Мир разнообразия электродов для дуговой сварки
Содержание:
Зависимо от материала сварки
Благодаря универсальности инверторных аппаратов, вы можете позволить себе выбирать лучшие электроды из всех доступных. Но — каждый вид поверхности требует свой наиболее подходящий стержень. Если прогадаете, получите совсем нежелательные последствия. Например, если варить нержавейку не подходящим электродом, то на месте шва она будет ржаветь из-за утраченной стойкости к коррозии.
Сварщики-профи предпочитают использовать электроды от производителей: УОНИ, АНО, ОЗС, МР и т.д. Перечисленная продукция стоит, в принципе, недорого и, при правильном использовании, без проблем дает качественный результат. Если вы планируете соединять углеродистую сталь, то советуем вам покупать электроды МР-3, УОНИ 13 на 45, ОЗС-4, ЦЛ-11 и АНО-21. Для заготовок из чугуна лучшие стержни это ОЗЧ-2.
Дабы обслужить малоуглеродистые сплавы, купите модели АНО-6 или АНО-4. Стержни, маркированные как ЦЛ-11, справляются на ура с высоколегированными изделиями и нержавеющими сталями.
Разнородные стали с легкостью сваривают электроды марок НИИ-48Г (после наплавления, металл имеет жароустойчивость около 850 градусов), НИАТ-5, АНЖР. Хотите сваривать трубы без проблем — покупайте «шпажки» постоянного тока ТМЛ-3У (работают в температурном диапазоне до 565 градусов), ЦЛ-39 (до 585 °С). Нержавейка благоприятно реагирует на модели: ЭА-892/21 (ими сваривают металлы, работающие в окислительных условиях), ОЗЛ-17У (когда конструкция находится в «агрессивной среде»).
Если в планах изготавливать арматурные конструкции, то учитывайте такие особенности:
- шов довольно маленький;
- на него давит приличная нагрузка;
- марки арматуры привередливы к стержням;
- величину напряжения обязательно ставим на оптимальную.
Исходя из этого, мы предпочитаем использовать электроды Э42, Э42А, Э55, Э60, Э46А. Самые лучшие во всей этой истории: ОЗС-12, АНО-21, МР-3. Они обеспечат вам высокое качество, стабильную дугу, практически нулевое разбрызгивание металлов, высокую стойкость к появлению дыр в швах, трещин.
Таким вот нехитрым способом, каждый из вас может спокойно выбирать наиболее подходящие и самые лучшие электроды для работ сварочного характера. Главное — не бойтесь экспериментировать, ведь лишь таким образом вы сможете достичь мастерства в сварке. Такие умения пригодятся в нашей жизни. Для вас ниже мы оставили видео, которое покажет все тонкости выбора. Приятного просмотра!
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
 Электроды для сварки инвертором марки УОНИ-13 55
Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.
 Электроды для сварки инвертором марки МР-3С
Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.
 Электроды для сварки инвертором марки МР-3
Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.
 Электроды для сварки инвертором марки АНО
Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.
