Какой ток выдает сварочный инвертор. Что такое сварочный инвертор всё о компактных сварочниках
Содержание:
- Самостоятельное изготовление
- Подбор силы тока
- Подготовка к работе и особенности сварочного процесса
- Влияние выбранных режимов автоматической сварки на глубину проплавления и ширину шва
- Сварочный ток
- Увеличение — сила — сварочный ток
- Сварочный аппарат инверторного типа плюсы
- Подбор аппарата для сварки
- Как сделать споттер самостоятельно
- Рекомендации по выбору сварочного аппарата
- На чем отражается правильность подбора режима
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
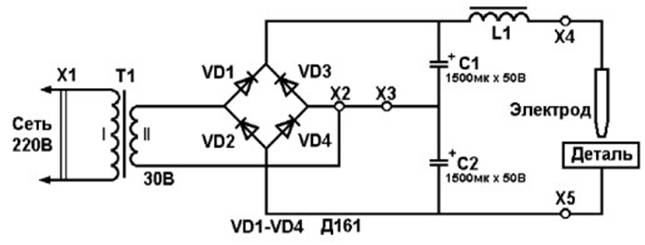
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.
 Настройка сварочного тока
Настройка сварочного тока
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний |
3 |
180 | 3 |
1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Подготовка к работе и особенности сварочного процесса
Сварка инвертором своими руками требует основательной подготовки. Помимо самого аппарата необходимо обзавестись защитными перчатками, маской со светофильтром, специальной плотной одеждой, молотком, щеткой для металла и электродами. Далее следует оборудовать рабочее место согласно правилам безопасности, убрав от него легковоспламеняющиеся предметы и поместив рядом ведро с песком. Кроме того, ни в коем случае нельзя работать с плохо изолированным или просто неисправным устройством, а также сваривать только что окрашенные конструкции.
Контролируйте температуру сварочного аппарата
При эксплуатации прибора стоит учитывать, что сварочный аппарат не должен работать при слишком низких температурах. Если вы включили его при большом минусе, то на сварочном аппарате зажжется лампочка, свидетельствующая о его перезагрузке, и прибор скорее всего не заработает. Однако намного хуже, если прибор начнет функционировать и просто перегреется, из-за чего может образоваться опасный для некоторых узлов конденсат. Поэтому если в паспорте инверторного аппарата не указана допустимая температура для эксплуатации, не стоит затевать сварку на морозе.
Теперь можно приступать к самим сварочным работам. Сварка металла инвертором предполагает выбор нужного нам типа электродов – возьмем стандартный электрод диаметром 3 или 4 миллиметра, после чего установим его в специальный держатель. Электрод должен располагаться примерно под уклоном в 70 градусов по отношению к детали. Далее следует настроить силу тока аппарата, которая будет зависеть от температуры воздуха, диаметра электрода и вида шва. При этом если в процессе работы электрод пристает к металлу, это может означать, что уровень тока является недостаточным.
Область применения
Электросварка инверторная используется для работы с черными и цветными металлами, а также всевозможными сплавами самой разной толщины и диаметра. Она может применяться для создания различных металлических конструкций, бытовых нужд, для работ в автосервисе и строительстве. Процесс осуществляется следующим образом: касаемся инструментом детали, чтобы получилась искра, затем поднимаем его на полсантиметра для образования дуги, расплавляющей металл электрода. В результате расплавленный электрод заполняет пространство между деталями, что и создает прочное соединение. После остывания по сварочному шву нужно постучать молотком, после чего зачистить его специальной щеткой.
 Сварочный инвертор
Сварочный инвертор
В сварке главное – практика!
На самом деле сварка предполагает постоянное развитие и усовершенствование своих навыков, в результате чего вы сможете выполнять самые сложные работы и создавать конструкции всевозможных форм.
Влияние выбранных режимов автоматической сварки на глубину проплавления и ширину шва
Влияние силы тока и напряжения сварочной дуги
При увеличении силы тока, тепловая мощность и давление сварочной дуги возрастают.
