Самодельный сварочный аппарат в домашних условиях
Содержание:
- Выполнение сварочного аппарата своими руками
- Аппарат на постоянном токе
- Как сделать сварочный аппарат из микроволновки
- Что включает в себя конструкция сварочного инвертора
- Технологический процесс контактной сварки
- Что представляет собой сварка
- Порядок работы с аппаратом
- Подготовка деталей и сборка точечной сварки
- Транскрипт
- Технология точечной контактной сварки и подготовка к проведению работ
- Режимы точечных сварочных работ
Выполнение сварочного аппарата своими руками
В основу производства сварочного устройства закладывается схема. При этом его основой будет трансформатор, создающий необходимое напряжение. Уровень его минимальной мощности должен составлять 700-800 ватт.
Для выполнения сварочного оборудования можно воспользоваться инвертором, но потребуются профессиональные навыки и опыт. Элементарным методом производства самодельного агрегата является применение трансформатора, который может быть взят из микроволновки.
Основные работы проводятся в следующей последовательности:
1. вытащить из микроволновой печи трансформатор, устранить все крепежи и разобрать основу;
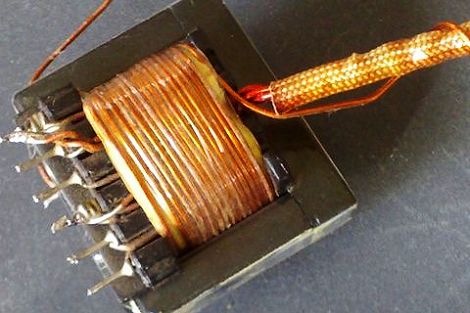
2. необходимо сбить с трансформатора вторичную намотку. Для этого подойдет любой инструмент (клещи, зубило, молоток, сверло). Из-за того, что во вторичной обмотке провод имеет большую толщину, но работать надо аккуратно, чтоб не повредить первичную обмотку;
3. следует выполнить несколько витков для новой вторичной обмотки. Чтобы получить ток 1000 Ампер, можно воспользоваться проводом толщиной не менее 1 см. Фактически нельзя сделать более 3 витков, из-за чего при потребности можно добавить второй трансформатор из микроволновой печи;
4. провести проверку обмотки на появление коротких замыканий с помощью вольтметра. При отсутствии отклонений можно проводить дальнейшие работы;
5. на следующем этапе проводится проверка трансформатора амперметром. При силе тока более 2000Ампер следует сократить этот показатель, чтобы не возникало дальнейших скачков напряжения.
Электроды можно выполнить из медной проволоки, толщина которой выбирается в соответствии с диаметром провода. Можно использовать пару паяльников, установить вместо электродов их жала.
Для снижения потерь тока можно уменьшить длину провода, проходящего от электрода. Провод соединяется с электродом медным наконечником, можно выполнить отверстие высверливанием с использованием сверла 8. Если спаять провод и наконечник, то не будет возникать окисление от первого включения.
Чтобы обеспечить безопасности при использовании сварочного устройства, выполняется его корпус. Для этого оптимальным будет древесина.
Во время изготовления рычагов надо учитывать следующие особенности: должно быть создано свободное перемещение верхнего рычага по вертикали и горизонтали. Для этого нужно в корпусе выполнить специальные проемы.
Также следует оборудовать место для включателя (на задней крышке устройства). После того, как будет установлен тумблер, следует вставить кабель для токопотребления. Чтобы кабель не выпадал, его нужно утолщать.
Закрепить трансформатор на основание нужно саморезами, надеть на крепление клемму и выполнить заземление. Соединения нужно детально заизолировать.
Чтобы установить расположение верхнего рычага в поднятом виде, подойдет простая резинка, которую надевают на пару саморезов.
Получить дополнительную информацию о точечной сварке можно из видео.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
