Радиосхемы Схемы электрические принципиальные Сварочный аппарат на мощных тиристорах
Содержание:
- Как решить проблему с работоспособностью сварочного инвертора
- Выбор параметров режима ручной дуговой сварки
- Силовая часть с драйверами.
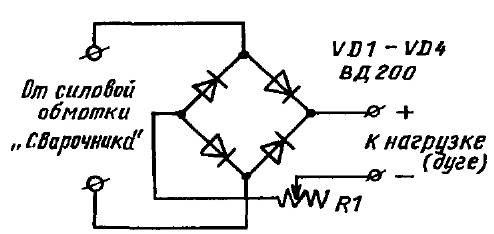
- Сварочный выпрямитель
- Как на длинные волосы сделать кудри с помощью выпрямителя
- Краткая информация об инверторах для сварки
- Распространенные варианты выпрямительных устройств
- Самодельная электроника в быту
- Сварочный аппарат на мощных тиристорах
Как решить проблему с работоспособностью сварочного инвертора
Падение подачи сети в общей системе не редкость в зимний период года. Если в сети есть данные подачи до 180 вольт, то будет проблематично запустить инвертор в работу. Зажечь электрическую дугу будет сложно, а если вы еще используете электроды диаметром свыше 3 мм, то для аппарата нужна рабочая сеть напряжения, не менее 220 Вольт. В противном случае качество шва будет отвратительным, и вы не сможете добиться желаемого результата работы, тогда вам на помощь придёт монтаж стабилизатора напряжения 220в для сварочного инвертора.
 Входящее напряжение со стабилизатором перед сваркой
Входящее напряжение со стабилизатором перед сваркой
 Входящее напряжение после начала сварки
Входящее напряжение после начала сварки
Эксперты считают, что решить проблему можно будет несколькими путями, которые мы укажем детально.
- Если вам позволяют финансы, то не обязательно нужно будет покупать стабилизатор напряжения для сварочного полуавтомата. Достаточно купить трансформаторное устройство и поставить его на входе в бытовую электросеть. Таким образом, вы не только сохраните в целостности ваши приборы, но и добьётесь необходимого режима энергопотребления в доме.
- Нельзя подключать сварочный аппарат к стабилизатору напряжения, если он имеет различные функциональные характеристики эксплуатации сети. То есть, есть в продаже устройства для однофазной сети и отдельно устройства для трёхфазной сети.
- Правильно определяем основные параметры мощности стабилизатора напряжения для сварочного аппарата инверторного типа. Нет необходимости выбирать устройство, которое рекомендовано по данным сварочного оборудования, то есть, не стоит полагаться на данные коробки, так производитель изначально даёт завышенные цифры в целях общей безопасности эксплуатации инверторного оборудования. Оптимальным выходом из данной ситуации станет замер потребления мощности в рабочем процессе нагрузки сварочного аппарата, то есть под максимальной нагрузкой. Чтобы правильно решить вопрос, какой стабилизатор напряжения выбрать для сварочного инвертора, рекомендуем для «слабеньких» аппаратов использовать данные из расчёта на 3 кВА, а для мощных инверторных устройств оптимальным показателем станет показание прибора из расчёта 8-10 кВА.
- Определяем прибор по принципу действия, например, нам нужно решить вопрос моргает свет стабилизатора напряжения для сварочного аппарата. В данном случае нужно помнить, что устройство реагирует только на резкий скачок перепада сетевых данных. В этом ситуации рекомендуемым вариантом станет электронный вариант устройства, который имеет второе рабочее название — инверторный стабилитрон. Во втором случае, рекомендацией станет применение электромеханического стабилизатор, который имеет режим встроенного сервопривода.
Выбор параметров режима ручной дуговой сварки
Режим
дуговой сварки —
совокупность факторов, обеспечивающих
получение сварочного шва
хорошего качества и заданных размеров.
К таким факторам относятся род и
полярность сварочного тока,
его величина, тип и марка электрода, его
диаметр, напряжение на дуге, положение
шва в пространстве, скорость сварки.