Это способствует увеличению глубины проплавления, но на ширину сварного шва
оказывает незначительное влияние.
Если увеличить напряжение электрической дуги, то увеличивается степень её подвижности
и увеличивается степень доля тепловой энергии, которая расходуется на расплавление
сварочного флюса. При этом ширина сварного шва становится больше, а на глубину
проплавления влияние оказывается незначительное.
Влияние диаметра электродной проволоки и скорости сварки
Если увеличить диаметр электродной проволоки, но не менять величину сварочного
тока, то глубина проплавления металла уменьшится, а ширина сварного шва увеличится,
вследствие увеличения подвижности сварочной дуги.
Увеличение скорости сварки уменьшит и глубину проплавления, и ширину сварного
шва, т.к. металл при большей скорости сварки не будет успевать плавиться в том
же количестве, в котором он плавился при меньшей скорости.
Влияние рода сварочного тока и его полярности
Род сварочного тока и его полярность существенно влияют на размеры и форму
сварного шва из-за того, что количество теплоты, образующееся на катоде и аноде
сварочной дуги, также сильно меняется. Если выбрать постоянный ток прямой полярности,
то глубина проплавления свариваемого металла уменьшается на 40-50%, а у переменного
тока на 15-20%, по сравнению с постоянным током обратной полярности.
Исходя из этого, если требуется выполнить сварной шов небольшой ширины с глубоким
проплавлением металла (например, при
сварке стыковых швов, или при сварке
угловых швов без разделки), то рекомендуется выбирать для этого постоянный
сварочный ток обратной полярности.
Влияние вылета электродной проволоки
Когда увеличивается вылет электродной проволоки, то увеличиваются также скорость
его подогрева и скорость плавления. Из-за этого, объём сварочной ванны под электрической
дугой увеличивается за счёт электродного металла и это препятствует расплавлению
основного металла. Как следствие, глубина проплавления уменьшается. Подобную
особенность иногда используют при автоматических наплавках для того, чтобы увеличить
производительность наплавки.
В отдельных случаях (чаще всего при автоматической наплавке), электроду задают
движение поперёк сварных кромок с разной амплитудой и частотой. Такой технологический
приём позволяет существенно изменять форму и размеры сварного шва. При автоматической
сварке под флюсом с поперечными движениями электродной проволоки, глубина проплавления
основного металла уменьшается, а ширина сварного шва увеличивается.
Такой способ
сварки применяется для того, чтобы уменьшить вероятность прожога при сварке
стыковых швов с большим зазором между сварными кромками. Такой же цели можно
достигнуть, если производить сварку сдвоенным электродом, при этом электроды
необходимо расположить поперёк направления сварки. Если их расположить вдоль
направления сварки, то это, наоборот, увеличит глубину проплавления.
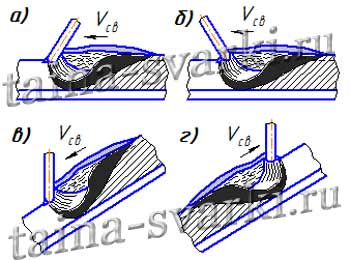
Влияние угла наклона электрода или сварных кромок
 При
При
расположении электрода углом вперёд (схема а) на рисунке, расплавленный металл
подтекает в зону сварки. Из-за этого глубина проплавления уменьшается, а ширина
сварного шва увеличивается. Если сварка производится при положении электрода
углом назад, расплавленный металл оттесняется от зоны сварки вследствие воздействия
сварочной дуги. В результате глубина проплавления увеличивается, а ширина сварного
шва уменьшается.
Аналогично этому, при сварке на спуск (схема в) на рисунке) глубина расплавления
основного металла уменьшает, а ширина шва увеличивается. При сварке на подъём
(схема г) на рисунке), наоборот, глубина проплавления увеличена, а ширина шва
уменьшена.
