Сварочный инвертор Ресанта САИ-220 характеристики, схемы, отзывы покупателей
Содержание:
- Конструкция сварочного инвертора
- Как работает сварочный инвертор
- Технические компоненты
- Краткая информация об инверторах для сварки
- Область применения и технические характеристики
- Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН Портал инженера
- Особенности самостоятельного ремонта инвертора
- Силовой блок и его ремонт
- Неисправности и их варианты
Конструкция сварочного инвертора
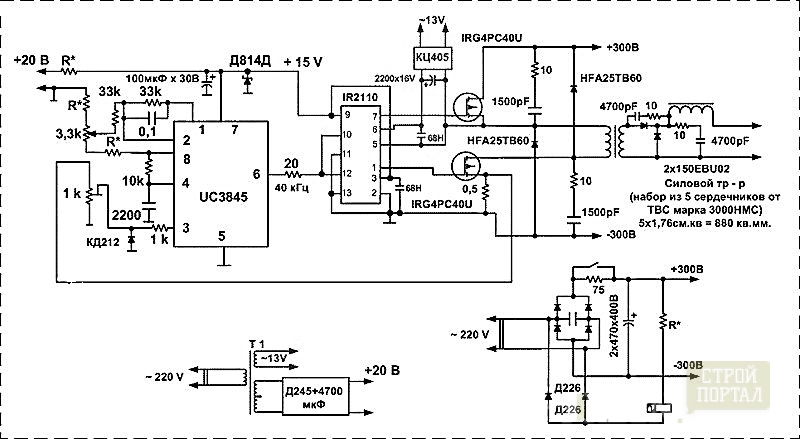
Сварочный инвертор представляет собой электронное устройство, разделенное на модули и «выдающее» постоянный ток, имеющее защиту от КЗ, избыточного выделения тепла. В схему сварочных аппаратов входит преобразователь (частота 100 кГц) и четыре ключа, которые состоят из 4-х полевых транзисторов каждый, закрепленных на теплоотводящих радиаторах. Обмотка трансформатора (сердечник отсутствует) преобразователя выполнена проводом-литцентратом. Смонтированный рядом дроссель подсоединен последовательно по отношению к первичной обмотке трансформатора. В выпрямитель входит 2 или 4 диодные сборки, установленные на алюминиевые радиаторы. Сам выпрямитель, подающий ток на преобразователь, собран из выпрямительного моста, электролитических конденсаторов. Пример принципиальной схемы аппарата на рис.1.
Мягкое включение обеспечивается специальной схемой, в которую входит реле задержки и электромагнитное реле, которое замыкает мощный резистор (сопротивление). Плата управления в себя включает:
Рисунок 1. Принципиальная схема сварочного аппарата.
- блок питания, установленный в виде отдельного модуля;
- плату мягкого включения;
- электролитические конденсаторы преобразователя;
- систему управления преобразователем;
- плату индикации.
Плата управления преобразователем – один из наиболее сложных блоков инверторного аппарата, поэтому схему стоит рассмотреть поподробнее. В нее входят блоки:
- тактовый генератор, выдающий импульсы в 100кГц;
- защита от короткого замыкания (КЗ), регулировка тока, напряжения;
- пара выходных драйверов, имеющие соединение с импульсными трансформаторами, от которых ток идет на ключи, обеспечивая на нужное напряжение для сварки.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.