Род сварочного тока
— постоянный или переменный — и его
полярность зависит от марки и толщины
свариваемого металла;
эти данные приводятся в таблицах
с характеристиками
различных марок электродов. Тип и марку
электрода можно также выбрать по этим
таблицам.
Диаметр
электрода в зависимости от
толщины свариваемых деталей
можно выбрать по таблице.
Величина диаметра
электрода в зависимости от толщины
свариваемого металла
|
Толщина |
1…2 |
3…5 |
4…10 |
12…24 |
30…60 |
|
Диаметр |
2…3 |
3…4 |
4…5 |
5…6 |
6…8 |
При сварке многослойных
швов первый шов сваривают электродом
диаметром не более 4 мм, а при диаметре
электрода большем этого может быть
непровар корня шва.
Диаметр
электрода при сварке вертикальных
швов не более 5 мм, потолочных — не более
4 мм независимо от толщины свариваемого металла.
При выборе диаметра
электрода для сварки угловых
и тавровых соединений принимается во
внимание катет шва. Диаметр электрода
при катете шва — 3…5-3…4 мм, при катете
6…8-4…5 мм
Величина сварочного тока
в зависимости от диаметра электрода
печатается на упаковке электродов.
Для сварки в
нижнем положении величину сварочного тока
можно определить по формуле:
Iсв =
(40…60)d,
где
Iсв —
величина сварочного тока,
А; 40…60 — коэффициент, зависящий от типа
и диаметра электрода; d — диаметр
электрода, мм.
При сварке
конструкционных сталей:
-
для
электродов диаметром 3…6 мм
величина сварочного тока: Iсв =
(20 + 6d)d; -
для
электродов диаметром менее 3 мм: Iсв =
30d,
где
Iсв —
величина сварочного тока,
A; d — диаметр электрода, мм.
Величина сварочного тока
зависит как от диаметра электрода, так
и от длины его рабочей части, состава
покрытия, его положения в пространстве сварки.
Количество
наплавленного при сварке металла
зависит от величины сварочного тока:
Q
= αнIсвt,
где
Q — количество наплавленного металла,
г; αн —
коэффициент наплавки, г/(А•ч);
Iсв — сварочныйток,
А; г — время сварки,
ч.
Но
при сварочном токе,
недопустимом для данного диаметра
электрода, электрод быстро перегревается,
что приводит к снижению качества шва и
разбрызгиванию металла.
При
недостаточной величине сварочного тока
дуга неустойчива, в шве могут быть
непровары.
Напряжение дуги
изменяется в интервале 16…30 В.
Силовая часть с драйверами.
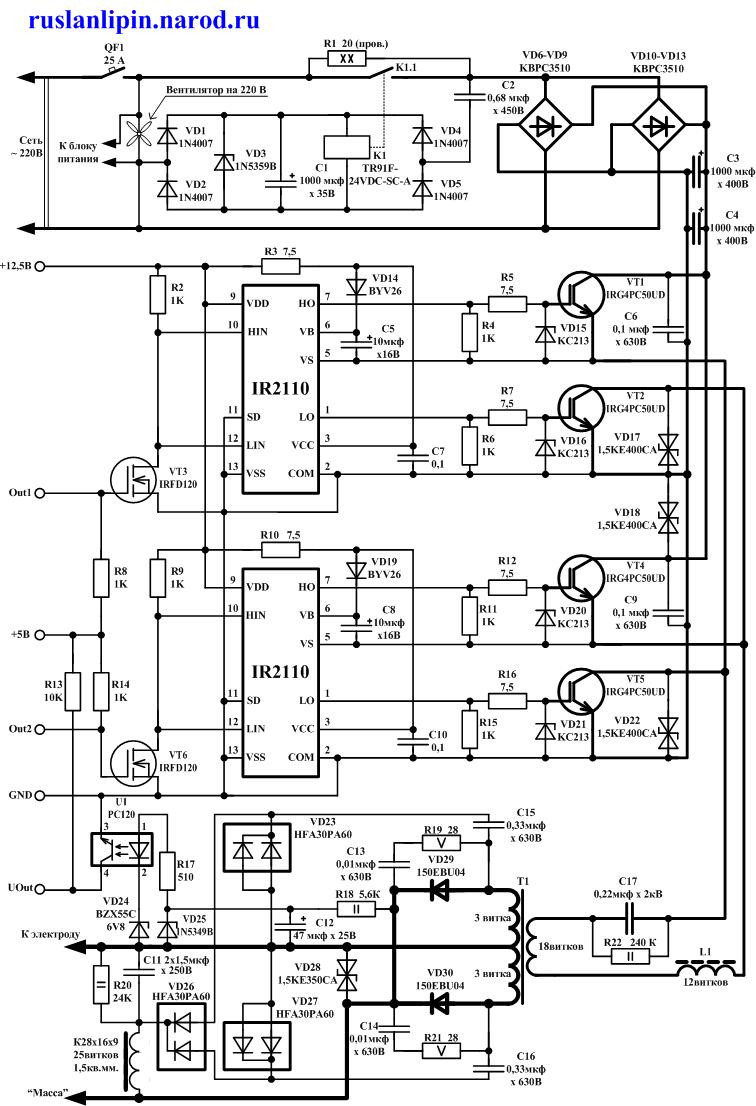
При
включении инвертора в сеть через пусковой резистор R1 и спаренный
выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости
зарядятся до напряжения 200-250В
включиться реле K1,
и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до
напряжения
приблизительно 300
В. C этого момента высоковольтная часть инвертора готова к
работе.
В
своём сварочном инверторе для управления мощными IGBT-транзисторами,
я применил специализированные драйверы фирмы IR.
Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через
диоды VD14
и VD19 в
моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те
транзисторы, коллекторы которых соединены с плюсом силового питания 300 В.
У нижних
ключей эмиттеры соединены с минусом силового питания 300 В.
Для
согласования ТТЛ
уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не
менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14
обеспечивают неактивный режим драйверов во
время “пусковой распутицы” микроконтроллера.
Удвоитель
напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги.
Программой микроконтроллера непрерывно отслеживается состояние выхода
сварочного инвертора. При коротком
замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты
от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так
называемые снабберы
и сапрессоры
VD17, VD18, VD22, VD28, С13, C14, R19, R21, а
также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.


