Что лучше, сварочный полуавтомат или инвертор
Содержание:
- Принцип сварки
- Что понадобится для перестройки инвертора в полуавтомат
- Общая информация и назначение
- Критерии выбора
- Собираем полуавтомат из сварочного инвертора
- Сварочный полуавтомат своими руками стоит ли
- Изготовление
- Как перестроить инвертор
- Дроссель
- Покупные изделия для полуавтомата
- Как применять инвертор для сваривания
- Фильтр
- Сборка выпрямителя на основе диодного моста
- Качество соединения
Принцип сварки
Обыкновенные сварочные инверторы являются прямыми аналогами трансформаторов, только более современные и компактные. Они применяются для стандартного сваривания металлических деталей при помощи покрытых электродов. Это один из наиболее простых способов создать шов, с которым могут справиться как только начинающие специалисты, так и более опытные сварщики. Основной движущей силой здесь является электрический ток, который расплавляет электрод и создает сварочную ванну. Защитную функцию выполняет обмазка выбранного электрода.
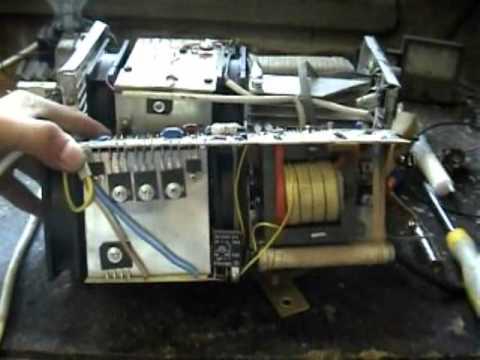
 Внешний вид сварочного инвертора
Внешний вид сварочного инвертора
При использовании полуавтомата все обстоит немного по-другому. Хоть здесь основной силой и выступает электрический ток и именно дуга служит для поддержки сварочной ванны, в качестве расходных материалов используется сварочная проволока. Соответственно, для ее защиты необходимо использовать дополнительные средства. Только порошковая проволока с содержанием флюса может использоваться без них, так как уже содержит в себе необходимые вещества. В иных случаях может применяться защитный газ или дополнительный флюс. Это все оказывается более сложно, чем применение обыкновенного инвертора. Таким образом, если в плане приоритета что выбрать, полуавтомат или инвертор, для вас на первом месте оказывается простота эксплуатации, то инвертор будет более предпочтительным.
 Внешний вид сварочного полуавтомата
Внешний вид сварочного полуавтомата
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
-
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Общая информация и назначение
Инвертор представляет собой устройство для выполнения сварочных работ со встроенной функцией механизированной подачи присадочного материала. Это в значительной мере упрощает работу оператору и в результате остается направлять усилия только лишь на перемещение сварочной зоны. В сравнении с ручными агрегатами инвертор сварочный полуавтомат имеет больший вес и отличается большим расходом электроэнергии. Но зато подобные аппараты обеспечивают существенное ускорение работы и на порядок более высокое качество швов.
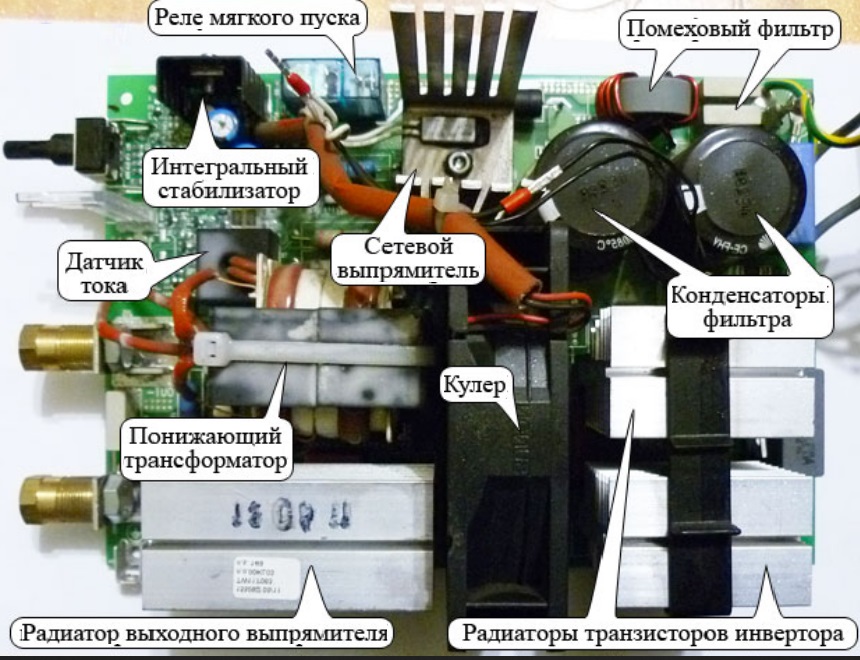
 Схема инверторного сварочного аппарата
Схема инверторного сварочного аппарата
Инвертор сварочный полуавтомат позволяет соединять элементы конструкции из разного металла, причем допускается одновременное использование не только однородных, но и разнородных металлов. Но кроме вида материала может разниться еще и толщина. Инвертор электрический сварочный способен справиться как с тонкими листами, так и с элементами значительной толщины. Такие аппараты хорошо себя проявляют и при необходимости выполнения швов большой протяженности, а также криволинейных соединений.
Критерии выбора
Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя
Мощность аппарата и диапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы
Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Собираем полуавтомат из сварочного инвертора
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе. Электрическую часть инвертора режима ММА ждут доработки.
 Чертеж сварочного полуавтомата
Чертеж сварочного полуавтомата
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
Сварочный полуавтомат своими руками стоит ли
Собрались засучить рукава – пробегитесь по форумам электрики и сварки. Мнение практиков, независимых экспертов по конструктивному исполнению, подбору железа поможет выбрать лучший вариант изготовления сварочного устройства. Структура полуавтомата с источником переменного тока и однофазным трансформатором проста и дешева в изготовлении, обслуживании, ремонте.
Избежим потребность пересчитывать мощность, количество обмоток – это не каждому по силам. Понадобится изготовить либо приобрести готовые узлы. Основой полуавтоматического устройства может послужить сварочный трансформатор. Доработки незначительны. Ориентируемся на параметры будущего полуавтомата:
- Напряжение бытовой сети – 220 В;
- Предел мощности – 3 кВа;
- Предел настройки сварочного тока – 30–160 А;
- Параметры рабочего напряжения – 19–26 В;
- Повторно-кратковременный режим использования;
- Сварочная проволока – Ø 0,8 мм;
- Скорость подачи присадочной проволоки в мин. – до 7 м.
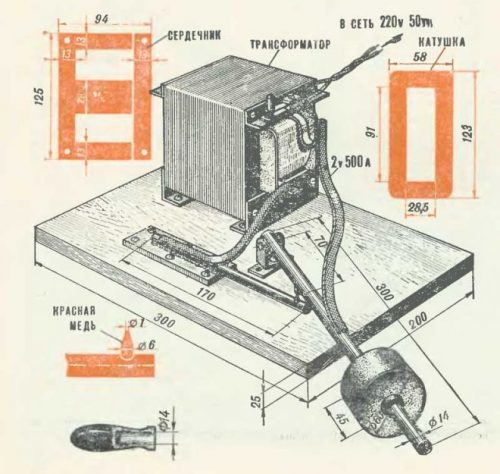
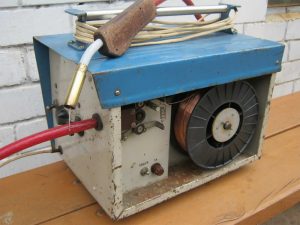
Намотка понижающего трансформатора
Изготовлению самодельного полуавтомата предшествует подбор комплектующих. При отсутствии готового трансформатора воспользуемся ОСМ-1. Как вариант – 4 шт. ТСА-270-1: сумма даёт 1 кВт. Запас ресурса в будущем оправдается.
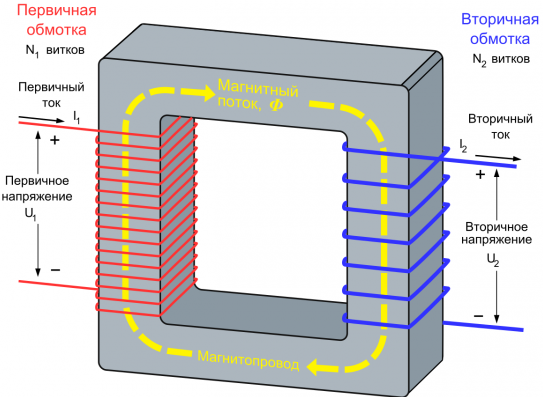 Принцип работы понижающего трансформатора
Принцип работы понижающего трансформатора
Непременное требование – железо не должно быть шихтованным, иначе сборка и намотка усложнятся. Разборка ведётся с пометками каждой детали: избегаем путаницы, чтобы не потерять габаритную мощность трансформатора. Придётся заменить слабый текстолитовый каркас на лист 2 мм. Прямоугольник щёк по контуру — 147х106 мм. В них выбираются окна 87х51,5 мм. Добавочные парные элементы — 89х87 и 130х70 мм.
Медный провод на обмотку берётся Ø1,8. Эмальпровод ПЭТВ, ПЭВ полностью отвечает требованиям. Но в целях безопасности следует пропитать лаком. Процедура заключается в погружении первичной обмотки на 5–8 часов в сосуд с бакелитовым лаком.
Стекловолоконная изоляция обмоточного провода ПСД, ПСДТ способна выдерживать нагрев до 155С, катушка для полуавтомата в таком исполнении будет вечной. Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
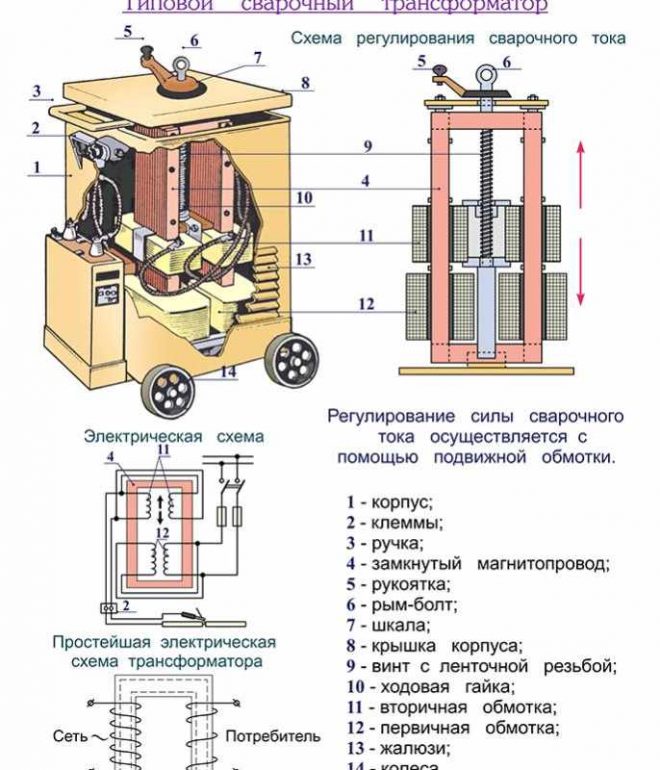
Первичная и вторичная обмотка
Первичная обмотка укладывается плотно, без зазоров и слабины. Каждый ряд прокладывается изолирующим слоем термической бумаги, но стеклоткань при той же толщине даёт лучший результат. Витки с выводами укладываются по схеме: 164 – 15 – 15 -15 – 15.
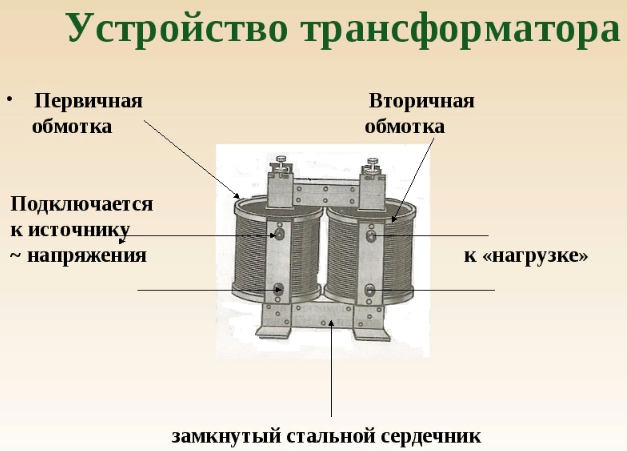 Первичная и вторичная обмотка трансформатора
Первичная и вторичная обмотка трансформатора
Вторичная обмотка сварочного полуавтомата получает основную термонагрузку. Отсюда следуют повышенные требования к изоляции. Приобретаем алюминиевую шину, защищённую стекловолокном. Сечение проводника — 2,8х4,75 мм. Расход — 10 м.
Оставляем монтажные выпуски не менее 0,3 м. Укладка плотная, с натяжением. Укладываем 22 витка первого плеча, выпускаем конец, формируем петлю под винт Ø6 мм, добавляем 22 оборота второго плеча. Вариант намотки 19 + 19 ограничит полуавтомат в форсировании ампеража для сварки крупных деталей.
Тестирование готового устройства после полной сборки в идеале должно показать ток холостого хода в пределах 0,5 А, разбег напряжения вторичной обмотки ограничивается 19–26 В. Основа сварочного полуавтомата готова.
Изготовление
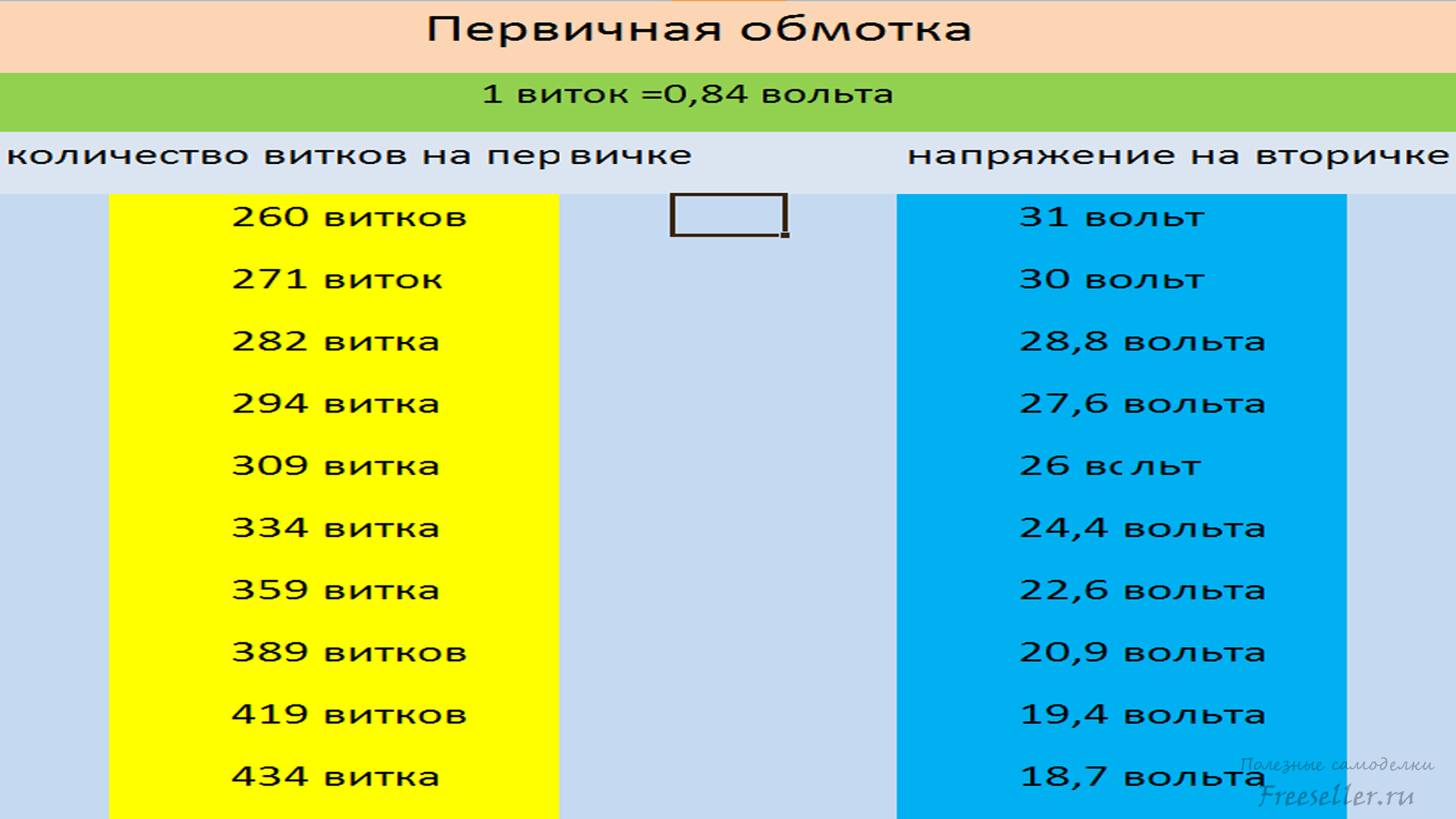
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.

