Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
Содержание:
- Подробно о необходимости настройки механизма
- Что необходимо для сварки полуавтоматом
- Подача проволоки
- Как настроить сварку полуавтомат
- Сварка полуавтоматом порошковой проволокой без газа
- Преимущества и недостатки
- Преимущества и недостатки сварки полуавтоматом без газа
- Преимущества и недостатки
- Режимы полуавтоматической сварки теория и практика
- Полуавтомат для сварки нержавеющей стали
- Принцип действия и виды
- Технология сварки нержавеющей стали в среде углекислого газа
- Сварочный полуавтомат инвертор
Подробно о необходимости настройки механизма
Основной для пользователя вопрос, когда планируется приобрести сварочный полуавтомат: как им правильно пользоваться? Важно знать, что помимо корректной эксплуатации такого оборудования во время выполнения сварочных работ есть еще один нюанс – необходимость его правильной настройки. Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата
В лучшем случае следует ожидать поломки отдельных деталей или узлов.
Смотрим видео, дельные советы по настройки:
В первую очередь до начала работы устройство необходимо заземлить. Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Этапы настроек
Предварительная подготовка к работе сводится к следующим действиям:
- С учетом того, какой материал планируется варить, выставляется сила тока. А значение данного параметра вычисляется с использованием таблиц из сопроводительной документации агрегата или с помощью литературы о сварке.
- Устанавливается требуемая скорость подачи проволоки. Здесь имеются свои особенности. Например, если конструкцией предусмотрено ступенчатое регулирование данного параметра, то обычно для этого используются шестерни или коробка передач. Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки.
- Обычно в таких агрегатах предусмотрены переключатели режимов, с их помощью можно настроить направление движения проволоки (вперед или назад).
По окончании всех настроек желательно проверить их корректность на черновом образце. Если качество сварного шва хорошее, то можно браться за основной материал.
Особенности сварочных работ
После подключения к сетевому напряжению включается агрегат нажатием на кнопку «ВКЛ». Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Смотрим видео, подробно обьясняем правило сварочных работ:
Работа с электродом определяется расположением механизма подачи проволоки относительно горелки. Существует несколько вариантов: толкающего, тянущего и совмещенного типа. После поджига электрической дуги горелка подносится к участку сварки. Случается, на конце электрода образуются комки. В этом случае рекомендуется ускорить процесс подачи проволоки.
Требования, предъявляемые к сварочным агрегатам
Вопрос, как работает инверторный сварочный полуавтомат, решается уже по факту его приобретения. Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
- Компактность и мобильность, чтобы дополнительно упростить работы оператору;
- Длительная эксплуатация без перегрева механизма и без ущерба для одного из основных узлов такого устройства – механизма подачи проволоки;
- Удобство работы с горелкой и ее быстрая замена;
- По возможности быстрая замена и сварочной проволоки;
- Беспроблемная настройка оборудования;
- Отсутствие рывков при подаче проволоки;
- Устойчивость к низким температурам.
Как видно, работа с полуавтоматом требует внимательности и «твердой руки». Однако немаловажным является и тот факт, что без соответствия параметров агрегата роду условиям работы будет проблематично добиться высокого качества сварного соединения. Поэтому рекомендуется перед началом работы изучить все особенности функционирования такого оборудования, чтобы иметь возможность безошибочно его настроить и применять по назначению в дальнейшем.
Что необходимо для сварки полуавтоматом
Электрод обладает меньшим сопротивлением в сравнении с дугой. Поэтому при работе с металлической поверхностью образуется выделение тепла, которое приводит к плавлению электрода или металла. При этом, данный способ крепления металла является достаточно надежным.

Для проведения работ потребуется сварочный аппарат, защитная маска, перчатки и некоторые навыки в данной работе.
При вертикальной сварке требуется отводить электрод от шва. Это необходимо для обеспечения равномерности и обеспечения качества крепления.