 Электроды для сварки нержавейки инвертором
Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А |
Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
Лучшие электроды с основным покрытием
|
Kobelco LB-52U 350 (за кг) Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2. Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе. Основные плюсы:
Минусы: Высокая чувствительность к отсыреванию. |
9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
|
ОЗЛ-8 (ЛЭЗ) 500 (за кг) Электроды предназначены для сварки сталей с высоким содержанием хрома и никеля, в первую очередь – нержавеющих. Допускается использование только на постоянном токе обратной полярности, короткой дугой. При соблюдении этих условий сварщик может положить прочный шов с минимальной склонностью к коррозии и подкалке, что дает возможность применения электродов ОЗЛ-8 при сварке высоконагруженных узлов, в том числе и работающих в условиях знакопеременных нагрузок. После сварки образуется небольшое количество шлака, который легко отделяется. Шов не растрескивается при остывании, однако следует избегать его резкого охлаждения для исключения вероятности кристаллизации, значительно снижающей прочность. Перед применением обязательна прокалка обмазки при высокой температуре (до 300 градусов). Основные плюсы:
Минусы: Значительное ухудшение характеристик при увлажнении. |
9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |

|
УОНИ 13/55 100 (за кг) Одни из самых часто используемых при сварке ответственных деталей из углеродистой сталей электроды с основным покрытием. Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва. Увы, именно эта обмазка одновременно является и минусом электродов УОНИ: их трудно разжечь (начинающему сварщику это зачастую удается только после длительных попыток), повторный розжиг даже после небольшого перерыва уже требует зачистки конца электрода: расплав обмазки моментально «схватывается» на кончике, изолируя металл. Однако, набравшись опыта, сварщик начинает понимать все достоинства электродов данного типа, получая прочные и одновременно эстетичные швы. Основные плюсы:
Минусы:
|
8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |

Как варить сварочным инвертором
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать – это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности
Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения – это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%
На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание – это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание
Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей – высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор – залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65 о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
Категории электродов
Электроды для дуговой сварки бывают двух категорий, которые основаны на роли электрода в сварочном процессе.
- Неплавящийся электрод для электродуговой сварки. Выполняет функцию возбудителя дуги без непосредственного включения его материала в состав расплава в сварочной ванне. Обычно изготавливается из вольфрама с присадками окислов некоторых металлов (иттрия, церия, лантана, циркония и др.), синтетического графита и электротехнического угля. Присадки способствуют поддержанию оптимальных параметров дуги и увеличению показателей плотности тока. Графитовые электроды обладают повышенной электропроводностью и устойчивостью к окислениям в процессе работы, чем угольные.
- Плавящийся электрод для электродуговой сварки. Выполняет одновременно роль присадочного материала. В процессе плавления смешивается с основными компонентами расплава, защищая сварную ванну от негативного влияния атмосферных примесей и легируя шов. Характерная технология для ручной электродуговой сварки.
Выбор и применение электродов
От специфических сварочных показателей типов электродов зависит технология работ и область использования.
- Ц – оптимальны для соединения труб больших диаметров. Шов выполняется по кольцу, благодаря предназначению электродов для вертикальных швов, расположенных сверху вниз. Используются при организации трубопроводов.
- Р – оптимальны для верхних слоев и угловых швов, швов «прихватками», благодаря легкому вторичному возбуждению дуги и внешнему виду соединения.
- РЦ – подходит для работы в самых разных пространственных положениях. Обеспечивает толстое покрытие актуальное для монтажных работ.
- РБ – соединение корневых слоев при прокладке трубопроводов среднего и малого диаметра.
- Б – работа во всех пространственных положениях. Устойчивость к растрескиванию швов и повышенная вязкость получаемого расплава делают их незаменимыми при сваривании толстостенных деталей и материалов с ограниченной способностью к соединению или последующей эксплуатации в жестких условиях (отрицательные температуры). Незначительное содержание водорода позволяет надежно соединять высокопрочные стали.
https://youtube.com/watch?v=GqEnjIx-Ya4
В зависимости от свариваемого материала используются электроды для сварки, обладающие набором свойств оптимальных в конкретном случае.
- Для высоколегированной стали и сплавов применяют электроды, обладающие большой скоростью плавления. Она возможна ввиду их слабой теплопроводности и высокого сопротивления.
- Для соединения углеродистых и низколегированных конструкционных сталей применяются электроды, обеспечивающие определенные свойства сварного шва: ударная вязкость, сопротивление разрыву, угол изгиба, относительное удлинение. Классификация – Р, А, Б, Ц, РА, РБ, РЦ.
- Наплавка производится специальными электродами для наплавки поверхностных слоев, обладающими особыми свойствами посредством ручной дуговой сварки.
- Сварка и наплавка чугуна выполняется электродами способными ликвидировать отливочные дефекты.