Один отрезал до нужного размера.


Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.








Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.

После этого магнитопровод обматываем картоном.


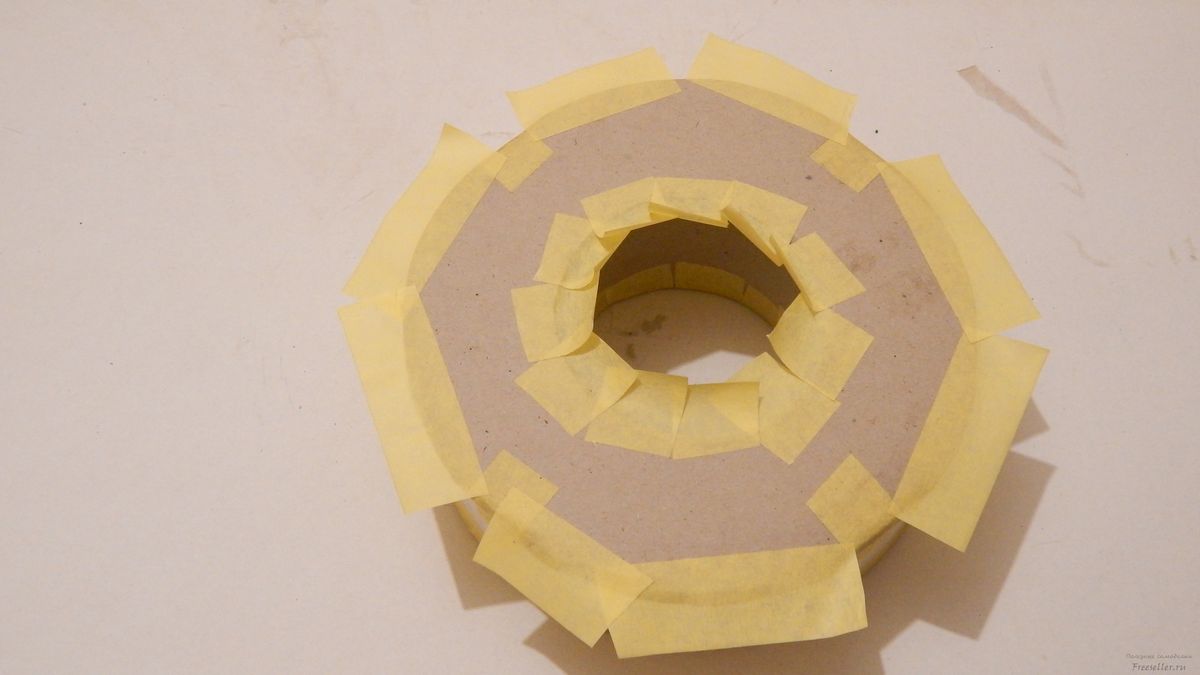
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.



Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.

Провод наматываем на челнок — так намного проще мотать.

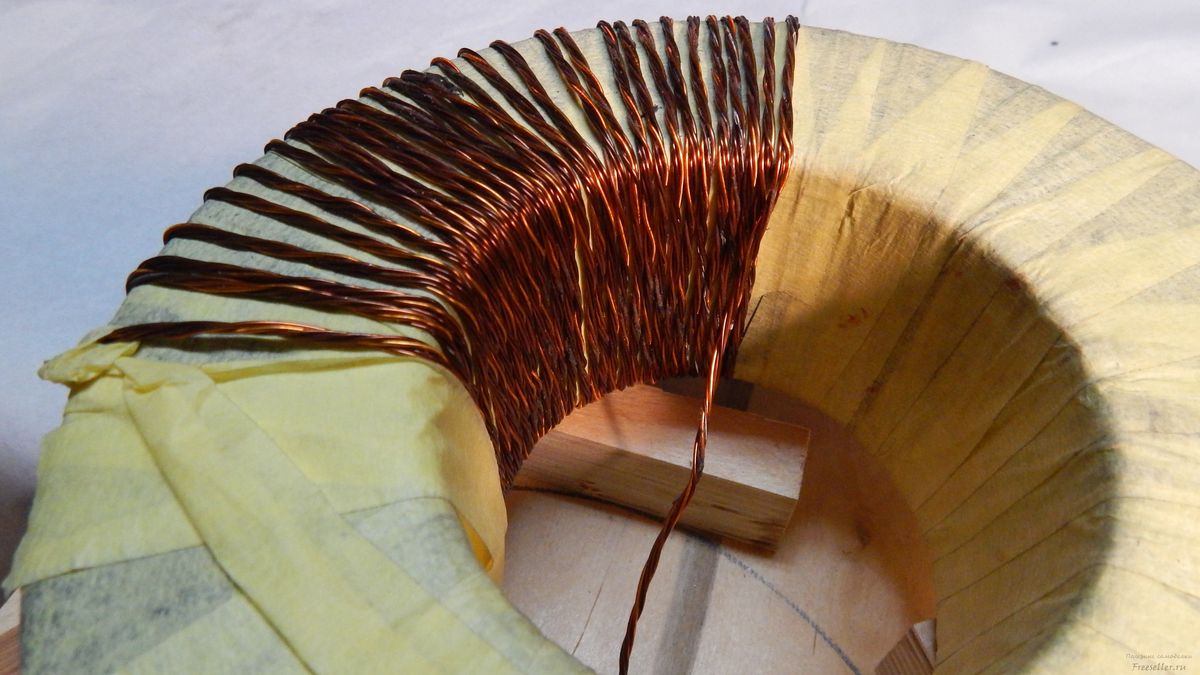
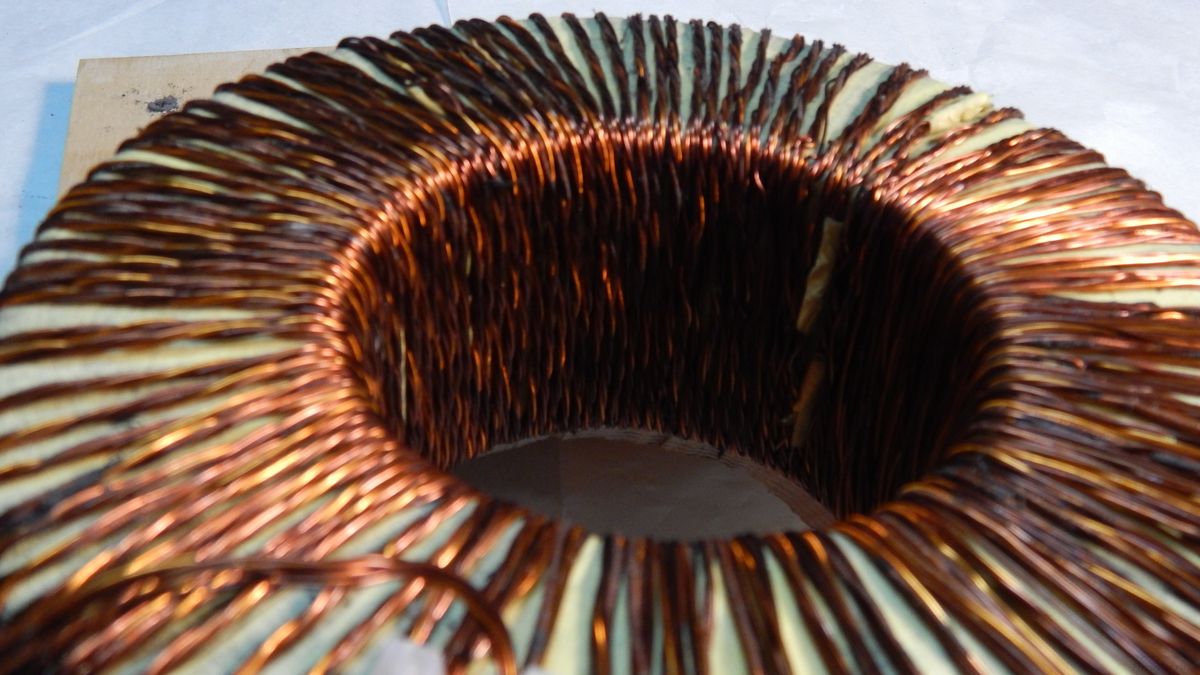
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.