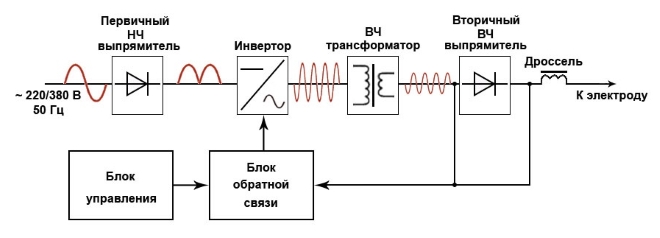
Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
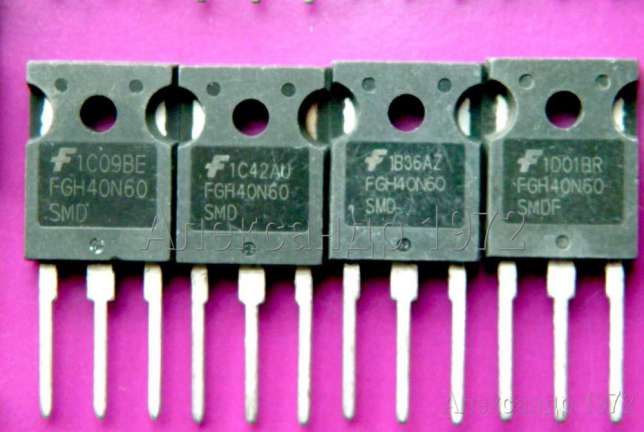
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
|
Тип |
Характеристика |
|
V |
Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
|
НВ |
Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
|
Н |
Низкий эффект режима выключения. Напряжение подачи — до 1200 вольт, частота до 35 кГц. |
|
М |
Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр — до 20 кГц |
|
W |
Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGH40N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:• Изначально выпрямляют ток, полученный из сети;• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.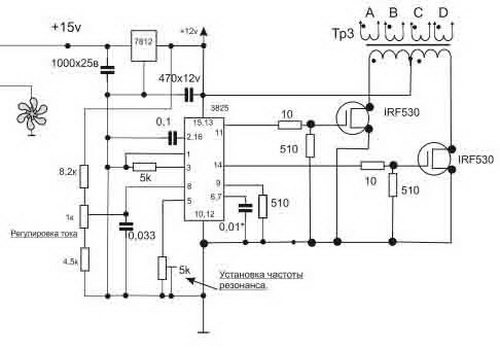
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:• Вентиляторов;• нескольких радиаторов.Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управленияКак правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.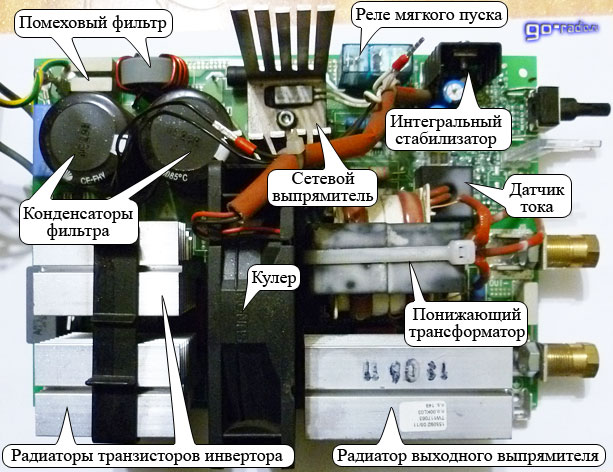
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Область применения и технические характеристики
Сварочный инвертор Ресанта САИ-220 – это аппарат, работающий от однофазной электрической сети с напряжением 220 В. На выходе устройства формируется постоянный ток, который используют для выполнения при помощи плавящихся . Если необходимо сварить детали небольшой толщины, то такой аппарат можно подключить даже к обычной бытовой розетке (конечно, при условии, что в электрощитке установлены автоматы, которые в состоянии выдержать силу потребляемого устройством тока).
Хотя все инверторы торговой марки «Ресанта» производятся в Китае, схемы, конструкция и дизайн этих аппаратов были разработаны в Латвии. Здесь же было придумано и название торговой марки, которое сегодня хорошо известно сварщикам многих стран мира. Среди технических характеристик рассматриваемого сварочного аппарата необходимо выделить следующие:
- диапазон регулирования сварочного тока – 10–220 А;
- величина питающего напряжения – 220 В (допустимые отклонения питающего напряжения могут составлять 10% в плюсовую сторону (242 В), 30% – в минусовую (154 В));
- сила тока, потребляемого аппаратом при пиковой нагрузке, – 30 А;
- величина напряжения холостого хода – 80 В;
- величина номинального рабочего напряжения – 28 В;
- продолжительность включения (ПВ) при работе на максимальном сварочном токе (220 А) – 70%, на сварочном токе 10–140 А – 100%;
- диаметры используемых электродов – 1,6–5 мм;
- класс защиты – IP 21;
- масса инвертора – 4,9 кг.

Нужное значение сварочного тока для аппарата САИ-220 устанавливается в соответствии с диаметром электрода
На рынке, кроме инвертора указанной модели, представлена его модификация – Ресанта САИ-220 ПН. Отличие инвертора Ресанта САИ-220 ПН от базовой модели состоит в том, что он позволяет эффективно выполнять сварку даже при еще более пониженном напряжении – 140 В. Кроме того, в конструкции Ресанта САИ-220 ПН имеется цифровой индикатор сварочного тока, что делает работу на нем более удобной. Естественно, стоимость сварочного аппарата Реасанта САИ-220 ПН несколько выше, чем цена базового инвертора.