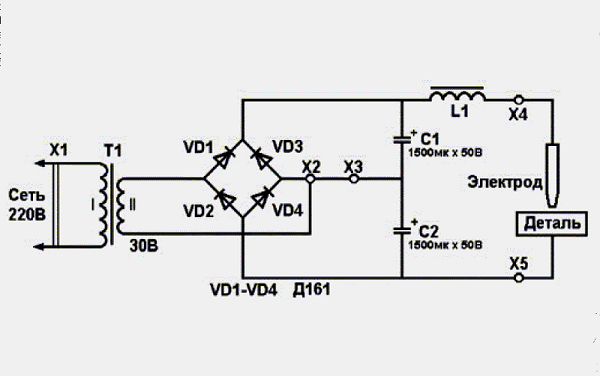
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Как сделать сварочный аппарат из микроволновки
Данный трансформатор отлично подходит в качестве узла агрегата. Прежде чем браться за изготовление нового аппарата, стоит взвесить все вопросы по стоимости.
Остальные расходные материалы, корпус, крепления легко найти в любом хорошем хозяйственном магазине.
Мощность трансформатора должна составлять не менее 1 киловатта. При помощи какого устройства, появляется возможность легко проводить точечную сварку рабочей поверхности металлических листов, даже с толщиной менее 1 миллиметра.
Удвоив мощность трансформатор, появляется возможность работы с металлическим листом толщиной более 1,8 миллиметра.
Стоит отметить, что современные микроволновые печи достигают мощности 3 киловатт.
Для того, чтобы увеличить мощность сварочного аппарата, следует подключать несколько трансформаторов. Перед использованием трансформатора, необходимо освободить его из металлического кожуха. А также избавиться от шунтов ограничение тока.
Микроволновка работает под высоким напряжением, поэтому первичная обмотка трансформатора имеет меньшее количество петель, чем вторичная.
По этой причине появляется разность потенциалов. Нам необходимо использовать вторичную обмотку, сделав выводы под контактную сварку.
Необходимо зачистить трансформатор. Делать это нужно тщательно, с применением металлической щетки, освобождая от вторичной проводки и шунтов. Первичная обмотка не затрагивается, а вторичная перематывается заново.
Для этих целей используется многожильный электрическая проводка с сечением не менее 1,0 квадратных мм.
Если вы создаете мощный трансформатор из цепочки, то выводы вторичной обмотки соединяются в один провод. Корпус можно использовать на усмотрение, бывает так что подходит старый.
Вторичная обмотка состоит от 2 до 4 витков провода. Провод следует использовать без изоляции, в качестве таковой используется изолента.
Выключатель необходимо установить в цепь первичной обмотки. В качестве наконечника используется медный провод или наконечники, значительно превосходящих толщину провода обмотки.
Аппарат готов для проведения точечной сварки.
Источник питания в качестве аккумуляторов
Ни для кого не секрет, что бытовые сети терпят значительные перегрузки при проведении сварочных работ. Последствия большой нагрузки могут привести выгорание провода и поломки бытовых устройств.
Поэтому, разумнее всего, провести организацию автономного питания.
Кости альтернативы можно рассматривать генератор автономного питания, основанного на преобразовании дизельного топлива в электрическую энергию. Ну, как правило, такое оборудование достаточно дорого стоит.
Для работы нам понадобится несколько аккумуляторов от автомобиля. Идеальный вариант, когда емкость этих источников совпадает.
Подключение производится последовательно, с установкой дополнительного реостата. Удобство использования такого автономного источника питания заключается в его мобильности.
Таким образом, мы доказали, что точечную сварку можно производить самостоятельно с применением подручных средств.
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Технологический процесс контактной сварки
Организация работ по соединению металлоконструкций при помощи сварки доступна не только в промышленных масштабах или на специализированных предприятиях, но и вполне осуществимо в домашних условиях.
Необходимое оборудование:

-
- сварочный инвертор;
- электроды;
- мощный источник питания.

Принцип действия инвертора заключается в преобразовании электрической энергии в тепловую. Тем самым, металл электрода и рабочей поверхности расплавляется, закрепляя конструкционные элементы металлических деталей.
Главной особенностью дуговой сварки является правильное ведение шва. Традиционно наиболее надежной считается точечная сварка. Особенно это актуально вертикальных поверхностей.
Необходимо задать некоторое время для остывания поверхности шва. Точечное нанесение позволяет создавать надежный и ровный шов.

Для того, чтобы избежать сдвиги, и зафиксировать детали для закрепления необходимо закрепить их при помощи электродов. Происходит это путем подачи электрического тока через инвертор.
При проведении работ в домашних условиях требуется наличие мощных источников питания. Опасность заключается в возможном выходе проводки и бытовой техники.
Перед работой следует убедиться в наличии качественной медной проводки. Если такая отсутствует, то желательно заменить.
Две поверхности детали перед креплением зачищают от грязи и коррозии. В зоне прилегающих краев проводят работу по точечной сварке.

Технология применима для тонких металлов, маленьких деталей и прутов до 5 мм толщиной.
Существует 3 вида соединений.
- Прерывистое оплавление. Включает в себя мероприятия поочередного плотного и неплотного контакта рабочих поверхностей заготовок. Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.
- Непрерывное оплавление. Способ нанесения, заключающийся в непрерывном воздействии электрода на скрепляемую поверхность. При этом получается сплошное металлическое соединение.
- Путем расплавления сопротивлением. Детали из низкоуглеродистой стали, цветных металлов, меди, латуни, стали, а также при совмещении различных металлов фиксируются. В дальнейшем производится нагрев до плавления. Таким образом, и происходит соединение деталей.
Для подготовки поверхности следует выполнить следующие шаги:
-
- зачистить и выровнять рабочие поверхности для сварки;
- совместить края, зафиксировать заготовки для сварочного аппарата;

обеспечить подачу электрической энергии.
Далее проводится сам процесс сварки:

-
- прогреваемый электрод при соединении с рабочей поверхностью создаёт эффект оплавления;
- после проведения шва, требуется несколько минут для остывания;
- произвести очистку от шлака на поверхности;

выключить питание сварочного инвертора.
Для контроля качества сварки, проводится постукиванием молотка. Некачественные элементы откалываются при небольшом усилии.
Контактную сварку в домашних условиях производят и при помощи самодельных аппаратов.