Сечение провода на вторичной обмотке 16 мм2.





Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
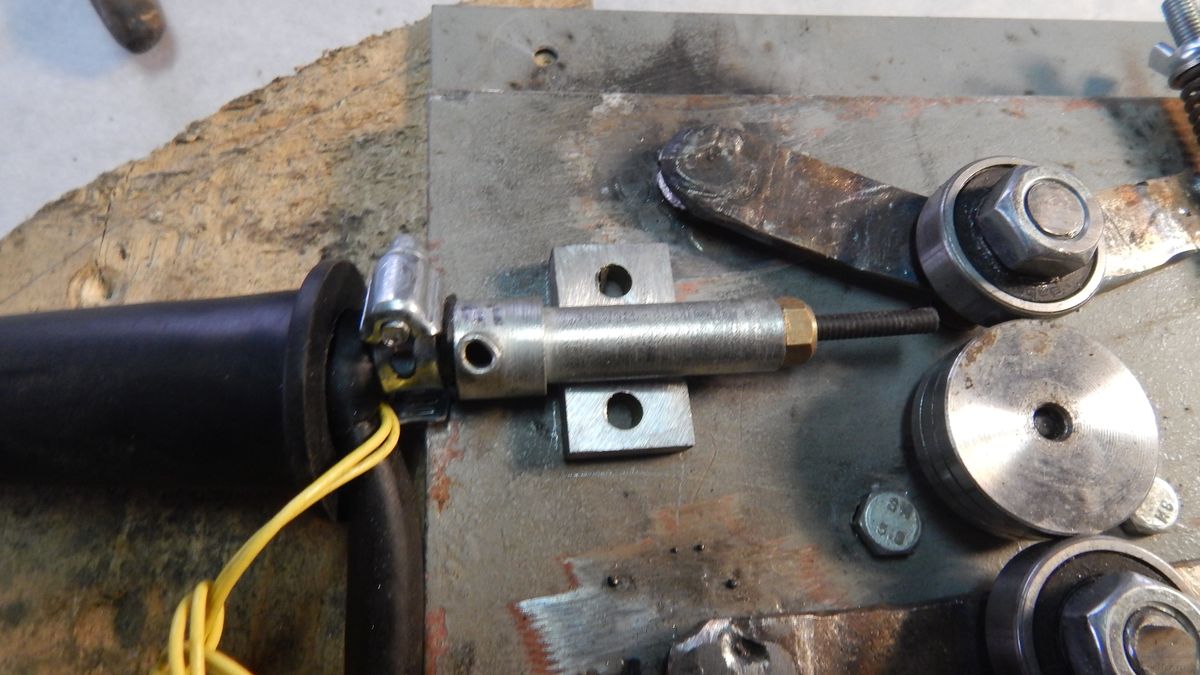
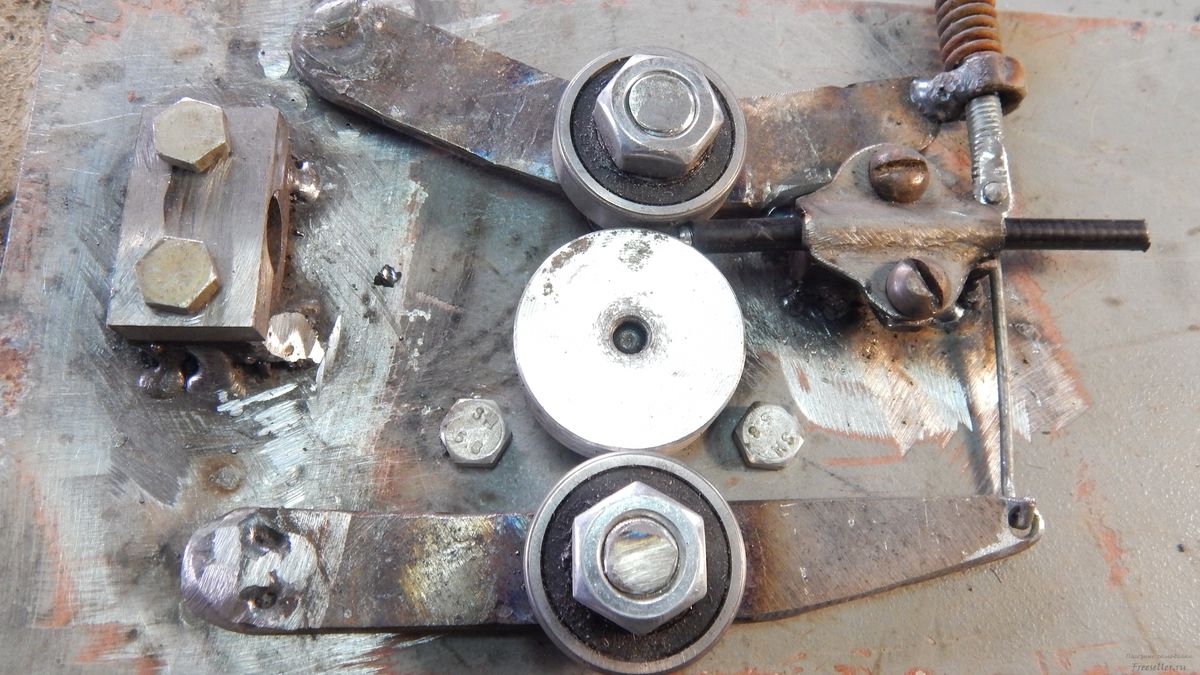
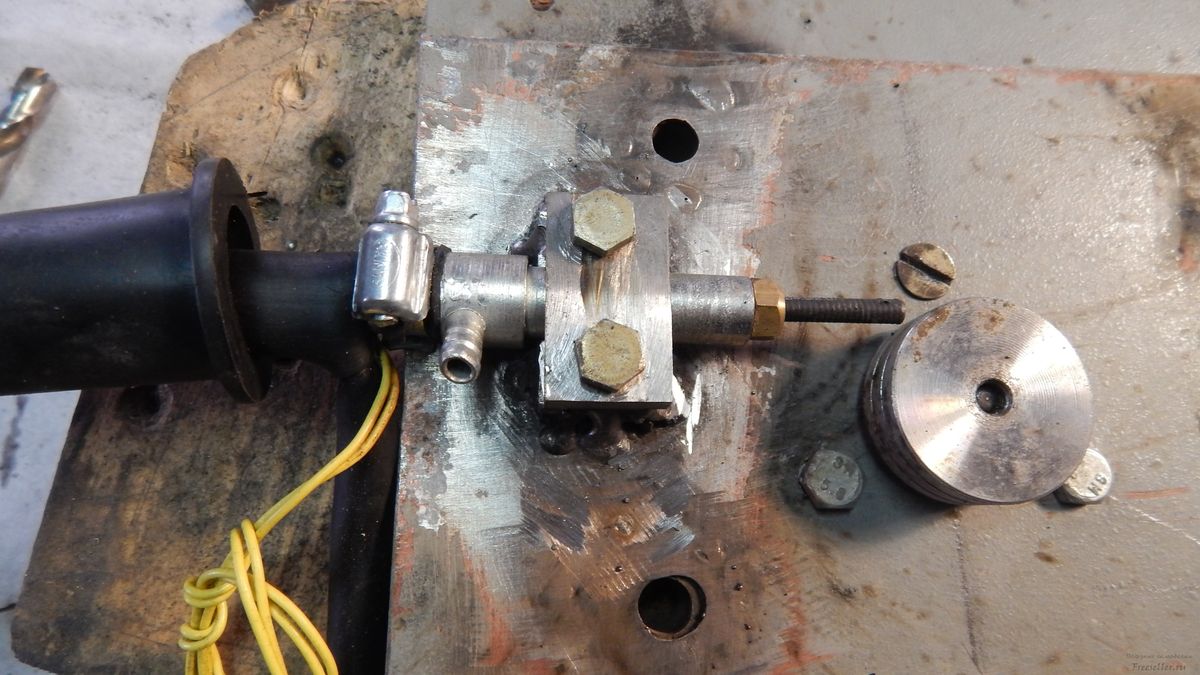
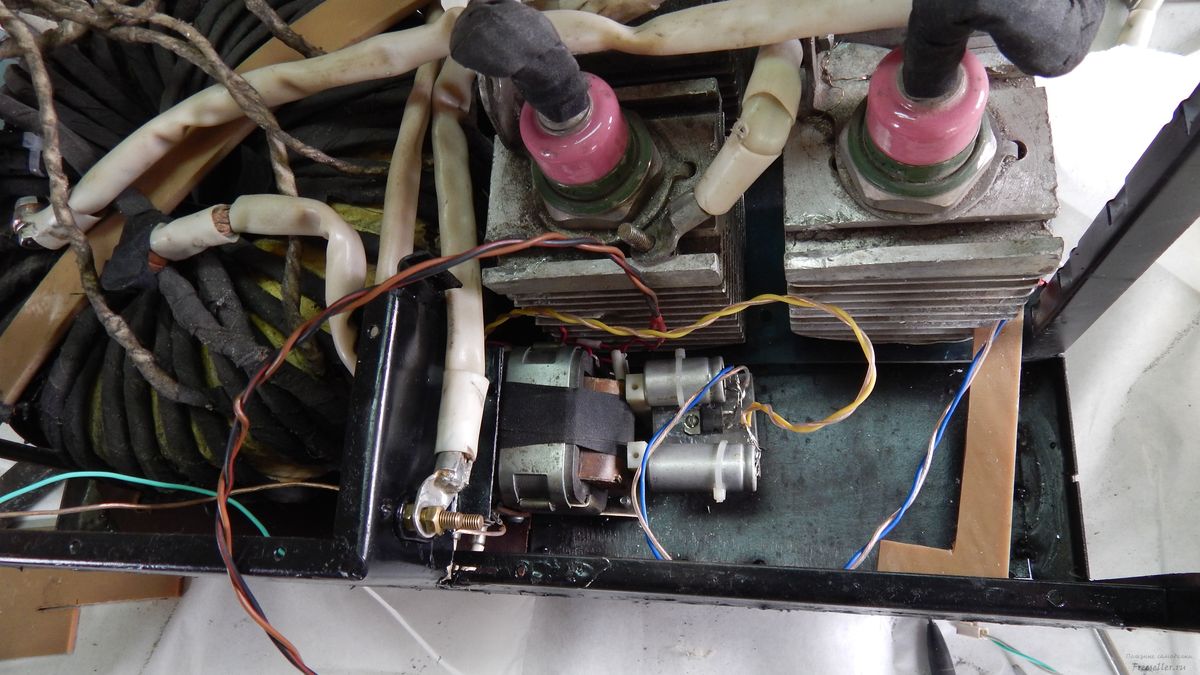
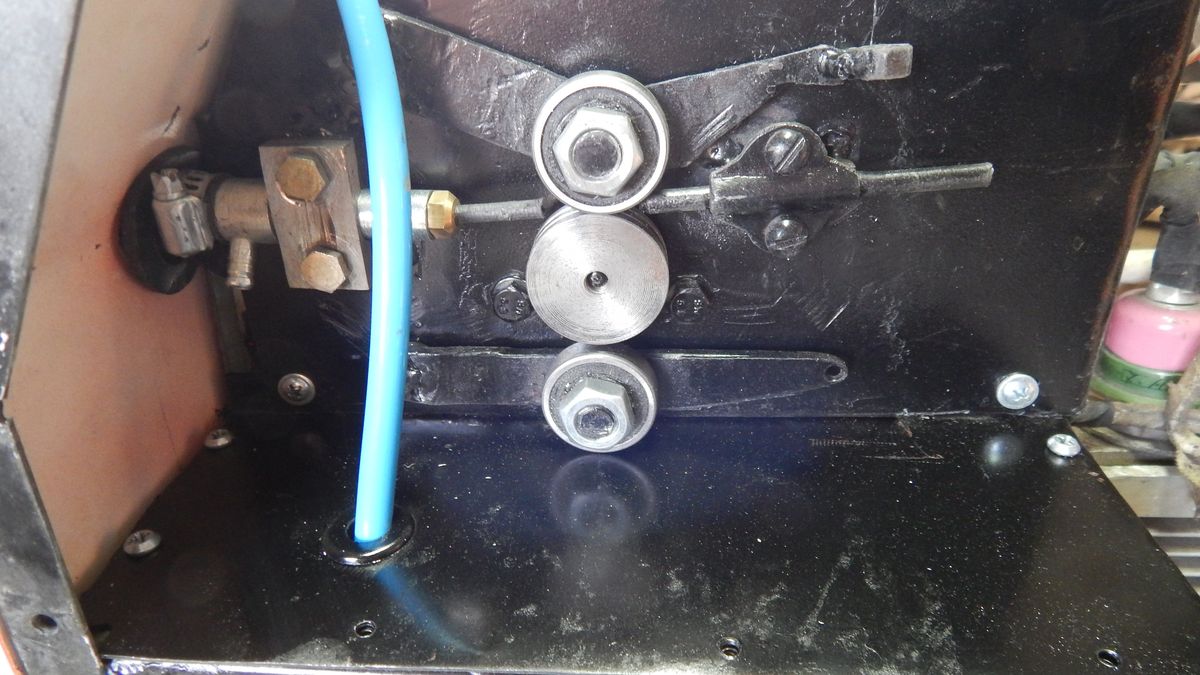
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.

