость. Конструктивные особенности любительских СА предполагают эксплуатацию с повышенной температурой, поэтому применение проводов с ПВХ оболочкой. В таких случаях токопроводники либо очищаются от изоляции, либо обматываются изолентой.
Способы выполнения обмоток на аппарате стержневого типа – схема
Для вторичной обмотки пригодны многожильные трехфазные силовые кабеля, а также гибкие модификации из нескольких токопроводников. Главное условие – надежная изоляция и соответствие сечения обмотки требуемому значению.
Нанесение обмотки на сердечнике тороидального типа – схема
При сильном гуле и превышении тока значений 2-3 А причина всегда одна – занижение числа витков первичной обмотки. Для нормальной работы необходимо выполнить дополнительную подмотку, что устранит гудение, перегрев и обеспечит показатели холостого хода в 1,5А. Проверка изготовленного аппарата и его настройка выполняются тестированием электродами разного вида и электроизмерительными приборами – вольтметром переменного тока 70-80в и амперметром аналогичного исполнения на 180-200 А.
Подключение измерительных приборов – схема
Схема измерителей напряжения и тока сварки и конструкция трансформатора тока
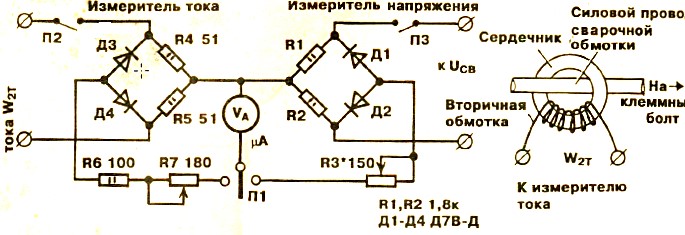
Прибор измерения напряжения присоединяется к выходной обмотке. Тестер, контролирующий параметры напряжения сварки, используется для процесса настройки. На конечное деление шкалы с использованием переменного сопротивления R3 устанавливается стрелка прибора. Градуировка прибора способом снятия нескольких контрольных точек способствует достижению большей точности показаний.
Калибровка измерителя тока выполняется несколькими измерениями с различными значениями сопротивления. После этого выполняется согласно действующим рекомендациям установка прибора на корпус аппарата.
К особому классу относятся СА, в основу конструкции которых заложены различные осветительные трансформаторы осветительного типа. Особенность этих приборов – мощность 2,5-3 кВт и напряжение на выходе 36в.
← Предыдущая страница
Следующая страница →
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
 Обязательно нужно проверить устройство перед использованием
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
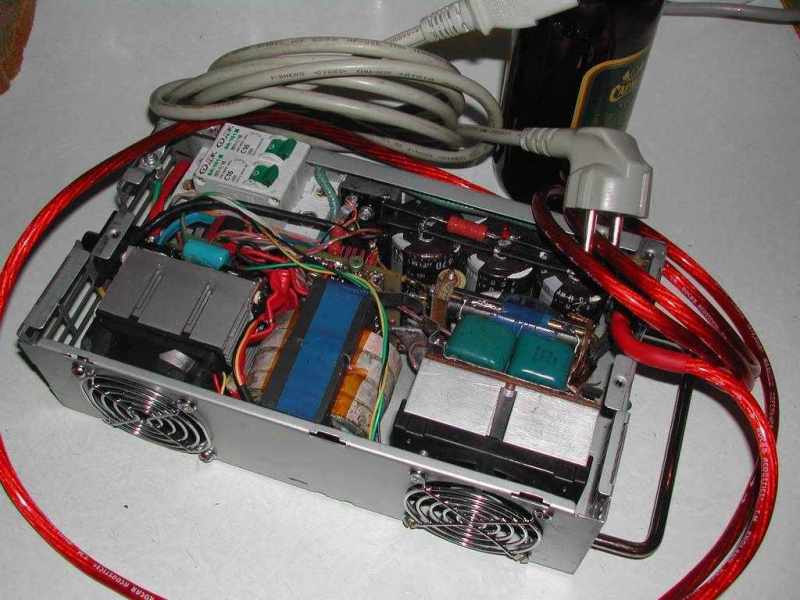
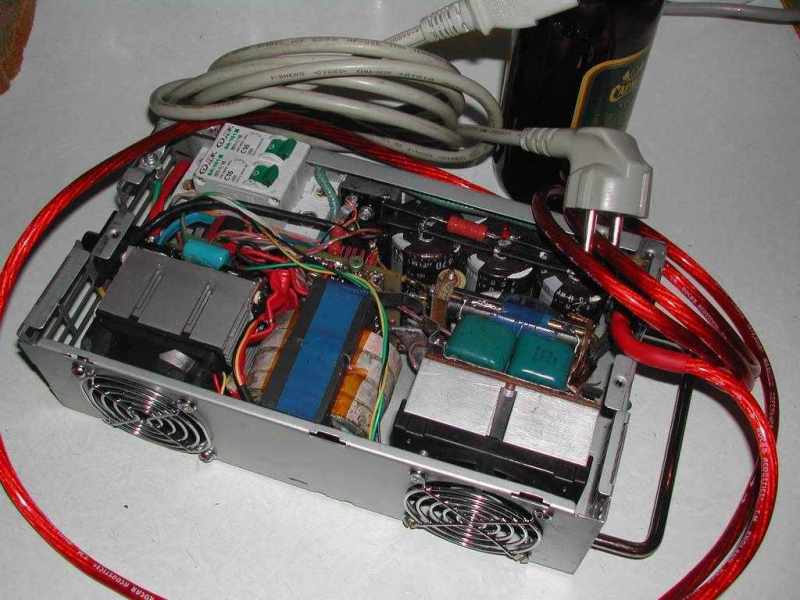
Видео: Сварочный инвертор из ATX блока питания
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
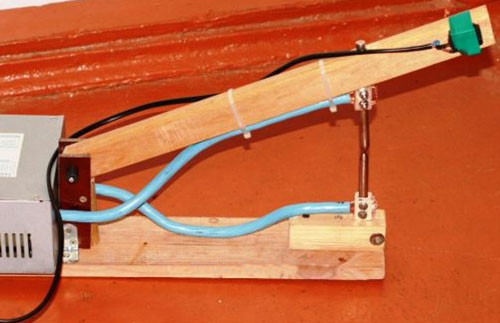
Аппарат для сварки на маломощном трансформаторе
Для маломощных сварочных работ можно воспользоваться обычным понижающим мини трансформатором с первичной обмоткой 220 В и с вторичной обмоткой 6-42 В, с током на II обмотке не меньше, чем 1А. В качестве электрода используется обычный графитовый стержень от простого карандаша или пальчиковой батарейки.