- Цветные металлы сваривают электродами для электродуговой сварки обладающими высокой температурой плавления, теплопроводностью и защитными свойствами.
Правильно подобранный с учетом всех показателей и характеристик электрод обеспечит наилучшее качество швов и декоративность, которая важна при сваривании цветных металлов ввиду последующего применения.
Устройство сварочного электрода
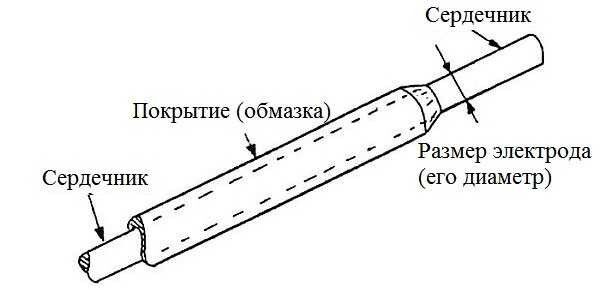
Несмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
 Устройство сварочного электрода
Устройство сварочного электрода
Особенности подводной сварки
Процесс подводного сваривания деталей имеет некоторые особенности, среди которых:
- трудный розжиг сварочной дуги электродом из-за наличия коррозии на металле под водой и из-за высокой плотности воды;
- формирование грубой формы шва из-за внешнего давления и моментального охлаждения свариваемых изделий;
- сваривание характеризуется хорошей герметичностью и высоким режимом применяемого тока;
- необходимость беспрерывного горения дуги с целью поддержания газового пузыря под водой;
- для получаемых швов характерно глубокое проплавление из-за высокого давления со стороны воды на металл;
- возникновение частых дефектов, при которых смещается шовный центр по причине мутности воды и наличия пены;
- швы часто имеют небольшую ударную вязкость;
- при проведении работ вертикальные швы должны делаться сверху вниз из-за сильного притяжения, действующего под водой (поэтому нужно знать, как правильно держать электрод при сварке).
https://youtube.com/watch?v=bbasJ777jnw
Используемые электроды
Применяются следующие электроды для сварки под водой:
- ЦМ-7С;
- АНО-1;
- ОЗС-3.
В плане требований используемые микроэлектроды имеют общие характеристики с электродами, применяемыми на суше. Проволока, входящая в состав электродного стержня, должна быть изготовлена из малоуглеродистой стали.
Обмазка, благодаря которой создается облако из газа при работе сварочного аппарата, идентична той, что применяется на открытом воздухе. Но для нее характерно более плотное и толстое покрытие. Специальные микроэлектроды и электроды для подводной резки имеют в своем составе следующие элементы:
- парафин;
- лак целлулоидный;
- смолы.
Данные элементы образуют на обмазке дополнительный слой защиты, благодаря которому она не раскиснет под действием влаги.
Для подводного сваривания применяются микроэлектроды диаметром от 4 до 6 мм. Напряжение сети при работе с такими электродами колеблется от 220 до 340 В.
Популярные марки и советы по их выбору
Помимо указанных трех марок микроэлектродов (ЦМ-7С, АНО-1, ОЗС-3), предназначенных для подводной сварки, могут применяться электроды для подводной сварки broco. Указанная модель рекомендована в качестве выбора благодаря ряду свойств:
- применение для сварки и резки металлов под водой;
- предназначены для работы как с углеродистой, так и нержавеющей сталью;
- выпускаются в широком диапазоне диаметров в 4 мм, 6,4 мм и 9,5 мм;
- хорошая проводимость тока из-за наличия в составе меди;
- качественное изоляционное покрытие;
- высокая температура горения (более 5000С);
- работа микроэлектрода без электрической дуги;
- способность к плавлению бетона и камня.
 Электроды ЦМ-7
Электроды ЦМ-7
Рекомендуется для использования российский вариант электродов марки МГМ-50К. Преимущество марки в том, что ею можно проводить сварку как в местах с повышенной влажностью воздуха, так и под водой. Микроэлектроды МГМ-50К не требуют предварительной очистки поверхностей от ржавчины и грязи.