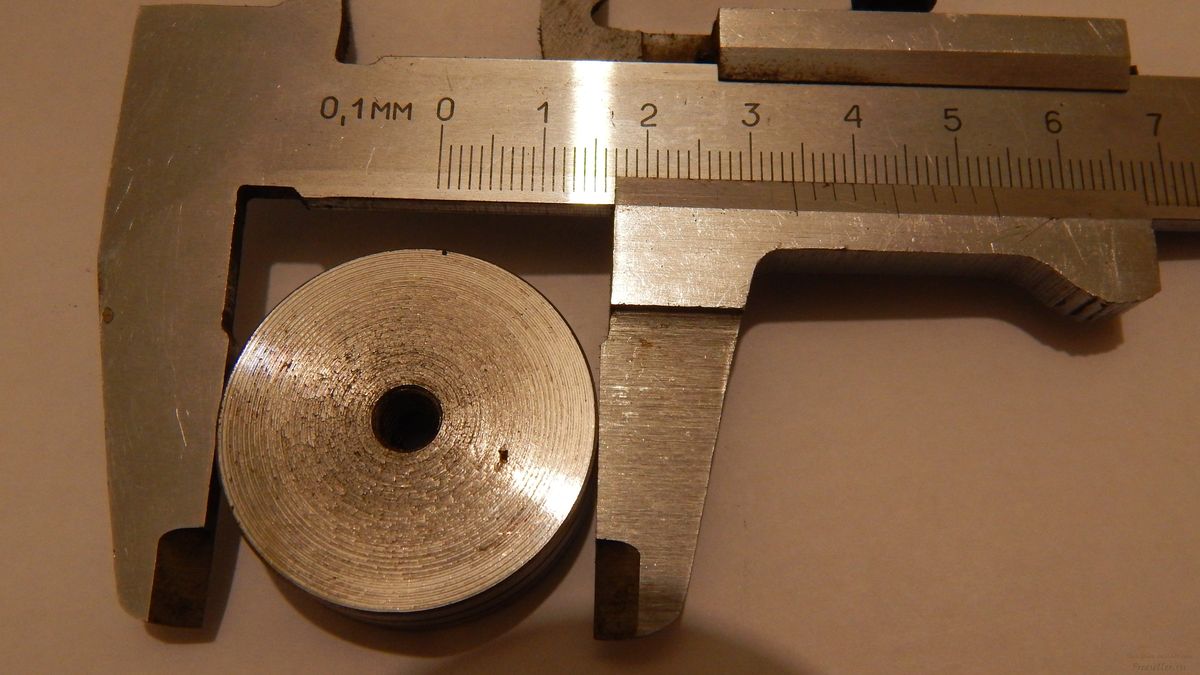
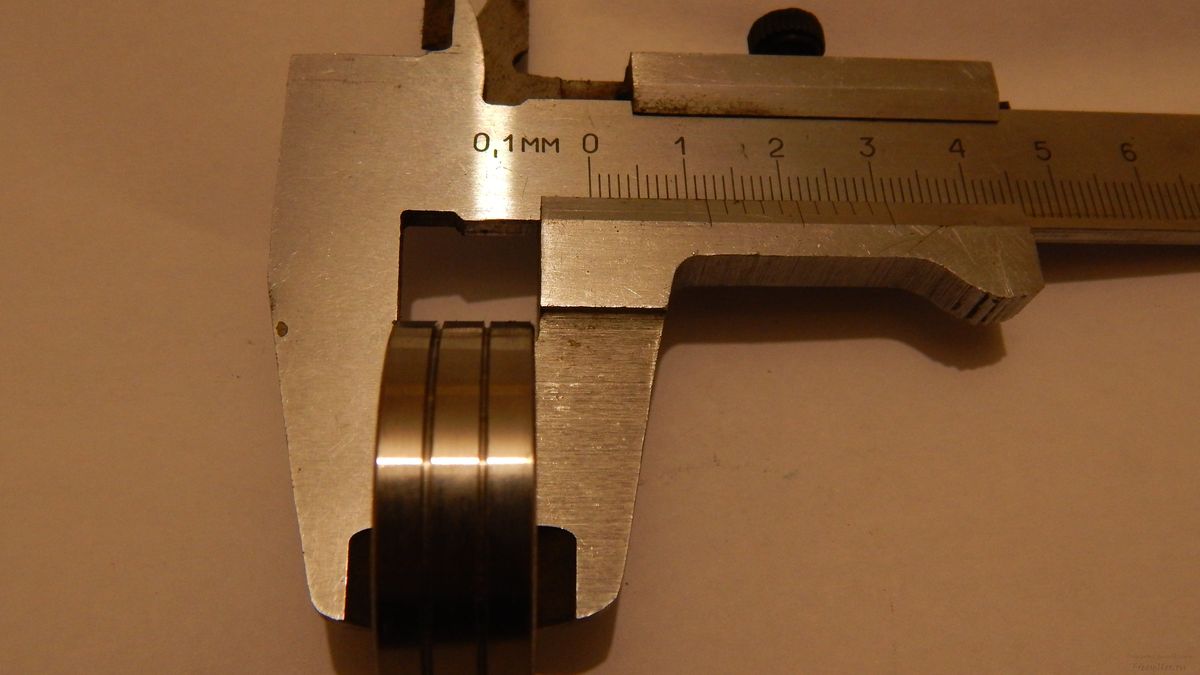
Подающий ролик купил готовый, но его также можно выточить у токаря.

Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.








Сварочный рукав

Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.




Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
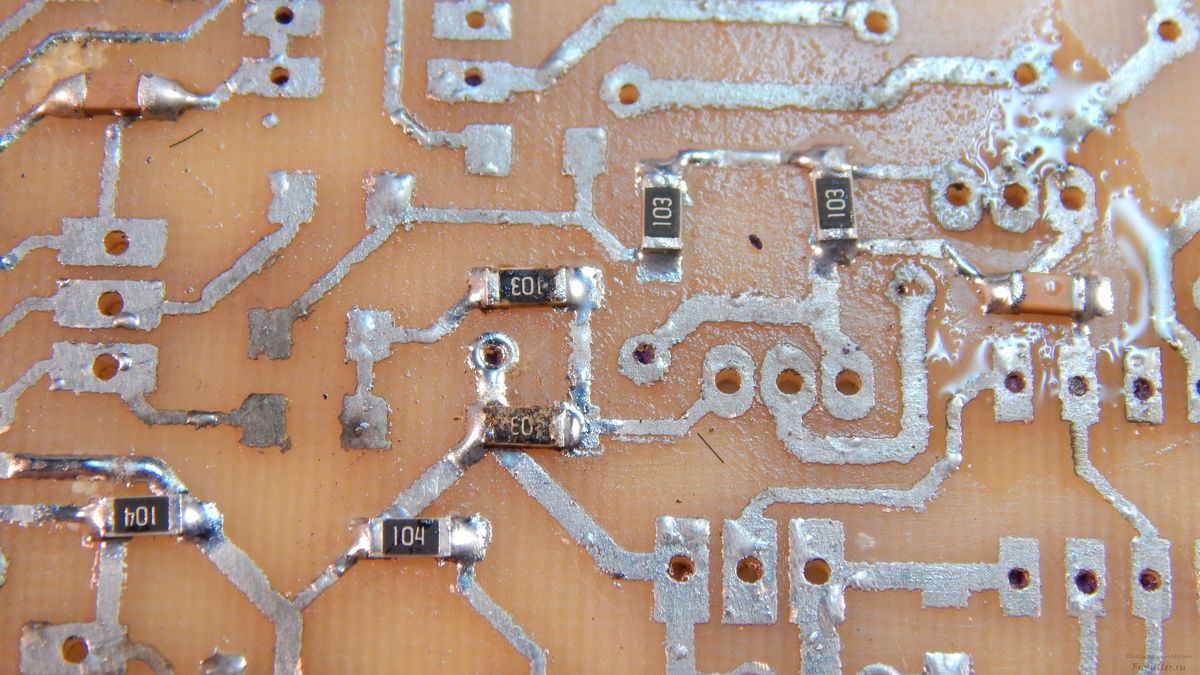
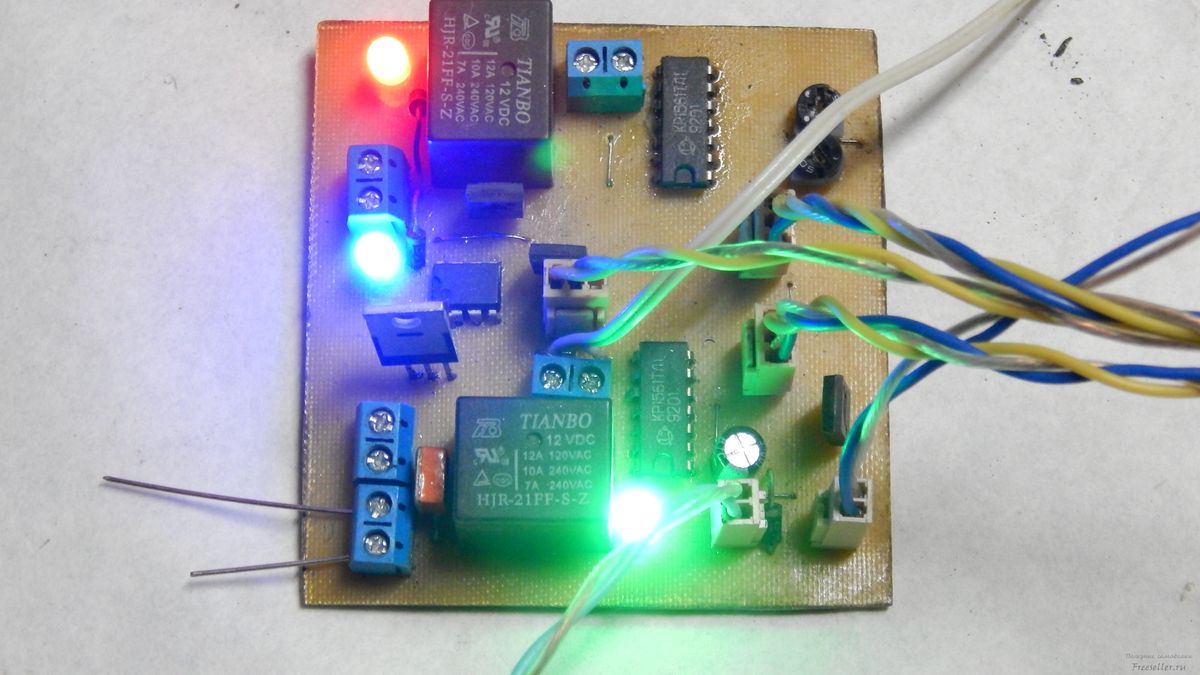
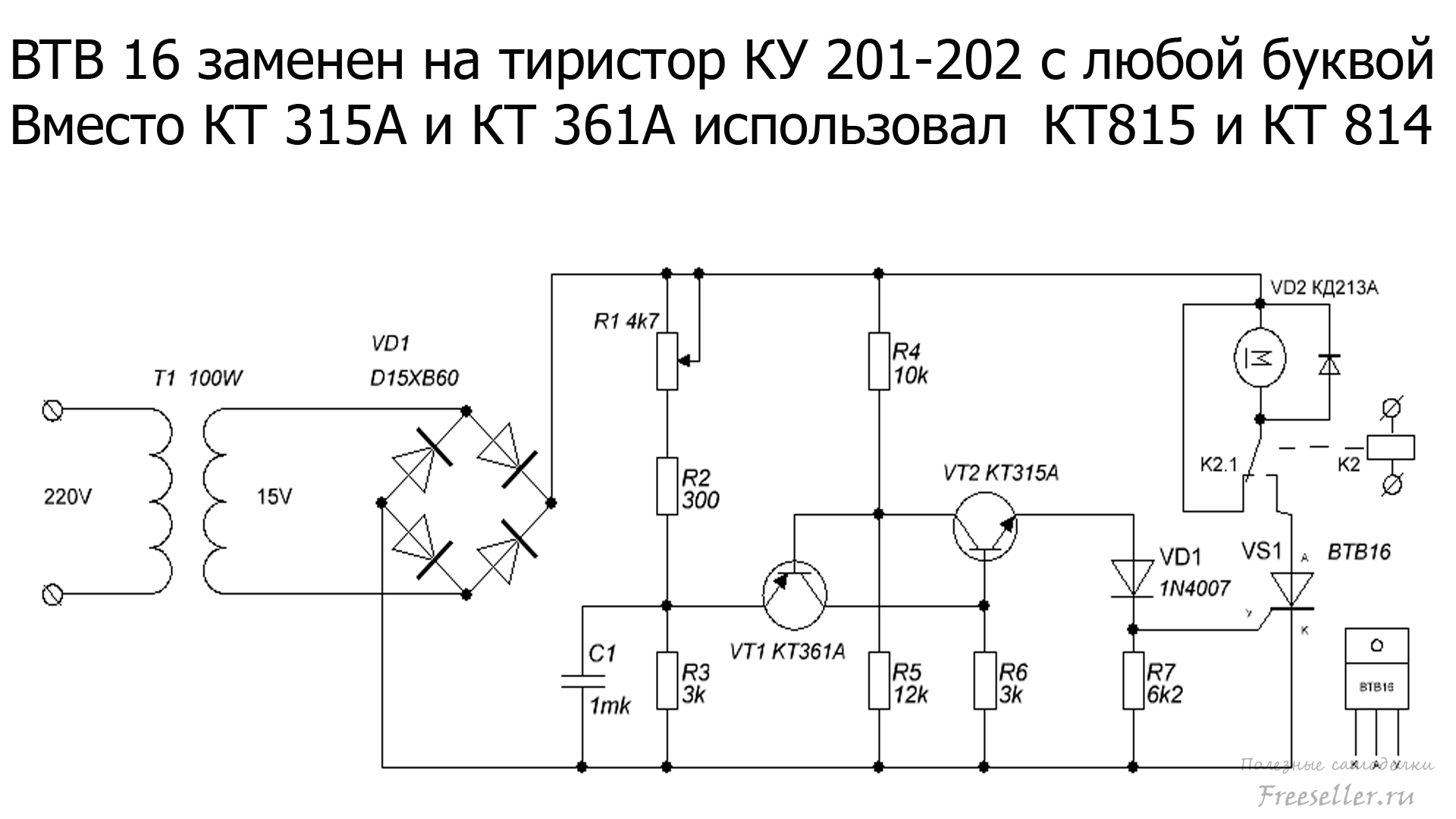
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Схема была взята здесь: http://svapka.ru/sampoluavtom/svarochnyj-poluavtomat-svapka-ru-vol-2-0-svapka-ru.htm
Плата управления


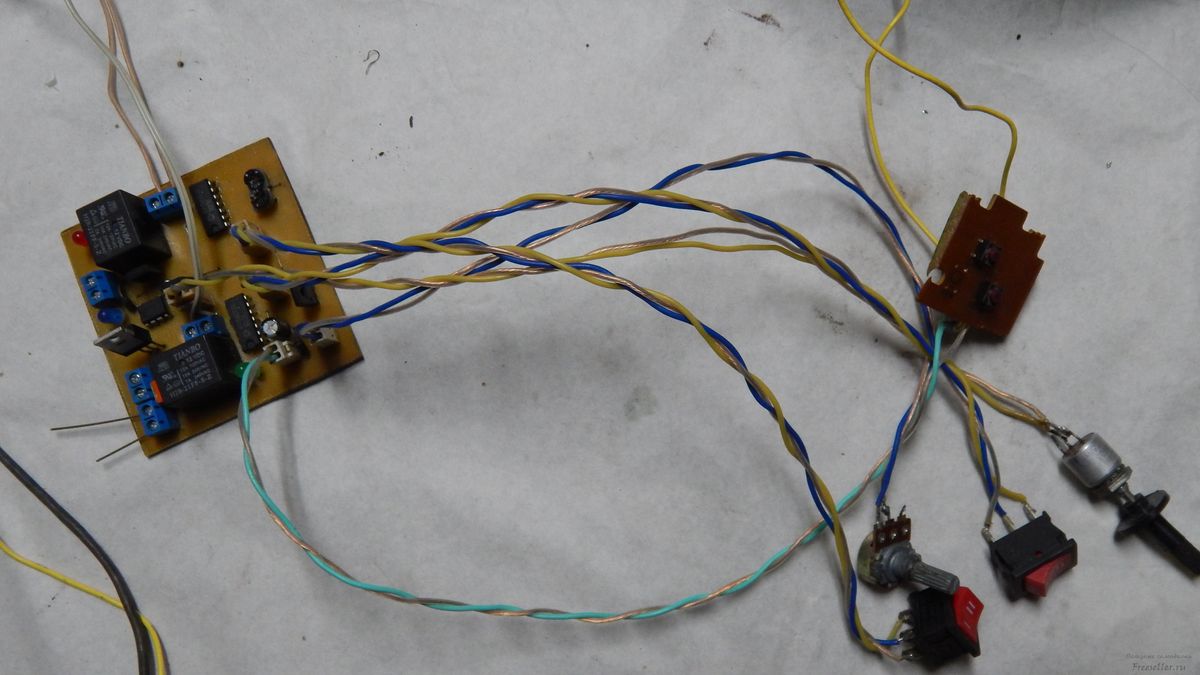

Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.

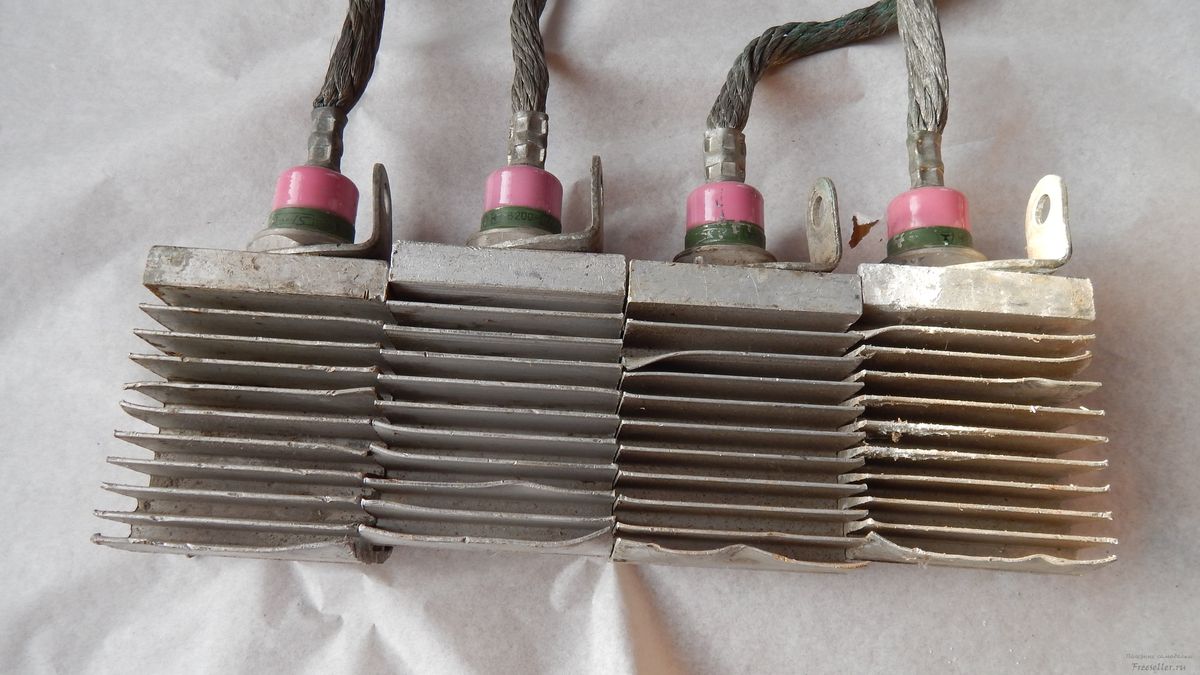
Силовые диоды на 200 ампер на радиаторах.