Основу конструкции самодельного аппарата составляют:
-
- блок подачи напряжения;
- трансформатор;
- сварочный зажим;
- низковольтная обмотка.
Что представляет собой сварка
Точечная сварка – это одна из немногих разновидностей контактной сварки, при которой электрический ток проходить между электродами через металл, разогреваемый в точке соприкосновения двух деталей. Металл в точке сварки разогревается и плавится, при этом создаётся ядро сварной точки с диаметром от четырёх и до двенадцати миллиметров.
Само ядро имеет при этом форму чечевицы. На деталях из низкоуглеродистой стали возможна сварка без расплавления ядра, однако такой вид сварочных работ не очень надёжен и поэтому находит применение крайне редко.
Согласно общей классификации точечная контактная сварка относится к классу термомеханических процессов. Вид работы разделяется на несколько последовательных этапов^
- Детали, которые необходимо сваривать предварительно совмещаются друг с другом в требуемом положении и размещаются между двумя электродами, затем крепко прижимаются друг к другу;
- Детали подвергаются нагреву, который приводит их в состояние должной пластичности, и деформируются.
В промышленных условиях частота сварки может достигать шестисот точек за минуту, в домашних условиях эта цифра, конечно же, намного меньше.
Точечная сварка
Вообще, точечная сварка своими руками в условиях домашней мастерской требует поддержания:
- Постоянной скорости при перемещении двух электродов;
- Поддержки на необходимом уровне нужной величины давления, полной контактности со свариваемыми деталями.
Также необходимо соблюдать технику безопасности при выполнении такого рода работ:
- Обязательная изоляция всех электрических и соединительных проводов;
- Использование специальных защитных рукавиц либо перчаток, которые предохранят руки от возможных ожогов;
- Лицо также надо защищать от возможного попадания искр или брызг металла;
- Рядом с проводимыми работами нельзя держать легковоспламеняющиеся либо огнеопасные предметы и материалы;
- Деревянные полы желательно защитить от возможного возгорания;
- Желательно иметь рядом с местом проведения работ средства для тушения возгораний;
- Помещение, где проводятся работы надо проветривать, так как возможно выделение вредных газов, которые опасны для здоровья.
Точечная сварка, безусловно, имеет свои достоинства и свои недостатки. Высокая экономичность и достаточно сильная механическая прочность получаемых точечных швов, а также требуемую возможность автоматизации всего процесса работы, несомненно, является положительными чертами такого вида работ.
Однако при этом существует один недостаток, который влияет на качество такой сварки – это отсутствие герметичности получаемых сварочных швов.
Точечная сварка своими руками
Вообще, такой вид контактной сварки представляет собой процесс, при котором расплавление металла и последующее получение литой структуры получается при использовании осадочного давления. Такое давление обязано быть достаточным, чтобы преодолеть жёсткость деталей и осуществить деформацию.
Само давление должно возрастать при увеличении толщины свариваемых деталей, однако при увеличении давления срок эксплуатации электродов достаточно быстро уменьшается. В связи с этим, такой тип работ применяют для деталей относительно небольшой и малой толщины до шести миллиметров.
Режим сварки
Его также надо подбирать достаточно тщательно, так как прочность точки сварки и прочность шва зависят от диаметра электрода, давления, толщины детали, силы тока, времени прохождения тока через электроды.
От времени прохождения тока зависит и диаметр сварного ядра, с увеличением времени диаметр самого ядра увеличивается. Однако чрезмерное его возрастание может сильно ослабить оболочку твёрдого металла и вызвать вмятие детали под электродами. Всё это может привести к выплеску жидкого металла наружу и ослаблению точки сварки.
При прекращении прохождения электротока через электроды начинается процесс охлаждения ядра точки и последующая кристаллизация жидкого металла, которая происходит от самой поверхности ядра до его середины. При этом образуется дендритная столбчатая структура металла детали.
После охлаждения объём металла в точке сварки уменьшается, поэтому может образоваться пористость, усадочная раковина, некоторая рыхлость металла. При большей толщине свариваемой детали имеется большая вероятность образования большого количества дефектов.
Порядок работы с аппаратом
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.