Передняя панель инвертора Ресанта САИ-220 с цифровым дисплеем и прозрачным защитным щитком
Стоит подробнее остановиться на таком примечательном параметре рассматриваемого аппарата, как период включения (ПВ), или период непрерывной работы (ПН — продолжительность нагрузки). Как уже говорилось выше, у рассматриваемого инвертора он составляет 70% при работе на максимальном сварочном токе и 100% – на токе в диапазоне 10–140 А. Это означает, что, если вы соберетесь выполнять сварку на максимальном токе, то за период, равный 10 минутам, необходимо будет сделать перерыв на 3 минуты, а остальные 7 можно будет спокойно работать.
Такой перерыв необходим для того, чтобы электронная схема устройства, элементы которой интенсивно нагреваются в процессе сварки, остыла. В противном случае аппарат может автоматически отключиться, если сработает тепловая защита, либо просто перегореть. Если использовать ток, сила которого находится в интервале 10–140 А, то перерыв в работе оборудования можно не делать.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН Портал инженера
 |
Начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,…
три (!) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
 |
Но, даже у этого монстра есть ахиллесова пята.
Проявление неисправности:
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
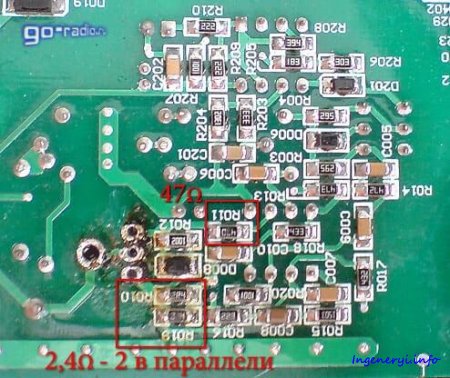
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470), и два на 2,4 Ом (2R4) — включенных параллельно — в цепи истока того же транзистора.
 |
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
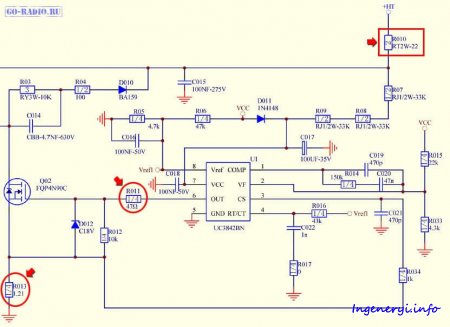 |
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041.
Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
 |
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резисторR010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Вы не можете скачивать файлы с нашего сервера
Особенности самостоятельного ремонта инвертора
Обычно в инвертор среднего класса входит, помимо корпуса с установленным вентилятором, несколько блоков, ремонт каждого из которых имеет свои особенности.
Восстановление блока входного выпрямителя, модуля ключей
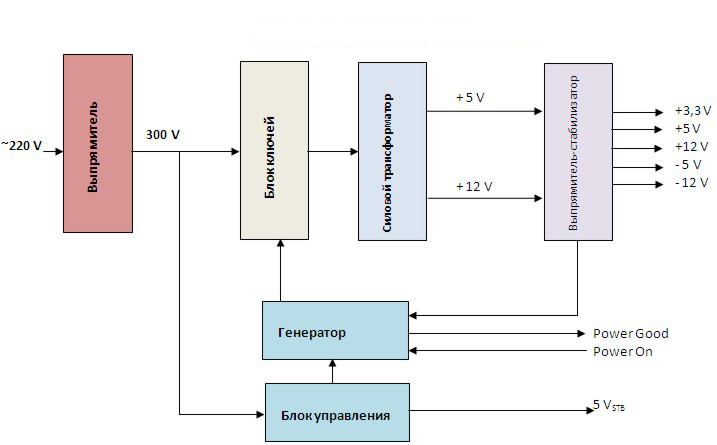
Схема блока входного выпрямителя.
Входной выпрямитель – диодный мост, обладающий высокой мощностью и смонтированный на теплоотводящем алюминиевом радиаторе. Блок-схема достаточно надежна, но проверить смысл есть. Для этого отпаяйте провода от моста, чтобы не вводить себя в заблуждение при обрыве или КЗ, и прозвоните блок, как это делают с отдельными диодами.
Модуль ключей – 4 группы, в каждой из которых 4 транзистора. Каждая группа установлена через изоляционную прокладку на радиатор. Также модуль включает в себя электролитические конденсаторы (обычно 6 штук), входящие в сглаживающий фильтр. Из строя обычно выходят транзисторы: неисправный элемент можно отличить по поврежденному корпусу либо «подгоревшим» выводам. Если внешних признаков не видно, то понадобится тестер. При этом каждый проверяемый транзистор придется выпаивать. Для проверки нужно измерить сопротивление промеж истока, стока. Выводы определить несложно. Если деталь повернуть выводами вниз, а маркировкой к себе, то (смотреть нужно слева направо) последовательность будет такая: затвор, сток, исток. Подключив тестер, убедитесь, что сопротивление высокое (бесконечность на шкале) в одну сторону, и в то же время низкое – в противоположную.