Провод для массы.

Переключатель напряжения первичной обмотки.


Тиристор Т-161-160 ампер.

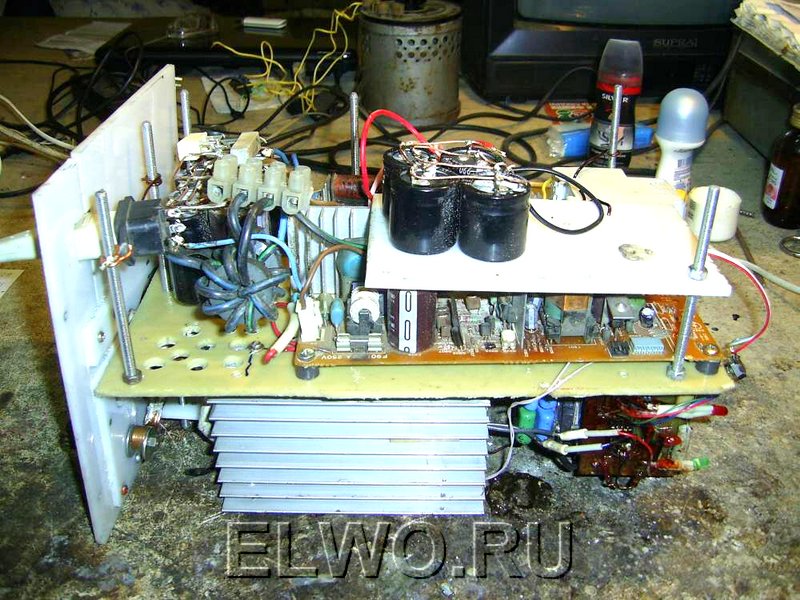
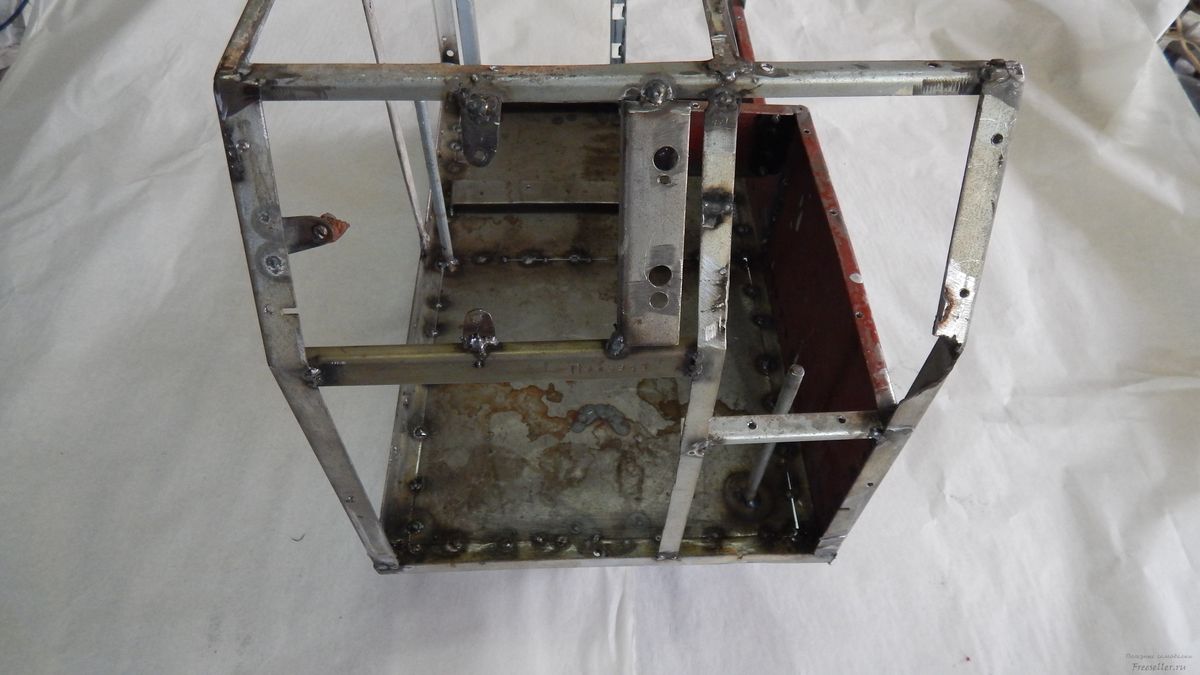
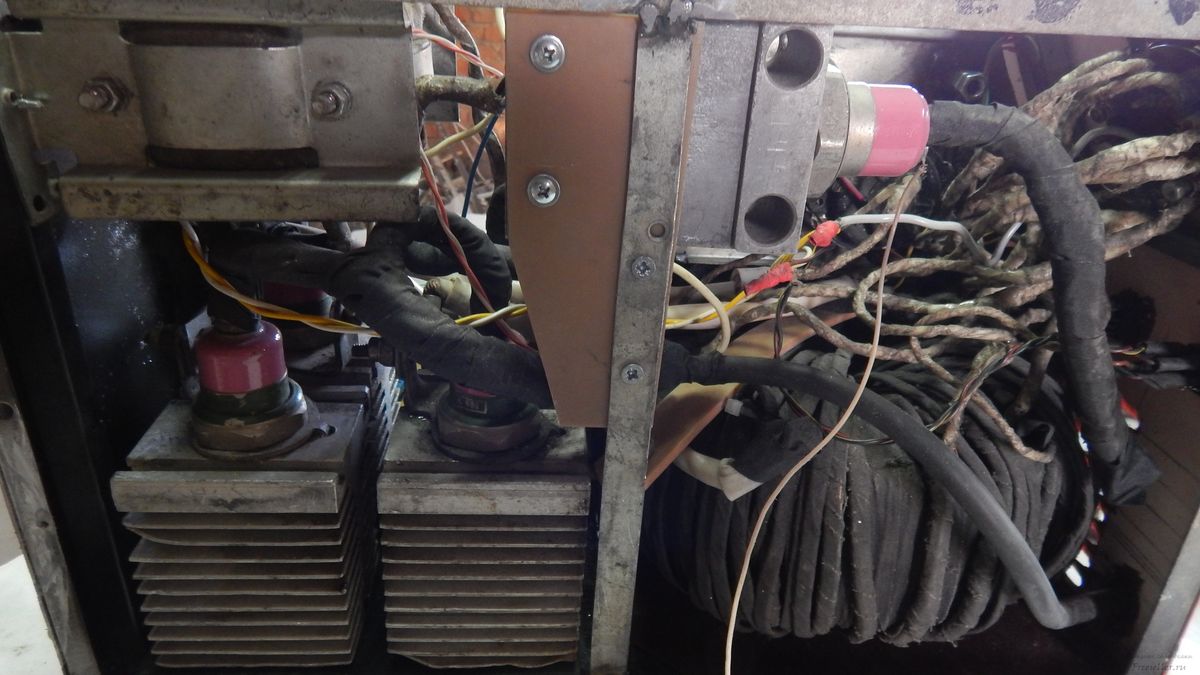
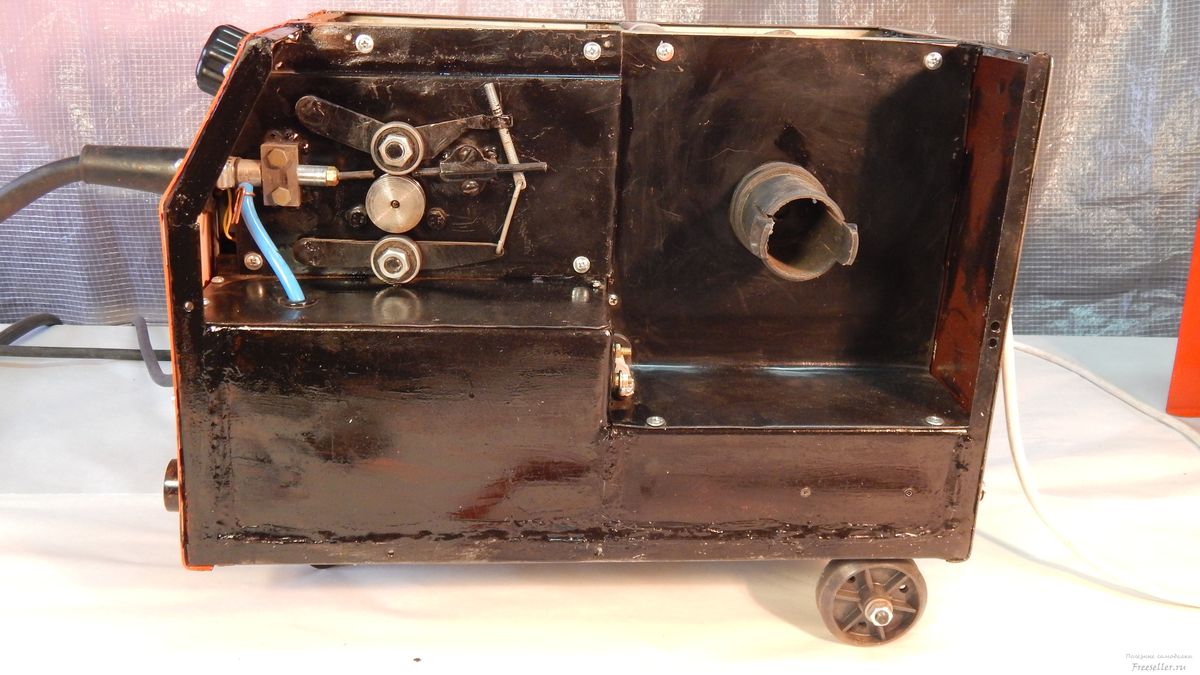
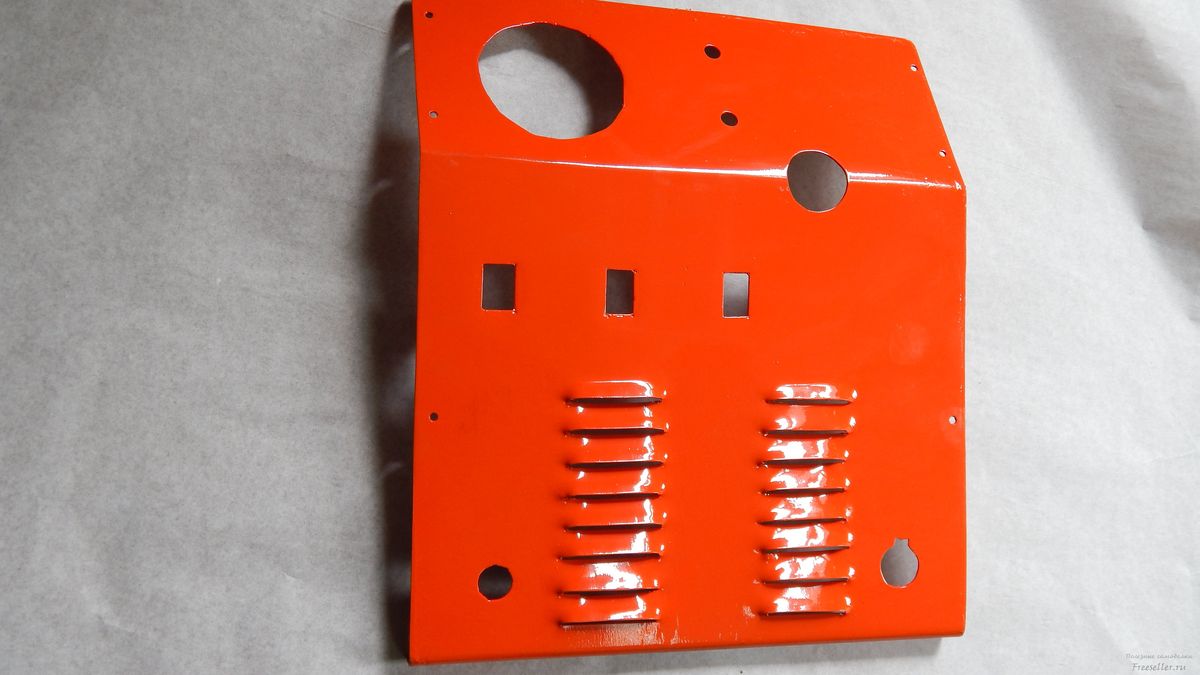
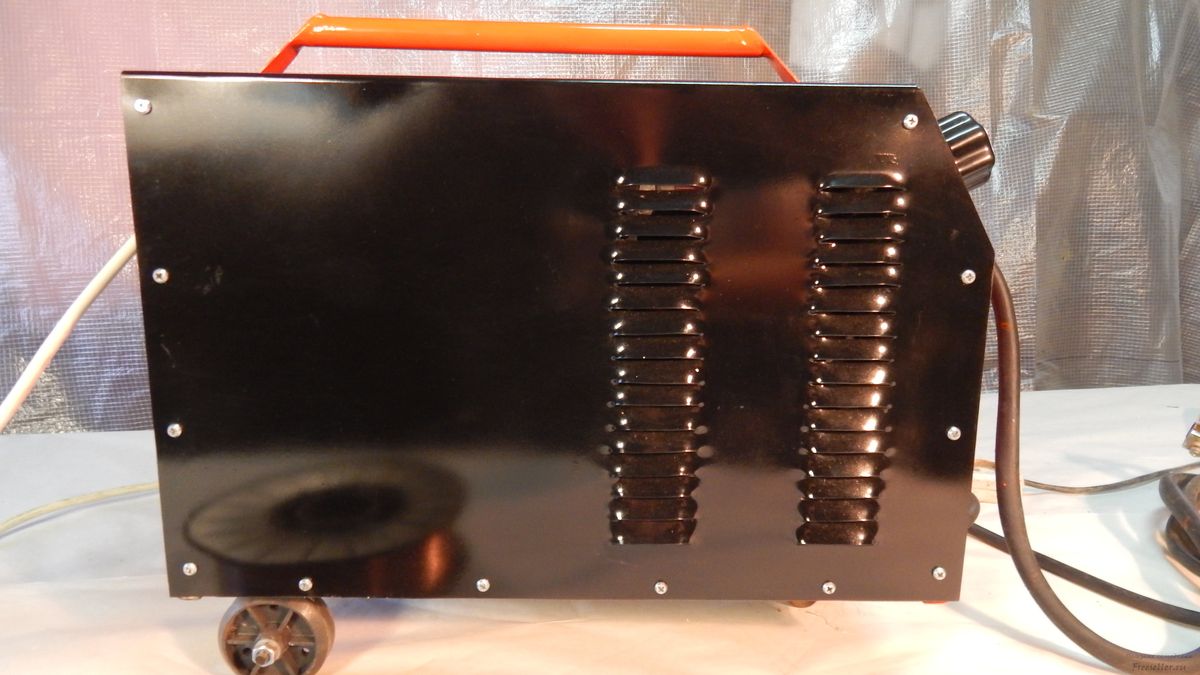
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.