Дополнительную информацию о режимах автоматической сварки, в зависимости от
способа сварки (на медной подкладке, на стальной подкладке, на флюсовой подушке,
сварка с подварочным швом), можно узнать на странице «Технология
автоматической сварки под флюсом».
Дополнительные материалы по теме:
|
Автоматическая |
Техника |
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Увеличение — сила — сварочный ток
Увеличение силы сварочного тока при неизменной скорости сварки влечет за собой увеличение объема сварочной ванны. При этом наблюдается укрупнение зерен металла шва, что повышает склонность к меж-кристаллитной коррозии и образованию горячих трещин, особенно в литых аустенитных сталях.
|
Зависимость скорости подачи электродной проволоки от величины сварочного тока при различных диаметрах электродной проволоки и напряжениях дуги. |
С увеличением силы сварочного тока ( рис. 28, а) глубина проплавления возрастает почти линейно до некоторой величины. Это объясняется ростом давления дуги на поверхность сварочной ванны, которым оттесняется расплавленный металл из-под дуги ( улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Ввиду того, что повышается количество расплавляемого электродного металла, увеличивается и высота усиления шва.
С увеличением силы сварочного тока при сварке электродной1 проволокой одного диаметра увеличиваются производительность сварки и глубина проплавления основного металла. Рост производительности сварки объясняется увеличением скорости плавления электродной проволоки и уменьшением разбрызгивания электродного металла. Разбрызгивание уменьшается благодаря тому, что с увеличением значения 1св и, следовательно плотности тока изменяется характер переноса электродного металла — металл переносится в виде более мелких капель. При большом сварочном токе дуга погружается в основной металл, и поэтому большее количество капель удерживается внутри глубокой сварочной ванны.
С увеличением силы сварочного тока возрастает эффективная мощность дуги, вследствие чего увеличивается количество расплавленного основного и электродного металла, значительно возрастает глубина провара, выпуклость валика, незначительно возрастает.
|
Типы газовых насадок ки применяют ра3личные типы для сварки электрозаклепок, .,. |
При увеличении силы сварочного тока при сварке листов равной толщины обычно увеличивается диаметр заклепки. Если нижний лист имеет большую толщину, растет и глубина проплавления. То же наблюдается и при увеличении времени горения дуги.
|
Типы газовых насадок для сварки элсктрозакле-пок вольфрамовым электродом. |
При увеличении силы сварочного тока при сварке листов равной толщины обычно увеличивается диаметр заклепки. Если нижний лист имеет большую толщину, растет и глубина проплавления. То же наблюдается и при увеличении времени горения дуги. Для предупреждения образования подрезов, трещин и пор в заклепке, вызванных высокой скоростью кристаллизации металла, применяют повторное кратковременное возбуждение дуги или плавное уменьшение сварочного тока. При применении плавящегося электрода шов образуется за счет проплавления основного металла и расплавления электродной проволоки диаметром до 2 мм.
При увеличении силы сварочного тока повышается температура капель электродного металла, а также снижается время нагрева проволоки в вылете. Это способствует повышению концентрации паров воды в зоне дуги и, как следствие, росту содержания водорода в расплавленном металле.
|
Изменение содержания фосфора по длине слитка ( сварка двумя про — ( Др — — — э п при яв л к ми. оо сваРке под двумя флю. |
Так, при увеличении силы сварочного тока увеличивается интенсивность плавления электрода, размер капель практически не изменяется, но время их взаимодействия со шлаком уменьшается, что приводит к меньшему воздействию шлака на металл. Поверхность металлической ванны, контактирующая со шлаком, при этом не изменяется и поэтому не может влиять на характер взаимодействия шлака с металлом.
А / мм2, Увеличение силы сварочного тока приводит к увеличению эффективной тепловой мощности дуги Q3 ( J), вследствие чего увеличиваются глубина проплавления, выпуклость, ширина валика и скорость плавления электрода, В результате этого доля основного металла в металле шва повышается.