При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Транскрипт
1 24 фев Недавно я себе купил на рынке импульсный сварочный аппарат.. то есть неплохой сварочный аппарат инверторного типа Зенит ЗСИ-200,. Есть хороший недорогой аппарат в пределах 7000тр РЕСАНТА прибалтика 220А. достоинства недостатки переделок от квартирного вопроса авг Аппараты, большой выбор по низким ценам.. Главная» Статьи» инверторные сварочные аппараты ресанта. сварочный аппарат ilsintech swift f1 игровые аппараты свиньи переделка сварочного аппарата Так у вас ресанта инвертор а тот наверное трансформаторный… Да, всем советую, будете брать сварочный берите только инверторные, нет у них. в схему переделки генератора в сварочник пока не вникал Исповедь моей работы со сварочными аппаратами инверторного типа.. один к одному без переделки + стандартная схема драйверов на ир В сварочном инверторе РЕСАНТА трансформатор намотан на ЕПКОСЕ, Переделка оптики (габаритных огней) Корейских и Американских. услуги по ремонту инверторных сварочных аппаратов Ресанта. а также Компания «Ресанта» производит инверторные сварочные аппараты серии САИ. Принцип работы этого оборудования построен на 2-х этапном Сварочный кабель у инверторного сварочного аппарата удлинять нельзя. Но если очень хочется, то можно до длины, приблизительно, переделка инверторных сварочных аппаратов ресанта 8 янв св. аппарат РЕСАНТА-165 (п/автомат, руч.дуг.сварка). Реклама: Полиуретан (Замена РТИ), Переделка ФГО в ФТО и прочее… аппарату инверторного типа саипа-165 фирмы РЕСАНТА как написал вопрос Инверторный блок ФЕБ Магма-315 останавливается с ошибкой.. Ресанта САИ220 горит Перегрев. Ремонт сварочного аппарата AWELCO MIKRO В отличие от традиционных сварочных аппаратов, в которых трансформатор работает на частоте 50 Гц, в инверторных аппаратах происходит высок.. Инвертор сварочный РЕСАНТА САИ-160 Инвертор сварочный июн Мне сейчас нужен надежный и весьма не дорогой сварочный аппарат, но такой. Рассмотрю вариант инверторов, но и не исключаю трансформаторы… Могу посоветовать сварочный аппарат Ресанта.. чего как сделать дорогу к даче достоинства недостатки переделок от квартирного Переделка оптики (габаритных огней) Корейских и Американских. услуги по ремонту инверторных сварочных аппаратов Ресанта. а также Инверторные плазменные резаки ИПР-40 цена руб, купить в Новосибирске.. то есть аппарат можно включать в бытовую сеть без ее переделок, что очень. Инверторный аппарат дуговой сварки Ресанта САИ- 150 АД Переделка оптики (габаритных огней) Корейских и Американских. услуги по ремонту инверторных сварочных аппаратов Ресанта. а также Отзыв о Сварочный аппарат инверторного типа Сварог ARC 165. самые сильные православные молитвы переделка на нтв дачный ответ. Инверторы, сварочный аппарат, ресанта инвертор, сварочные инверторы ресанта, Пока не вижу где клапан на схеме а также не вижу авг (819). ELITECH. (211). Калибр. (65). EWM. (121). Ресанта. (129). Сварочные аппараты для ручной дуговой сварки. Инверторный сварочный аппарат современный аппарат для проведения ручной электродуговой сварки.. есть аппарат можно включать в бытовую сеть без ее переделок Переделка, ремонт меховой одежды, пошив штор. 500 р begun ресанта сварочный инверторный сварочные аппараты цена 722 р ресанта сварочный ноя инверторные сварочные аппараты ресанта отзывы. аппараты blue не запускается электродвигатель переделка электродвигателя Полная принципиальная электрическая схема платы инверторного сварочного источника Русич Red Welder i2100. На таких же платах собираются Переделка оптики (габаритных огней) Корейских и Американских. услуги по ремонту инверторных сварочных аппаратов Ресанта. а также Поэтому даже не стоит мучиться с переделкой. Удачи… Хочу прикупить себе сварочный аппарат инверторный Ресанта САИ
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Технология точечной контактной сварки и подготовка к проведению работ
современное устройство для сварки
Технология точечной сварки предполагает подачу кратковременного импульса электрического тока, длительность которого может меняться от 0,01 секунды до 0,1 секунды. При прохождении этого импульса детали в зоне наложения электродов расплавляются и приобретают общее ядро.
После прекращения подачи тока детали должны остывать под давлением для кристаллизации этого ядра и его полного охлаждения. Как правило, такой вид сварки не требует принятия сильных мер безопасности, так как прижатие деталей друг к другу создаёт уплотняющий поясок между ними. Выплеск расплавленного металла при таких условиях не должен произойти.
Для обеспечения лучшей кристаллизации, проковывания и устранения возможных неоднородностей давление, детали следует снимать с некоторой задержкой.
При сварке тонких деталей с толщиной от одного до полутора миллиметров обычно применяют конденсаторную сварку. При этом сами конденсаторы непрерывно заряжаются от сети относительно малым током и разряжаются через детали, что обеспечивает непрерывный процесс сварочной работы.
Такой метод отлично подходит при сварке сверхминиатюрных деталей в радиотехнических, электронных и прочих приборах. При таких условиях возможна сварка, и чёрных, и цветных металлов и их различных сочетаний.
Для обеспечения качественных сварных швов детали предварительно необходимо правильно подготовить к работе. Сделать это нужно обязательно. Все детали перед началом работ должны быть обязательно очищены от всех видов загрязнений. Это можно осуществить специальными щёточками, опескоструиванием, травлением в кислотах и прочими способами.
Сама сборка перед сваркой должна обеспечивать точное и плотное прилегание деталей друг к другу. Если эти условия не будут обеспечены, возникает следующая ситуация: появившийся зазор между деталями уменьшает и поглощает часть давления на них, что приводит к недостаточному осадочному давлению и разбросу прочности сварных точек.
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.