При горизонтальной сварке ведут сплошной и точечный шов. Но, как правило, точечный считается более надежным.
Преимущества сварки полуавтоматом
В сравнении с обычным сварочным аппаратом работа мастера значительно облегчена.
- Обеспечен моментальный розжиг дуги;
- отпадает необходимость постоянной замены электродов;
- не нужно затирать готовый шов от шлака;
- во многих устройствах расплавление проволоки под действием электрической дуги регулируется автоматически;
- сварочный инвертор подключается к обычному бытовому источнику питания с питанием 220V;
Подача проволоки
Точная подача проволоки является важным моментом. Производитель конструирует свои аппараты так, что правильная сварка будет обеспечиваться в любом случае, однако, каждый способ имеет свои минусы, тем более что не все поломки могут быть устранены в домашних условиях. Используется два основных вида и их комбинация:
- Толкающий механизм – подает проволоку через рукав, устройство располагается непосредственно в корпусе, рядом с катушкой.
- Тянущий – устройство интегрировано в ручку горелки.
 Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Как настроить сварку полуавтомат
Каждый мастер, самостоятельно выбирает для себя с каким режимом, он собирается вести работу.
- При работе с газом. Настройка оборудования может повлиять на скорость работы и высоту шва. Некоторые мастера с большим опытом, могут производить настройки оборудования на слух. Подача газа должна производиться однородно и не шипеть. Газ предназначен для качественного обдува. Проволока должна выставляться вперед, что не позволит обрываться дуге. Правильная настройка позволит исключить закипание металла при работе.
- При работе без газа. Техника работы без газа отличается от вышеописанной. Здесь необходимо использование специальной порошковой проволоки. Состоит она из кремния и марганца. Металлический порошок предназначен для создания защитной среды. При нагревании порошок выгорает, обеспечивая защиту шва от расплывания. Данный способ наиболее практичен, когда необходимо обеспечить наилучшее качество сварочных соединений, не теряя при этом исходный материал для крепления. Возгорание порошкового металла позволяет создать оболочку, защищающую от температурного воздействия расплавляющей дуги.
- При ремонте автомобилей или для обеспечения высокоточной сварки. Кузовная сварка характеризуется максимальной точностью. Должны быть исключены или минимизированы потери плоскости металла. Используемое оборудование позволяет учесть все эти требования и исключить ненужные потери металла. Обеспечивает высокое качество даже при использовании с самыми тонкими металлами.
Поэтому данное оборудование чаще всего используется в ремонте кузова автомобилей. Для работы с металлом кузова вместо специальной проволоки, чаще всего, используют металлический порошок. Содержания такого порошка включает в себя: медь, марганец и кремний.
В целях обеспечения качества при работе с кузовом, используется точечная сварка. Данный способ позволяет создать наиболее крепкий и износостойкий шов.
Заключение
Полуавтоматическая сварка — достаточно дорогостоящее оборудование. Огромным плюсом его использования является простота в работе. Использовать такую сварку можно практически для любого металла. Данный тип оборудования позволяет:
- исключить потери рабочей поверхности;
- избежать деформации;
- создавать качественный шов;
- минимизировать потери рабочего времени.
Как видим, плюсов от использования данного оборудования гораздо больше, чем минусов.
Сварка полуавтоматом порошковой проволокой без газа
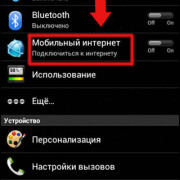
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
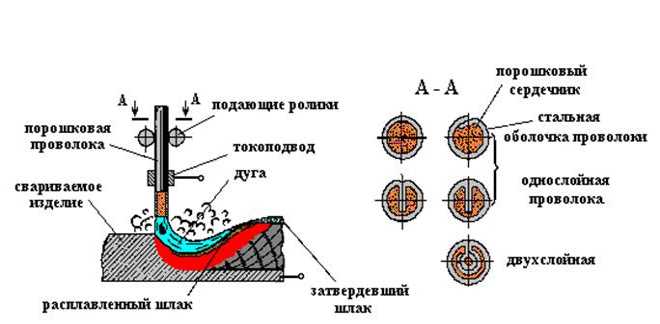 Схема сварки порошковой проволокой
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне
Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Преимущества и недостатки
Одна из сложностей в данном процессе состоит в том, что нельзя следить за ходом формирования шва. Когда происходит полуавтоматическая сварка угловых соединений, то держатель ставится в угол стыка, что создает условия, при которых направление шва идет к сварщику и инструмент располагается под углом. При создании прерывистых швов данная технология отлично проявляет себя.
Проволока, которая используется для сварки, обладает высокой хрупкостью и во время подачи может сломаться, так что здесь нужен специальный аппарат с малым зажатием. Менять полярность также не рекомендуется, поэтому стандартным вариантом является «плюс» на заготовку, а «минус» на держак электрода. Возникает опасность работы с газом, так как он может привести к удушью или взрыву баллона.
К основным преимуществам можно отнести высокое качество получаемых соединений, так как оно мало зависит от внешних условий. Универсальность метода обеспечивает широкое распространение и богатый выбор вариантов аппаратов для сваривания. Соотношение цены и качества в данном случае находится на высоком уровне.
Благодаря полуавтомату многие сварочные работы стали более легкими и простыми. Стоит также отметить скорость, с которой создается шов, так как это более быстрый процесс, чем при газопламенной сварке.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.

Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается
Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования
При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Режимы полуавтоматической сварки теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают
Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным
О тонкостях настройки механизма смотрите в видео:
Полуавтомат для сварки нержавеющей стали
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки

- Аргон и углекислота — этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом

- С использованием короткой дуги — полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом — при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод — из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.

- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Принцип действия и виды
Человеку, привыкшему работать в ручном режиме сварки, нужно время, чтобы разобраться, как правильно варить сварочным полуавтоматом. Несмотря на то, что в этом случае почти все операции (кроме подачи проволоки) выполняются вручную, следует наловчиться, чтобы в результате получилось надежное соединение.
 Схема сварочного инвертора
Схема сварочного инвертора
Вне зависимости от исполнения в числе основных узлов обычно выступают:
- Блок управления:
- Источник питания;
- Горелка для сварки;
- Механизм подачи проволоки и катушка;
- силовые кабели.
Устройство и принцип работы сварочного разнотипного полуавтомата разных исполнений во многом сходен за исключением некоторых нюансов, обусловленных конструктивными отличиями каждого из видов подбойной техники. Так, от источника питания в горелку подводится сварочный ток. Горелка конструктивно связана с механизмом подачи проволоки, что позволяет подавать особого рода электрод (проволоку) в зону сварки. От вида агрегата зависит, какие процессы будут происходить на следующем этапе.
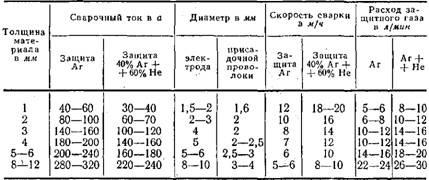 Таблица толщины проволоки и напряжения для сварки аргоном
Таблица толщины проволоки и напряжения для сварки аргоном
Чтобы понимать, как правильно варить сварочным полуавтоматом, следует для начала определить его тип:
- Для сварочных работ под флюсом. Конструкцией предусмотрена горелка с воронкой для подачи флюса в зону сварки. Особенность таких исполнений заключается в более мощном механизме, так как чаще всего аппараты данного типа работают с проволокой большого диаметра.
- С применением порошковой проволоки.
- Для сварки в среде защитного газа. Работа с таким полуавтоматом сварочным упрощается благодаря газовому клапану, который перекрывает доступ газа в зону сварки.
- Универсальные устройства обычно оснащены дополнительными элементами, например, горелками или роликами, что позволяет подстраиваться под разные условия работы.
Непосредственно сам механизм подачи проволоки состоит из электродвигателя, роликов и редуктора. Данный узел может подразделяться на несколько групп по конструктивным особенностям: переносной с ручкой для транспортировки, подвижный (исполнение оснащено колесами) и стационарный.
Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.
- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.
 Режимы полуавтоматической сварки в среде защитных газов
Режимы полуавтоматической сварки в среде защитных газов
Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.
- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.

Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.