Размер капель уменьшается с увеличением силы сварочного тока, повышением содержания углерода, уменьшением диаметра электродной проволоки и поверхностного натяжения в металле капли. В этом плане весьма эффективно добавление к аргону СО2 или кислорода, поскольку окисление поверхности капли снижает поверхностное натяжение.
При сварке самозащитной порошковой проволокой увеличение силы сварочного тока приводит к уменьшению содержания азота в металле шва. Влияние силы сварочного тока объясняется тем, что по мере ее увеличения возрастает количество проволоки, расплавляемой в единицу времени, и как следствие, количество выделяющихся газов, приводящих к снижению парциального давле ния азота в зоне плавления.
Сварочный аппарат инверторного типа плюсы
1. Преимущества технического характера:
Постепенно эти версии будут почти полностью заменены. Производитель: это может быть хорошим советом, когда вы пытаетесь найти, где вы найдете сварщиков по хорошим ценам для профессиональных сварщиков. Передавая все эти функции в список ожиданий, а после просмотра более лучших сварочных аппаратов вы сможете лично выбрать устройство, соответствующее вашим потребностям. Если вас интересует только дешевая модель или профессиональный продукт, вы найдете практически любой вариант для заказа онлайн. Существует краткий топ с самыми популярными топ-продуктами.
- хороший КПД – в пределах от 85 до 95%;
- идеальное значение коэффициента мощности — 0,99;
- дефицитные электротехнические материалы расходуются значительно долее медленно;
- параметры режима регулируются в широком диапазоне — от значения в несколько ампер до значения в сотни и тысячи;

- показатели продолжительности нагрузки источника питания достигают 80%;
- источники питания могут работать параллельно для общей нагрузки;
- широкий диапазон регулировки тока и напряжения;
- управлять источником можно дистанционно;
- минимум потерь электроэнергии на таких элементах как сварочные кабеля и соединительные элементы;
- малый объем и вес, удобство в переноске и источника до места сварки;
- двойная изоляция, что обеспечивает электробезопасность высокого уровня.
Преимущества технологического характера
Включенная гарантия является соблюдением и действует в течение 2 лет. Любой потенциальный покупатель, которому приходится самостоятельно выбирать сварочный инвертор качества, потребует некоторых советов по выбору, если у него нет никаких предварительных знаний в этой области. Для тех, кто думает, что у них мало времени в их распоряжении, мы можем сказать, каковы наши рекомендации. Этот продукт подходит для хобби и даже полупрофессиональных работ, с любыми типами электродов, а основная утилита находит его в небольших мастерских, ремонте или обслуживании.
- сварочный процесс осуществляется при помощи покрытых электродов любой марки, с использованием постоянного и переменного тока;
- внешняя статическая характеристика универсальна. Обеспечивается возможность ручной дуговой сварки при помощи покрытого неплавящегося электрода в аргоновой среде, а также механизированной сварки с использованием плавящегося электрода в защитном газе;
- стабильное зажигание дуги;
- использование короткой дуги, для уменьшения энергопотерь и улучшения качества сварных соединений за счет уменьшения зоны высокотемпературного воздействия;
- формируется качественный шов в любом пространственном положении;
- эффект разбрызгивания во время сварки сведен к минимуму;
- возможность исключения магнитного дутья во время сварки, с использованием постоянного тока;
- возможность сваривать трудносвариваемые стали и сплавы;
- устойчивая обратная связь между такими параметрами как ток и напряжение дуги, и параметры выхода, за счет микропроцессорного управления сварочным инвертором;
- возможность сваривать сложные металлоконструкции, не обладая высокой квалификацией.
Учитывая комплект аксессуаров, предложение удобно для новичков. Существуют ограничения, за которые мы не рекомендуем проходить, поскольку с максимальной силой тока 80А это не профессиональный продукт и не может расплавить большие электроды. Если вы пытаетесь выбрать его для профессиональной работы, мы с самого начала предупреждаем вас, что он не предназначен для этого и что гарантия не будет покрывать эти риски.