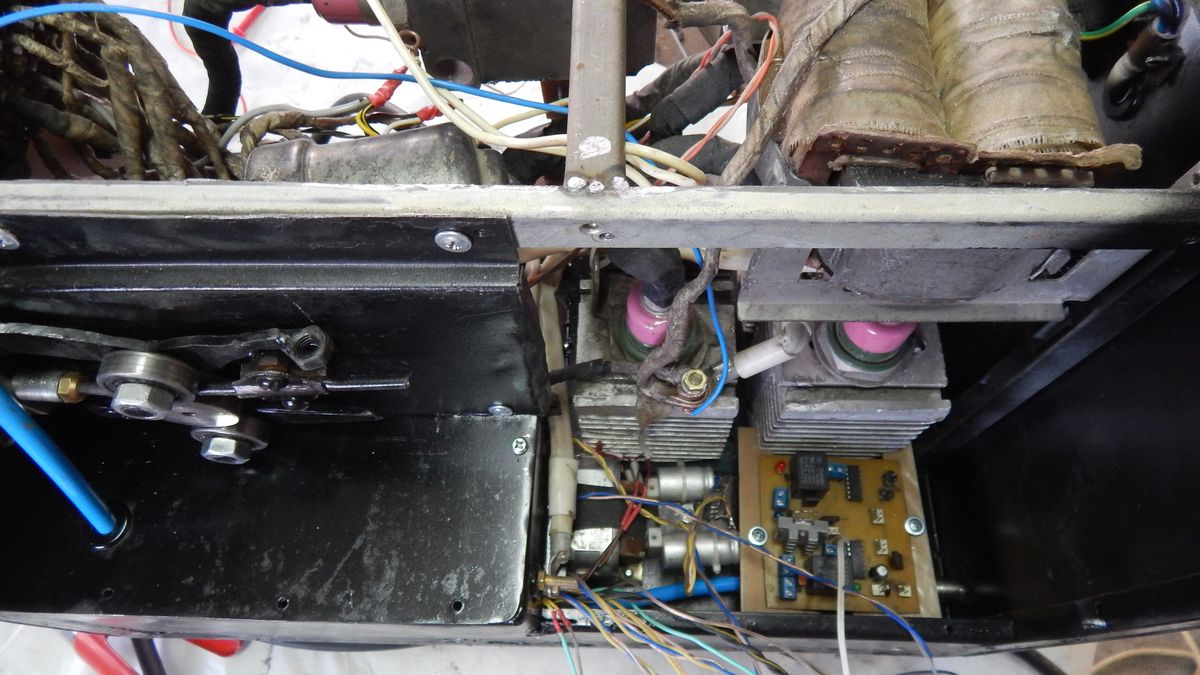








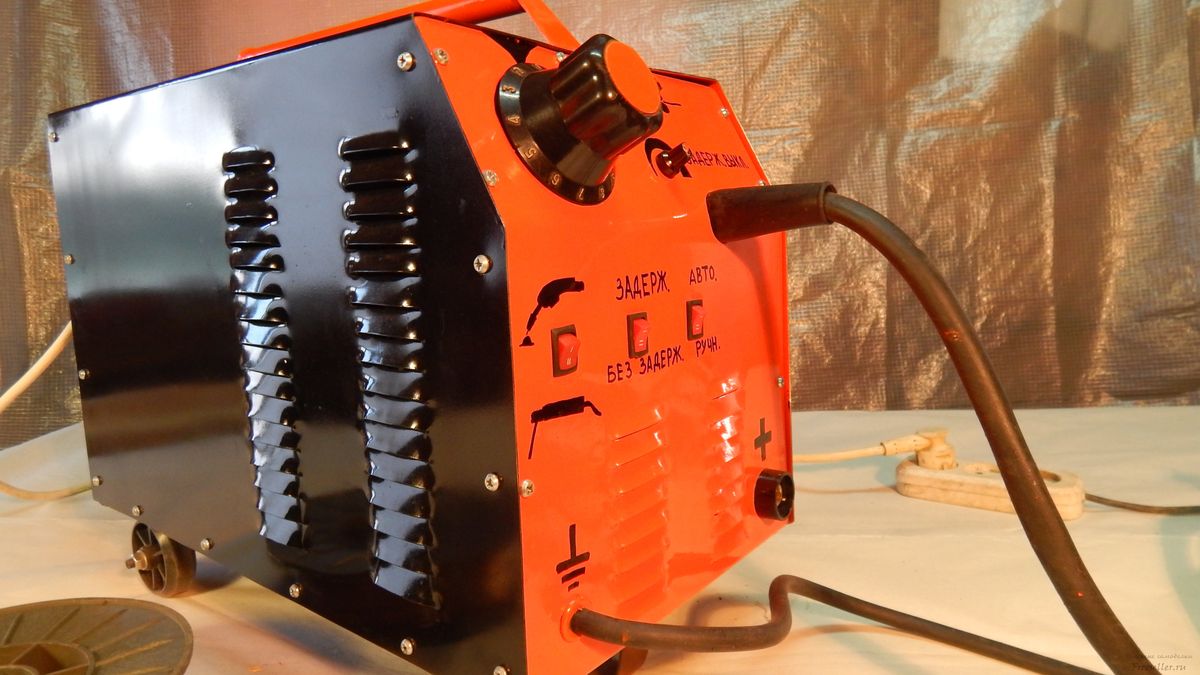



Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.Спасибо за внимание!
Исправлено: 8 апреля 2019
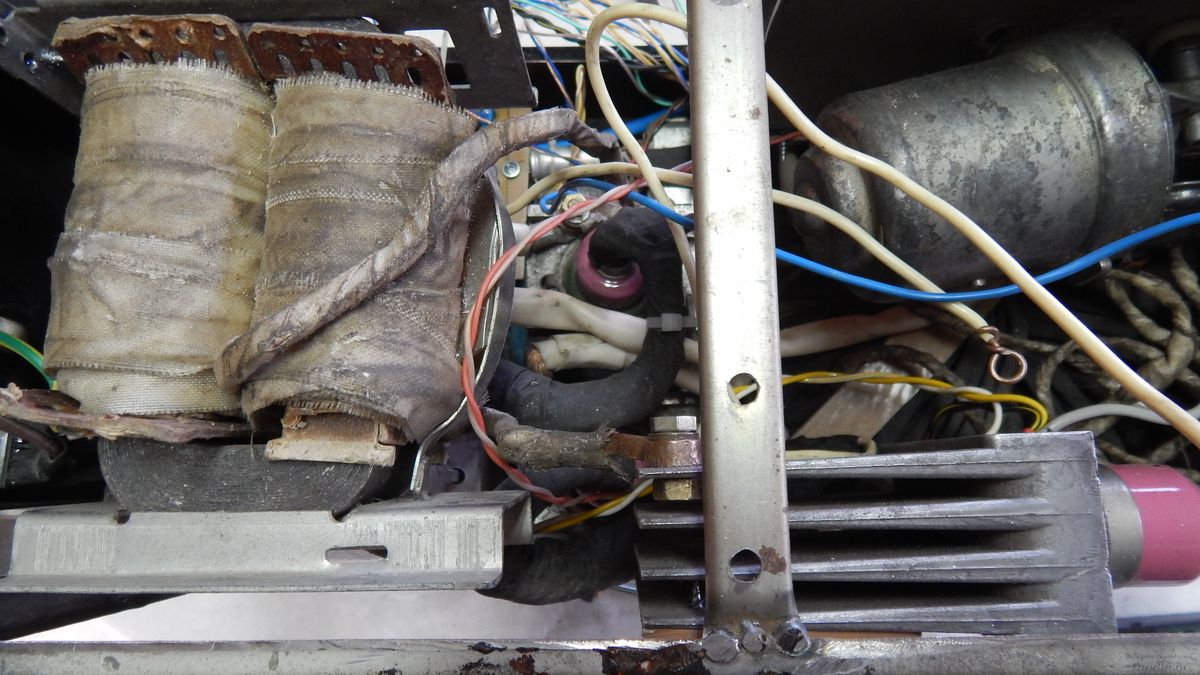
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
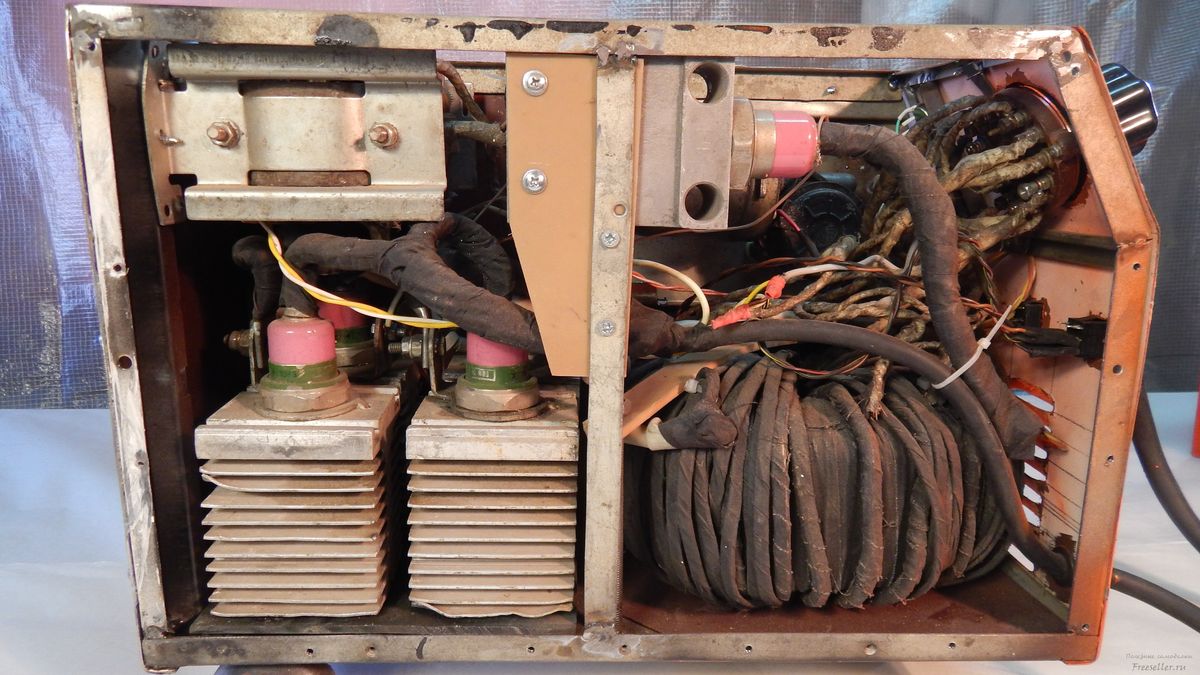
Дроссель
В качестве сердечника понадобится трансформатор лампового телевизора типа ТСА 270-1. Катушки удаляем. Для создания индуктивного зазора к основанию подковообразных элементов клеим текстолитовые прокладки толщиной 1,5 мм.
 Дроссель
Дроссель
Намотка дросселя ведётся на освобождённые катушки. Взамен снятой проволоки укладывается в 2 слоя медная шина по термобумаге. Количество витков обязательно совпадает, оптимально — 15–20. Проводим пропитку бакелитовым лаком. Собираем металлический сердечник. Устанавливаем катушки.
Снизу вход после диодного моста и выход на кабель массы, сверху — последовательное соединение элементов. Случается, что после запуска сглаживающего устройства сила тока снижается. Выход в равном уменьшении количества витков на катушках.
Покупные изделия для полуавтомата
Отдельные части проще купить, чем мастерить:
- Стандартная катушка с проволокой;
- Горелка сварочная 180 А с евроразъёмом;
- Баллон СО2;
- Механизм протяжки проволоки и регулятор скорости;
- Промежуточное реле коммутации подачи газа и проволоки;
- Вентилятор и оребрённые радиаторы.
Видео по теме: Обзор сварочного полуавтомата своими руками
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
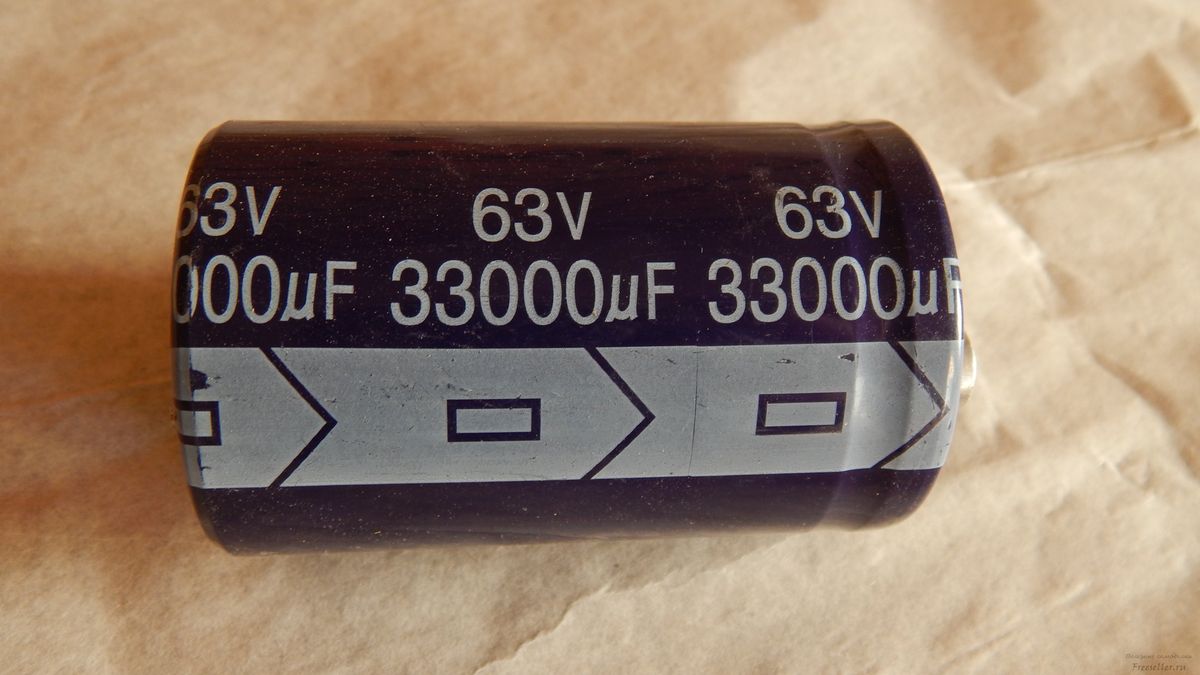
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 104 микрофарад. Оптимально — 20–30 мкф.

Сборка выпрямителя на основе диодного моста
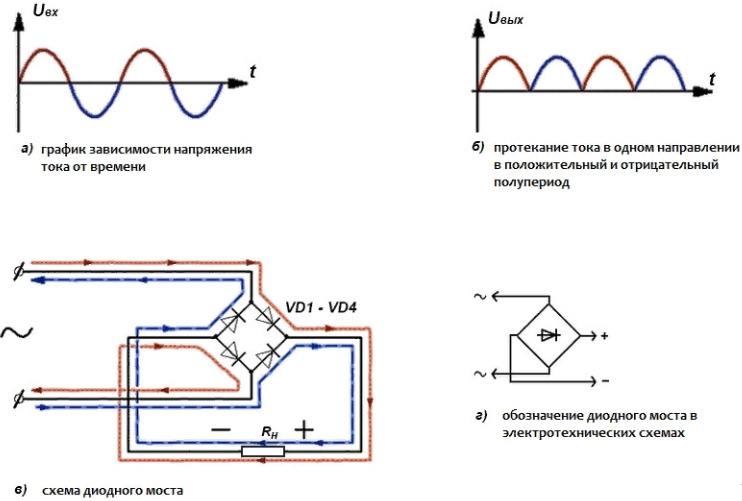 Схема диодного моста
Схема диодного моста
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Качество соединения
Одним из основных показателей для профессионалов является надежность полученного соединения. При способе, который получается обыкновенным инвертором качество соединения может пострадать от воздействия внешних негативных условий. Сварочная ванна оказывается подверженной влиянию воздушной среды и другим посторонним факторам. Если не применять такую технику для сварки алюминия, нержавеющей стали и прочих сложно свариваемых металлов и сплавов, то этого будет вполне достаточно.
«Важно!Для широкого спектра работ инверторы оказываются не столь пригодными.»
Если для вас при выборе, что лучше инвертор или полуавтомат является качество соединения, то лучше выбирать полуавтомат. За счет того, что здесь можно использовать защитные газы, качество соединения намного возрастает. Такая среда не дает проникнуть внутрь ванны различным примесям, которые могут навредить шву. Соединение получается более однородным и за счет отсутствия обмазки, как одного из главных факторов риска, здесь нет большого скопления водорода из влаги, нет попаданий кусков обмазочного материала, различных посторонних элементов и прочих вещей. Специалисты рекомендуют для сложных соединений, будь то необыкновенный сплав, металл или низкая толщина, применять именно такой аппарат.