Сварочный выпрямитель
Сварочные выпрямители — устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых элементов: кремниевых, селеновых или германиевых выпрямителей.
Сварочные выпрямители, состоящие из понижающего трансформатора и блока селеновых или полупроводниковых выпрямителей.
Сварочные выпрямители применяют при ручной электродуговой сварке, резке и наплавке, ири сварке в среде защитных газов и для механизированной сварки под слоем флюса и порошковой проволокой.
|
Схема трехфазного выпрямителя. |
Сварочные выпрямители с пологопадающей и жесткой внешней характеристиками ( типов ВС, ВСН и ИПП) применяют для сварки плавящимся электродом в среде защитных газов.
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный ( пульсирующий) с помощью полупроводниковых селеновых и кремниевых вентилей. Он состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
Сварочные выпрямители однопостовые с жесткой внешней характеристикой ( табл. 5.10) предназначены для механизированной сварки в углекислом газе плавящимся электродом, электрошлаковой сварки и сварки самозащитной проволокой.
Сварочные выпрямители с падающей внешней характеристикой разделяют на выпрямители для ручной и автоматической сварки под флюсом типа ВСС, ВКС, ВД-101 и ВД-301 и для дуговой сварки в среде защитных газов неплавящимся электродом типа АП-1, АП-4, АП-6, дающие малые токи. Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками типа ВС-300, ВС-500, ВС-1000 предназначены для дуговой сварки плавящимся электродом в защитных газах. Для них применяют селеновые элементы, так как они менее чувствительны к перегрузкам, возникающим при коротких замыканиях в процессе сварки.
|
Сварочный преобразователь типа ПСО-500. |
Сварочный выпрямитель состоит из специального, понижающего трансформатор, выпрямительного блока, а также пускорегулирующей и защитной аппаратуры, заключенных в общий металлический кожух.
Сварочные выпрямители имеют значительные преимущества по сравнению со сварочными преобразователями.
Сварочные выпрямители спадающей внешней характеристикой серии ВД состоят из сварочного трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в одном корпусе.
Сварочные выпрямители с падающей внешней характеристикой предназначены для ручной дуговой сварки, резки и наплавки металлов, а также для полуавтоматической сварки под флюсом и неплавящимся электродом в среде защитных газов постоянным током.
|
Схема универсального преобразователя ПСУ-500. |
Сварочные выпрямители с полупроводниковыми вентилями являются статическими установками для преобразования переменного тока сети в постоянный с такими вольтамперными характеристиками на выходе, которые требуются для дуговой сварки.
Как на длинные волосы сделать кудри с помощью выпрямителя
На длинных и густых волосах очень эффектно смотрятся шикарные кудри, придавая образу женственность и элегантность. Вариантов завивки на длинные волосы множество, рассмотрим самые популярные:

Завитые локоны от середины волос
- Подготовьте волосы, предварительно помыв их и просушив феном. После, необходимо нанести термозащитное средство, которое поможет не испортить волосы при работе с выпрямителем
- Уберите все верхние пряди с помощью заколок. Завивку необходимо начинать с нижней части, постепенно поднимая вверх
- Выпрямитель необходимо держать перпендикулярно, закрутить локон от середины волос и быстро проводим утяжком до самых кончиков
- Расчесывать после завивки волосы не нужно, просто сбрызнете лаком

Волнистые локоны
На чистые волосы наносим мусс, берем среднюю прядку, зажимаем утяжком у самых корней
Постепенно двигаясь вниз вращая медленно рукой
Выпрямитель необходимо держать под наклоном
Для того, чтобы получить мягкие волнистые локоны, очень важно аккуратно и медленно проводить выпрямителем вниз
Слегка взбейте кудри руками и обрызгайте лаком

Красивые локоны с помощью завивки жгутов
- Наносим защитное средство для волос
- Волосы необходимо разделить на прямой пробор. Берем небольшую прядь и заматываем её в виде жгута
- Зажимаем выпрямителем закрученную прядь прямо от корней, медленно тянем его вниз.
- После необходимо подождать несколько минут, а после распустить жгут
- Размер кудряшек полностью зависит от размера прядей, которую вы будете закручивать в жгут
- Аккуратно руками разгладьте немного волосы и сбрызнете лаком для фиксации

Необычные кудри в форме зигзагов
- Для такого способа понадобиться фольга. Разрежьте фольгу на полоски примерно шириной 10 см, а длина должна быть точно такая же, как и длина волос
- Расчешите волосы, нанесите мусс или воск, и оберните прядь в фольгу
- Аккуратно начинайте складывать прядь гармошкой с кончиков, поднимаясь вверх
- Берем выпрямитель и зажигаем получившуюся гармошку. Держим примерно минуту
- Дожидаемся, когда фольга полностью остынет и только после этого снимаем ее

Это весьма самый и необычный способ создать оригинальную прическу. Такой вариант будет смотреться очень стильно и по — молодежному. Полученный результат закрепите лаком.
Мелкие кудри с помощью карандаша
- На чистые волосы наносим средство. Разделите волосы на мелкие пряди
- С помощью карандаша аккуратно накручиваем прядь от кончиков до самых корней
- Берем выпрямитель и зажимаем получившиеся прядь на карандаше, держим около минуты
- Раскрутите карандаш и зафиксируйте лаком
Способ очень интересный. Получаются маленькие кудряшки, которые будут держаться целый день
Теперь вы точно знаете, что вариантов огромное множество, как сделать кудри оригинальными с помощью выпрямителя, потратив на это совсем немного времени. Ведь все девушки любят красивые прически, и теперь нет необходимости посещать для этого салоны красоты, когда тот же эффект можно создать и в домашних условиях.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
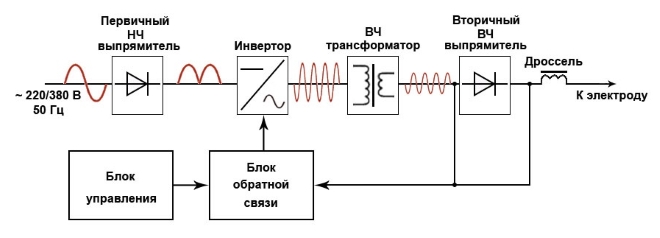
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.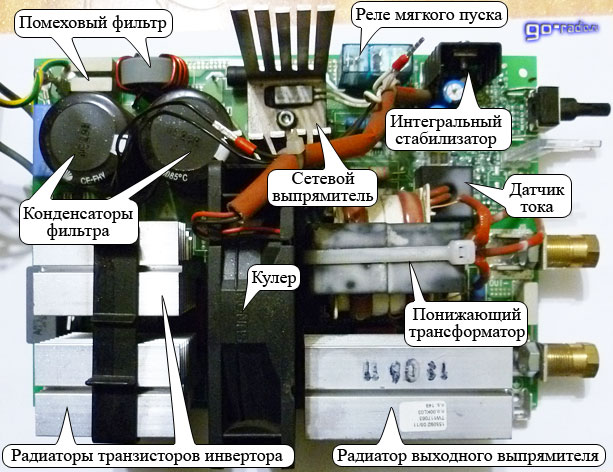
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Видео:
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.

Самодельная электроника в быту
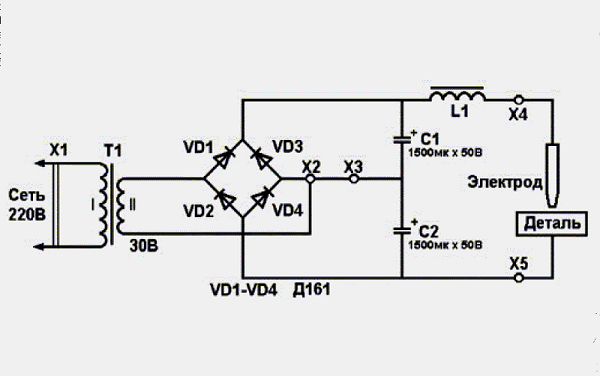
Сварочный аппарат на мощных тиристорах
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
Схема сварочного аппарата на тиристорах
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.А.ЧЕРНОВ, г. Саратов