 Электроды МГМ-50К
Электроды МГМ-50К
В число популярных и рекомендованных марок входят электроды для подводной сварки ЭПС-52. Главное их преимущество состоит в отсутствии дыма при сваривании поверхностей, наличии слоя гидроизоляции и возможности сварки как постоянным, так и переменным током. Электроды данной марки имеют рудно-кислое покрытие.
Заключение
При выборе микроэлектродов для подводного сваривания необходимо руководствоваться их диаметром, наличием в составе гидроизоляционных элементов, возможностью осуществления ими подводной резки металлов, высокой проводимостью тока и температурой горения, а также возможностью их работы с различными видами металлов. Классификация электродов поможет разобраться сделать правильный выбор при планировании сварочных работ.
Выбор диаметра электрода
В деле
электросварки важнейшим моментом является выбор сварочного тока и диаметра электрода.
Выбор толщины электрода зависит, в первую очередь, от толщины свариваемых
элементов, марки и химического состава металла, формы кромок, способа сварки и
ряда других параметров. Помочь выбрать правильный электрод может следующая
информация.
- Электроды
миллиметрового диаметра применяются при сварке изделий, имеющих толщину не
более 1,5 мм, при этом допускаемая сила тока – не более 25 ампер. - Прутки
толщиной 1,6 мм предназначены по нормативам для сварки низкоуглеродистых и
легированных сталей и имеют длину 20-25 см. Такими можно сваривать детали не
толще 2 мм, используя ток 25-50 ампер.

- 2-миллиметровыми
электродами длиной 25-30 см свариваются элементы толщиной 2 мм, также
изготовленные из низкоуглеродистых или легированных сталей. Сила используемого
тока в этом случае составляет 70 ампер. - Для
сваривания низкоуглеродистых и легированных сталей толщиной до 3 мм применяются
прутки толщиной 2,5 мм со стандартной (25-30 см) длиной, требуемая сила тока –
70-100 ампер. - Чаще всего
применяются 3-миллиметровые электроды при работе с вышеупомянутыми материалами.
Длина их может быть разной: 30 см, 35 см и даже 45 см. Ими можно варить детали
толщиной до 5 мм, а ток потребуется силой 140 ампер. - Прутком
толщиной 4 мм можно воспользоваться в профессиональных устройствах и бытовых сварочных
аппаратах. Возможная длина – 35 или 45 см. Ими можно варить любую сталь,
толщина которой не превышает 10 мм, но потребуется ток 220 ампер. - С пятимиллиметровыми
электродами могут справиться только мощные сварочные аппараты. 45-сантиметровые
электроды применяются для сварки низкоуглеродистых и легированных сталей, а для
высоколегированных потребуются более короткие (35 см). Толщина деталей может
достигать 15 мм, потребная сила тока – 280 ампер. - Чаще всего с
профессиональными аппаратами используется пруток толщиной 6 мм. Чтобы сваривать
низкоуглеродистую или легированную сталь, берут пруток длиной 45 см, а при
сварке высоколегированного металла – на 10 см короче. Сила тока может достигать
370 ампер. - Промышленное
оборудование высокой производительности использует электроды 8-12 мм. Для
сварки обычных сталей применяются 45-сантиметровые электроды, в то время как
для высоколегированных потребуется более короткий пруток – 35 см. Толщина
свариваемого металла может быть 8 мм и больше, а сила тока возрастает до 450
ампер.
Важно
подчеркнуть, что на диапазон силы тока влияет как диаметр электрода, так и его
марка. Например, электрод УОНИ 13/55 толщиной 3 мм требует тока 70-100 ампер, а
МР-3 с тем же диаметром – несколько более сильного тока (80-140 ампер)
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
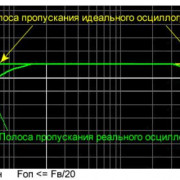
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина
Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.