Особенности аппаратов
Если рассматривать, чем отличается полуавтомат от инвертора, то здесь нужно участь не только вид применяемых расходных материалов. Здесь стоит также отметить, что в полуавтомате настраивается автоматическая подача расходного материала, что делает сам процесс сваривания более удобным и быстрым. Это главные отличительные особенности, так как полуавтоматы также могут строиться по инверторной системе. Вместо стандартного держателя электродов, который служит проводником тока, держатель проволоки не проводит ток, так как для этого служит специальный держатель с неплавкими электродами. Они создают электрическую дугу и сварочную ванну, в которую подается присадочный материал.
Остальные отличия касаются преимущественно параметров, функций, размеров и других вещей, которые присущи конкретной модели. Это может быть:
- Диапазон регулировки тока;
- Шаг регулировки;
- Наличие или отсутствие системы охлаждения;
- Система отключения в случае перегрузки;
- Габариты;
- Ручки для переноски;
- Дополнительные функции.
https://youtube.com/watch?v=XbJ70wB88Mo
Преимущества и недостатки
Отличие полуавтомата от инвертора создает такую ситуацию, что нельзя однозначно сказать, что же из них является лучше. Здесь у каждого из вариантов имеются свои преимущества и недостатки. Преимущества инвертора:
- Относительно низкая стоимость;
- Доступность эксплуатации для широкого круга сварщиков;
- Легкость в переноске и транспортировке;
- Нет необходимости в использовании газа и прочих дополнительных материалов;
- Быстрая подготовка к использованию;
- Меньше риск взрывов и пожаров, как это происходит при работе с газом;
- Большой выбор моделей различной мощности;
- Широкое функциональное разнообразие.
К преимуществам полуавтоматов можно отнести:
- Высокое качество создаваемых соединений;
- Возможность легкой работы с деталями сложными для сваривания в обыкновенных условиях;
- Отсутствие риска попадания чужеродных элементов в сварочную ванну;
- Появляется возможность подогревать заготовку перед свариванием и после него благодаря наличию горелки.
Вывод
Выбор подходящего сварочного аппарата, который отвечает всем запросам зависит только от самих запросов. На рынке представлено огромное количество моделей, которое позволяет подобрать оборудование для нужных процедур. Если обыкновенные инверторы можно отнести к простым и универсальным моделям, то полуавтоматы уже к более серьезным, предназначенным для выполнения сложных функций. Если разделить все условно, то инвертор оказывается лучшим для применения в мелких домашних работах, а полуавтомат оказывается лидером при создании более ответственных швов.