 Для сварки служит графитовый стержень – в зависимости от площади свариваемых деталей. Рабочий конец стержня затачивается, а для держателя графитового электрода можно взять обычный щуп-крокодил. Таким электродом лучше всего сваривать медную или железную проволоку небольшого диаметра (0,8-2,5 мм).
Для сварки служит графитовый стержень – в зависимости от площади свариваемых деталей. Рабочий конец стержня затачивается, а для держателя графитового электрода можно взять обычный щуп-крокодил. Таким электродом лучше всего сваривать медную или железную проволоку небольшого диаметра (0,8-2,5 мм).
В месте сварки провода скручиваются в жгут и соединяются с выводом II обмотки самодельного трансформатора. Графитовый сварочный электрод соединяется с другим выводом вторичной обмотки трансформатора, и при контакте металл плавится, тут же застывая в виде капли. При работе стержень будет уменьшаться, поэтому его необходимо постоянно затачивать.
Самодельный аппарат для сваривания
Аппарат для сваривания весьма востребован, поскольку он технически не сложный и довольно простой в применении. Что бы его сделать самостоятельно, не потребуются никакие технические образования. Необходимо только стремление, немного знаний и, разумеется, приготовиться к труду и не большой трате денег.
Если создавать аппарат для сваривания собственноручно, то затраты по финансам намного снизятся, чем при покупке нового в магазине, ну и разумеется во множествах случаев он будет уступать по качеству и по внешнему виду от тех, которые находятся за витриной.
В данной статье хотелось бы все подробно описать, рассказать о том, как смастерить небольшой аппарат для сваривания собственными руками, а также про приспособления и материалы которые для этого потребуются. Все поэтапно распишем по изготовлению и предоставим полезные советы, которые помогут в данной работе. После прочтения статьи, у вас получиться изготовить обычную самодельную сварку в бытовых условиях, причем получится сэкономить вполне значимую сумму.

Требуемый материал и приспособления
Первым делом, чтобы процесс изготовления проходил максимально эффективно и с наименьшими затратами по времени, понадобиться приобрести все что нужно для создания. Механизмы и приспособления, будут необходимы при сборке. Для того чтобы не было лишних покупок ошибочного материала хотелось бы предоставить список всех нужных инструментов для данного дела. Здесь потребуется такие приспособления как:
Для изготовления трансформатора понадобятся листы сердечника, О., Ш., либо П- образной формы. Если такого материала не будет, можно будет организовать их покупку в различных магазинах с электротоварами;
Медный или алюминиевый провод. Во многих случаях применяется медный, поскольку его выдержка к большому напряжению и температуре значительно устойчивее, чем у алюминия;
·Асинхронный статор от двигателя;
·Изолированная обмотка, к примеру, лаковая или стеклоткань;
·Электроды;
·Детали для радиотехники;
·Простой паяльник;
·Небольшие приспособления: зубило, напильник, пинцет и лупа;
·Припой для паяльника.