Когда вы идете по магазинам с небольшими деньгами, это простой выбор. — Это правильно изолированное электрическое устройство, легко переносимое, эффективное и надежное. Это профессиональное устройство и поставляется с заводов специализированного поставщика сварочных аппаратов; Более того, это также видно из продемонстрированных технических возможностей: использование с несколькими методами сварки и стабильная дуга при колебаниях питающего тока.
Подбор аппарата для сварки
Допустим, вы приобрели электроагрегат на 7 киловольт-ампер. Для того, что бы узнать P инвертора, необходимо умножить P полную вашей электростанции на значение КМ (КМинв). (Обычно этот параметр равен 0,6).
Отсюда следует, что P инв = P ген (кВА)*КМинв= 7*0,6 = 4,2 кВт. В итоге, получаем киловатты устройства для сварки, который максимум потянет генератор на 7 киловольт-ампер.
Если следовать этим расчетам, то связка источник питания + агрегат для сварки наверняка сильно ударит вас по карману.
Не бойтесь, выход из сложившейся ситуации есть.
Расчет максимального тока
Вы можете подключить инвертор к электростанции, даже если они одинаковы по мощности. Для этого необходимо ограничить максимальный ток (Imax).
Чтобы выяснить Imax, умножьте мощность вашего источника питания (например, 5 киловатт) на КПД сварочного устройства и поделите напряжение на дуге.
Пример
Imax(А) = Pген(кВт)*КПД/Uдуги = 5*0,85/25 = 170А
Мы получили максимальный уровень тока, при котором можно работать с генератором на 5 кВт. Не превышайте этот показатель, и вы можете подключать к электроагрегату сварочный инвертор, которые даже превышают его по мощности
Сварочные генераторы
Третьим решением проблемы является приобретение сварочного генератора, который можно эксплуатировать для сварки, и как источник электропитания для приборов и инструментов. Совмещение двух функций в одном устройстве помогает решать большое количество задач. Скажем больше, это еще и намного выгодней, чем приобретать по отдельности два устройства с разными функциями
При покупке таких устройств обращайте внимание на следующие характеристики:
- Ток. Его значение указывается в Амперах. И чем он выше, тем больший диаметр электрода вы можете выбрать для работы. Например, при значении 200 Ампер вы можете варить 4 мм электродом, что оптимально подойдет для небольших работ на даче или в доме. Если вы хотите приобрести электроагрегат для промышленных работ, то покупайте модели с показателями 400-500 А.
-
Тип. Сварочные электростанции с переменным током — самый популярный вариант за счет своей низкой цены. Но есть и минус — это относительно низкое качество сварного шва. Используйте такие устройства для работы с углеродистой сталью.
Модели работающие на постоянном токе, оборудованы выпрямителем, что увеличивает стоимость всей установки, но дуга в этом случае горит плавно.
Очевидные выгоды
- Экономия денег. Покупая сварочный генератор вы убивайте двух зайцев. Не завывайте о техническом обслуживании. Обслуживать один агрегат вместо двух не так бьет по вашему карману.
- Производительность – Сварочные электростанции справляются с большими нагрузками в условиях производства. Работы с крупными металлическими конструкциями будут вам по плечу.
- Надежность – Вам не нужно думать о том, чтобы контролировать величину сварочного тока инвертора при подключении к генератору.
- Функциональность – Не забывайте, что помимо сварки вы можете использовать свой электроагрегат, как автономный источник электропитания и подключать к нему различные инструменты и приборы.
При выборе бензиновых генераторов для сварки желательно, чтобы модели были оснащены.
- Автоматическим регулятором напряжения (АВР);
- Встроенной защитой от перегрузки токов короткого замыкания;
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;
- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;
- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.
Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.