На втором этапе проверки транзисторов необходимо проверить, как они открываются и закрываются. Для этого щуп тестера с минусом подсоедините к истоку, щуп с плюсом – к стоку: на приборе должно быть высокое сопротивление. Затем, оставляя минусовый щуп на месте, плюсовым на пару секунд коснитесь затвора, затем снова присоедините «+» к стоку. В этот момент сопротивление должно резко упасть почти до 0. Это значит, что транзистор открыт. Далее замкните отверткой или пинцетом выводы стока, истока, опять измерьте сопротивление: оно снова должно вырасти до бесконечности (транзистор закрылся).
Проверка платы управления
Наиболее сложный блок в аппарате. Тестирование можно провести без демонтажа (выпаивания) отдельных компонентов. Отключите питание: от входного моста отпаяйте толстый провод (на нем 220В!), идущий от блока управления. В целях безопасности обмотайте оголенный конец провода изолентой. Подключите питание и прислушайтесь: помимо вращения вентилятора, через пару-другую секунд должен последовать негромкий щелчок, свидетельствующий о включении реле. Если щелчка нет, то проверьте поступающее (+15В) питание, которое идет от платы управления: 2 провода – 220В, два других выдают нужные 15В.
Проверка схемы мягкого включения, регулировок
Схема несложна: принцип работы основан на срабатывании электромагнитного реле после открывания транзисторов. Сначала нужно проверить транзисторы по технологии, описанной выше, и конденсаторы с помощью тестера. Далее можно переходить к проверке сигналов, которые управляют ключами. Для этого нужен осциллограф, в котором необходимо поставить развертку на 5 мкс/дел, при аттенюаторе 2 или 5 в/дел. Общий (минусовый) провод прибора соедините с общей токовой дорожкой платы. Далее нужно проверить наличие сигналов на 2-х микросхемах (контакты 1, 7). Если импульсов нет, то проверьте подаваемое на микросхему питание (+15В). Если все в норме, а импульсов нет по-прежнему, то ремонт будет заключаться в замене микросхемы.
Регулировочная схема собрана на микросхеме, где датчик тока, там катушка, присоединенная к выводам 1 и 7 микросхемы. Для проверки работоспособности схемы отпаяйте один конец катушки и подайте на микросхему переменное напряжение (в районе 3В), например, от адаптера для зарядки мобильных телефонов. Присоедините к выводам 1 и 7 осциллограф и взгляните на его экран: должны появиться импульсы прямоугольной формы (частота 50 Гц), при этом трансформаторы будут издавать негромкие звуки (что-то вроде щелканья кузнечиков). Если это так, значит, схема работает.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Неисправности и их варианты
 Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.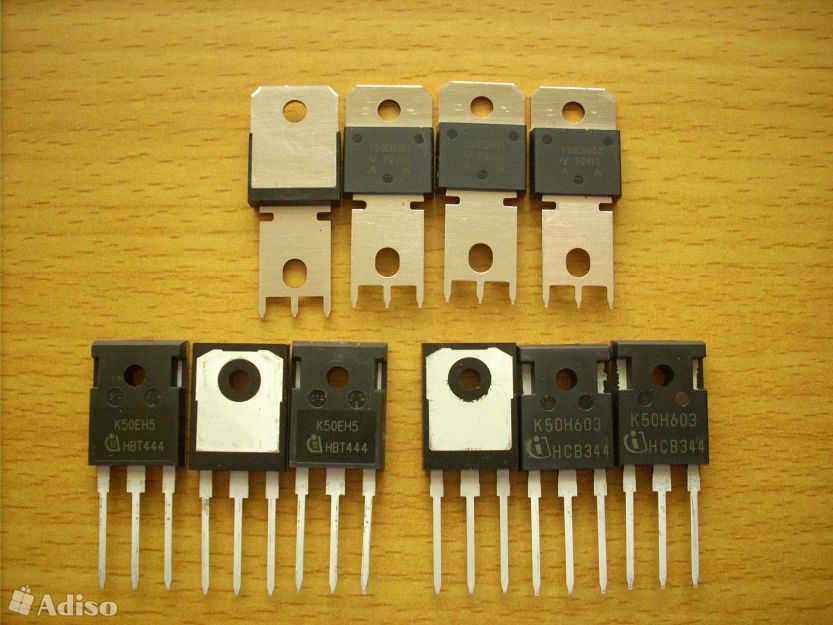
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.