После приобретения всего описанного, можно непосредственно приступать к сборке аппарата собственноручно.
Характеристики некоторых моделей
 Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Теперь инверторные сварочные аппараты стали своего рода стандартом, и только более миниатюрные приборы называют мини аппаратами.
К категории мини относится инверторный аппарат «Спец мини 210». Он весит всего 2,5 кг и отличается компактными габаритами 190х200х290 мм. Максимальный сварочный ток составляет 210 А, потребляемая мощность 6 кВт, напряжение 220 В.
Старшая модель «Спец мини 250» имеет сварочный ток 250 А, мощность потребления 8 кВт, питается от бытовой сети 220 В, а вес составляет 4,2 кг.
Устройство «Радуга 180 мини» имеет сварочный ток 180 А, мощность 5 кВт и массу 6 кг. Все сварочные аппараты могут варить электродами от 1,6 до 4 мм. Одними из лучших в этом классе являются сварочные аппараты финского производителя «Кемппи», например, модель Kemppi Minarc 150VRD.
Этот аппарат способен работать в режиме ручной и аргонодуговой сварки. Он автоматически корректирует параметры дуги, а электроды может использовать любые, особых требований нет.
Устройство может работать в условиях повышенной влажности и пыли, при отрицательных и положительных температурах. Имеет малые габариты и вес около 4 кг.
Сложно сказать, какая модель сварочного аппарата является самой маленькой в мире, поскольку уже многие компании производят такие устройства. Причем ценовая палитра довольно широка. Наиболее доступными считаются китайские модели.
https://youtube.com/watch?v=dgXEBl28-bo
При соблюдении инструкции по эксплуатации мини оборудование прослужит долго. Главное, не превышать предельное время сварки, использовать только рекомендуемые марки и диаметры электродов, постоянно контролировать систему охлаждения.
Споттеры технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.

Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Специфика сварки аргоном
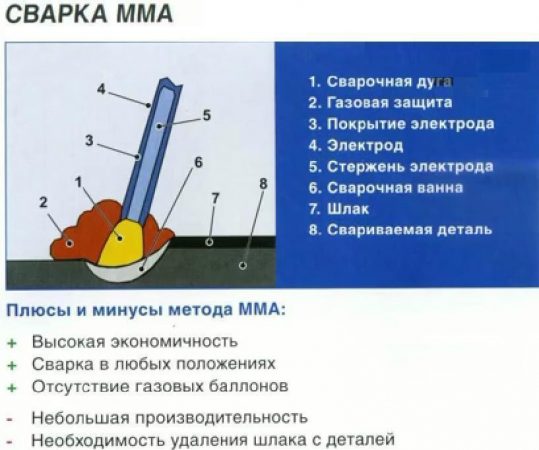
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
 Функциональные возможности сварочного инвертора
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
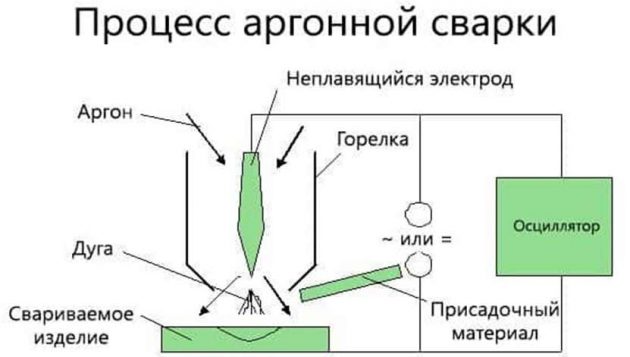
Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
 Осциллятор для сварки
Осциллятор для сварки
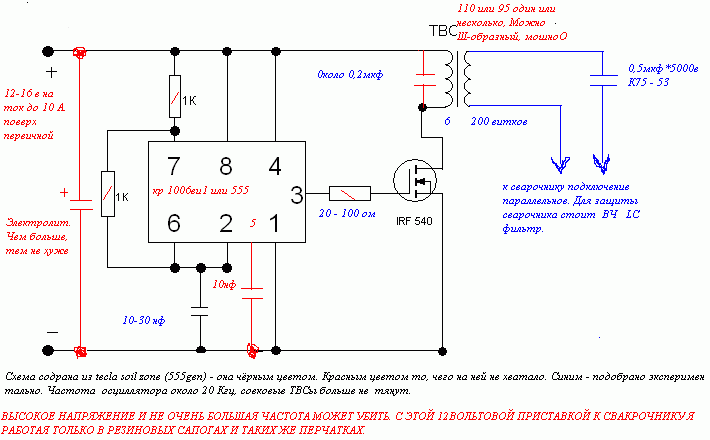
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
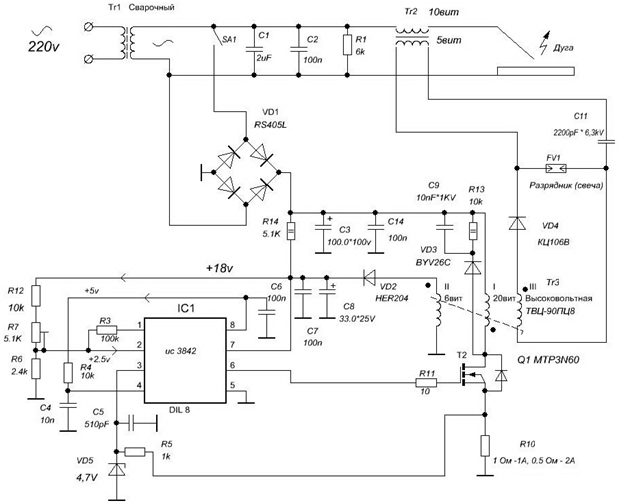
Настройка сварочного инвертора