Рекомендации по выбору сварочного аппарата
К покупке сварочного аппарата необходимо подойти крайне ответственно, ведь от его работы во многом будет зависеть конечный результат. Сварка с помощью инверторного аппарата имеет целый ряд преимуществ по сравнению с работой на устройствах другого типа. Так, данные приборы могут сваривать металлы и сплавы практически любой, как слишком большой, так и чрезмерно малой толщины. Помимо этого устройство аппарата нередко позволяет работать от автономных генераторов электрического тока, а также предусматривает защиту от разбрызгивания металла. Немаловажным достоинством является то, что электросварка инвертором дает возможность делать очень качественный шов. Но для начала вам необходимо узнать, как варить металл правильно.
При выборе конкретной модели обращайте внимание на уровень защиты устройства от скачков напряжения. Оптимально, если он будет составлять 20 – 25 процентов – этот показатель означает, что аппарат выдержит перепад в диапазоне от 170 до 270 Вт
Кроме того, поинтересуйтесь о продавца наличием детали, которая чаще всего подвергается поломке – печатной платы. Если информацию о ней вам не предоставят, такое устройство лучше не покупать.
Дорого – не значит качественно
Выбор инверторного сварочного аппарата не должен в большой степени зависеть от его стоимости
Лучше обратить внимание на действительно показательные признаки качественного устройства, например, на наличие туннельной вентиляции, которая предотвращает попадание пыли внутрь радиатора. Также обязательно нужно учесть, что производительность сварочного аппарата вычисляется из расчета в 220 – 230 Вт в питающей сети
Кроме того, чтобы качественно варить электродом в 3 миллиметра, лучше приобрести прибор, который предполагает сварку до 4 миллиметров.
Если у вас часто ломаются сковородки и кастрюли, то вам будет полезно знать, как варить чугун.
Хотите научиться правильно варить точечной сваркой? Основы вы можете почерпнуть из этой статьи.
Сломалась полипропиленовая труба? Как ее починить, вы можете узнать по https://elsvarkin.ru/texnologiya/svarka-polipropilenovyx-trub-svoimi-rukami/ ссылке.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
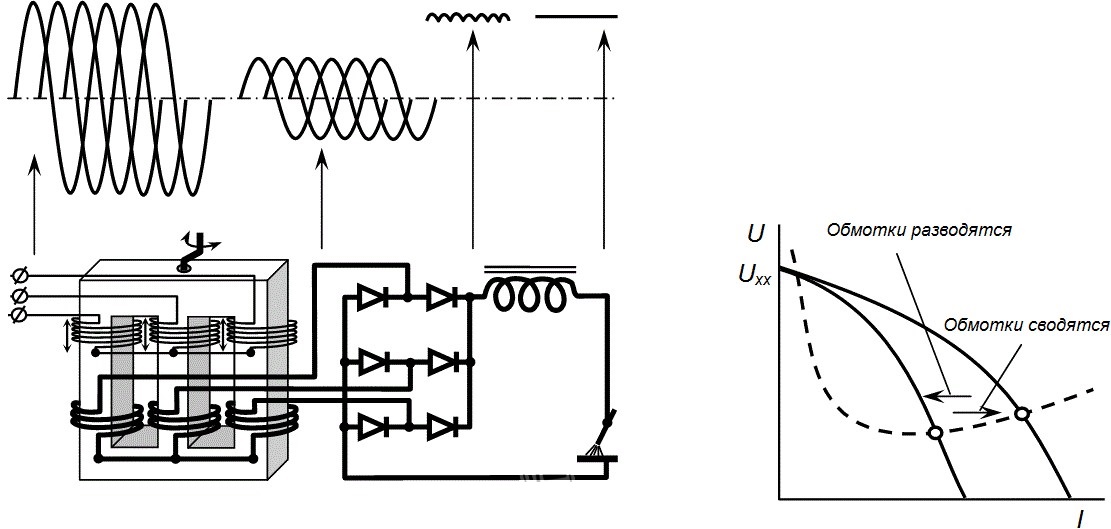
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой . Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.