Трансформатор отключен от высоковольтной части. Вместо трансформатора подключаем лампочку на 220 В мощностью от 40 до 100 Вт. Датчик температуры ещё не вклеен в радиатор. Включаем инвертор в сеть. Через пару секунд должно включиться реле. Лампочка загорится, но не в полный накал. Зелёный светодод зажигается при наличии питания + 5 В. Красный светодиод должен быть погашен. Если горит — проверяем правильность подключения датчика температуры.
Если всё так, с помощью паяльника, либо с помощью лампочки, которая светится начинаем нагревать датчик температуры. При тепереатуре, примерно 55 градусов должен включиться вентилятор. В этот момент нужно проверить напряжение на ообмотках обеих реле. Если напряжение выходит за пределы от 11 до 14 В, необходимо подбирать сопротивления резисторов R2 и R3.
Продолжаем нагревать датчик температуры. При тепературе, примерно 71 градус должен загореться красный светодиод, лампочка должна погаснуть, вентилятор продолжает вращаться.. Дальнейший нагрев не имеет смысла, так как ни к каким изменениям режимов работы инвертора это не приведёт. Термозащита выполнила свою функцию.
Убираем датчик тепературы из зоны нагрева, датчик начинает остывать. При температуре, примерно 55 градусов, должна загореться лампочка, а при 40 градусах должен отключиться вентилятор.
Если всё так, убираем лампочку, подключаем трансформатор согласно схемы соблюдая фазировку обмоток. То же относится к трансформатору тока. Вклеиваем датчик температуры в отверстие радиатора. Включам инвертор в сеть. При первом включении задание тока устанавливается минимальным. Кликая кнопками увеличиваем и уменьшаем задание тока. Всего 16 позиций. Активное изменение задания сопровождается кратковременным зажиганием красного светодиода и характерным щелчком в трансформаторе. Если задание минимально (1-я позиция), то клик кнопки «ButtonDown» не приведёт к зажиганию красного светодиода и не будет щелчка в трансформаторе. Такая же реакция будет при клике кнопки «ButtonUp» если задание уже максимально (16 позиция). Выключение инвертора из сети не изменит текущего задания, поскольку при каждом изменении задания происходит его запись в энергонезависимую память мироконтроллера.
Если всё так, нагружаем инвертор мощным реостатом сопротивлением 0,25 Ом и замеряем ток нагрузки. Ток должен изменяться примерно на 5-7 А при изменении задания на 1 позицию. При этом соответственно должна изменятся ширина импульсов на затворах ключей.
Если всё так, можно пробовать варить. Пределы задания тока можно изменить если впаять резистор R1 другого номинала. Увеличение этого сопротивления приведёт к увеличению максимального и минимального тока, уменьшение — к уменьшению.

Вес аппарата со сварочными проводами 8 кг.
Самодельный сварочный аппаратСамодельный аппарат точечной сваркиСамодельный ЧПУ станок своими рукамисвоими руками