Методы сварки инвертором для начинающих
Содержание:
- Дополнительные функции сварочного аппарата
- Преимущества инверторных сварочных аппаратов
- Покорение алюминия
- Необходимое оборудование для сварки
- Рабочее место
- Технология работ
- Что нужно и важно знать
- Технологический процесс
- Ошибки при выполнении сварочных швов
- Азы сварки
- Принцип работы
- Производство сварочного устройства из микроволновой печки
Дополнительные функции сварочного аппарата
«Дружелюбие» инвертора к потребителю объясняется, в частности, наличием различных дополнительных функций.
- Hot Start — облегчает поджиг сварочной дуги за счет повышенного начального тока в момент ее зажигания.
- Arc Force — при слишком быстром приближении электрода к детали увеличивает сварочный ток, препятствуя залипанию.
- Anti-Stick — снижает сварочный ток в случае залипания электрода, давая время на его отрыв.
В той или иной степени эти функции присутствуют в каждой модели, в простых сварочных аппаратах производитель даже не всегда отмечает их в инструкции. Но, разумеется, в более современных, качественных и дорогих сварочных аппаратах функции реализованы гораздо приятнее для потребителя. Словами это не объяснить: результат чувствуешь в процессе работы и при рассматривании получившегося шва.
Возможность работы от бензогенератора. Многие инверторы способны без проблем работать от бытовых электрогенераторов мощностью не менее 5 кВа, однако в каждом конкретном случае необходимо уточнить этот вопрос в инструкции.
Кузовные работы. При известном умении, небольшом токе и маленьких электродах инвертор реально использовать и в автомастерской. Однако такая работа требует высокой квалификации сварщика. Для авторемонта гораздо удобнее сварочные полуавтоматы.
Способность варить другие металлы. Многие аппараты могут также при соответствующих электродах варить чугун, нержавейку, а некоторые, кроме ручной дуговой (ММА) сварки, поддерживают также аргонно-дуговую (TIG) и способны варить цветные металлы. Но для работы «аргоном» (точнее, тугоплавким вольфрамовым электродом) придется купить дополнительное оборудование, что для начинающего совершенно не нужно. Вообще следует понимать, что сварка — процесс творческий, для достижения определенных результатов нужен в первую очередь опыт, а по мере его появления и при желании можно добиться очень интересных результатов, в том числе и при сварке более сложных и ответственных конструкций.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
 В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Покорение алюминия
Могут ли быть соединены между собой две детали из этого легкого и капризного материала? Да, это возможно. Приступать к сварке алюминия для начинающих можно будет только после подготовки необходимого оборудования. Им является аппарат, способный выдавать переменный ток. На постоянных его значениях технология получиться не может.
На таком аппарате в обязательном порядке должны присутствовать следующие функции:
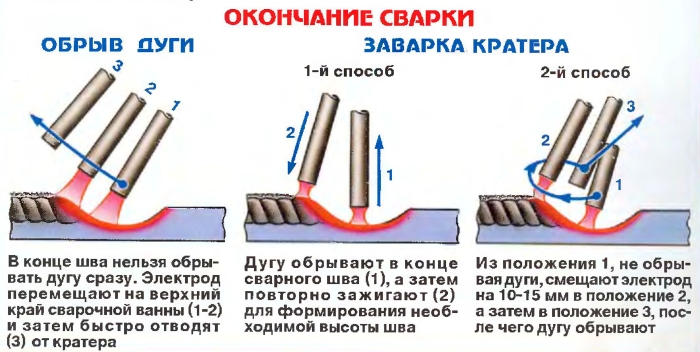
- заварки кратера;
- бесконтактного поджига;
- регулировка баланса тока.
Такого перечня настроек вполне достаточно, чтобы была произведена сварка аргоном для начинающих. Именно такая технология и позволит качественно соединить между собой алюминиевые детали.
Стоит иметь в виду, что аргон при этом не должен содержать атмосферного воздуха, то есть ему важно быть чистым. При редукторе российского производства требуется выставить расход в пределах от 12 до 15 л/мин
При такой же детали чешской марки достаточно остановиться на цифре 8.
Перед началом сварки необходимо заготовить присадочный пруток. Такой материал бывает самым разным, но наиболее востребованными являются два его вида:
- № 5356 — для соединения деталей из чистого алюминия;
- № 4043 — содержащие кремний для алюминия с примесью.
Минимальный размер вольфрамовых электродов, применяемых для аргонно-дуговой сварки, составляет 2,4 мм. До начала работы их необходимо заточить, делая при этом не острыми, а оставляя небольшое притупление, похожее на капельку. Размер такого окончания должен быть равен диаметру электрода. Внешне подобная капелька должна быть блестящей и иметь ровную сферу.
Во время выполнения сварочных работ применяют цангодержатель или газовую линзу. Это конструкция, внутри которой имеется сеточка. Проходя через нее, газом создается лучшая защита для сварочной ванны и вольфрамового электрода. Под такую линзу имеются специальные сопла разного диаметра. Чем больше размер этой детали, тем лучшей получается защита. Электрод должен выступать из такого сопла на 3-5 мм. При большем расстоянии наконечника вольфрам быстрее разрушится из-за сильного нагревания.
Необходимое оборудование для сварки
Обычно в комплекте вместе с аппаратом идут два сварочных кабеля длиной не более двух метров, оснащенные разъемом типа «крокодил» для крепления к свариваемой детали, электрододержателем (держаком) собственно для работы и быстросъемными разъемами для крепления к аппарату.
Для работы необходима маска сварщика. Их выбор велик. Многие производители в комплекте с аппаратом вручают молоточек для отбивки шлака и простейшую сварочную маску из пластмассы с затемненным стеклом. Эта маска по конструкции напоминает сковородку со съемной ручкой, при работе ее приходится держать одной рукой, что неудобно. В общем, маску лучше сменить сразу. Для работы гораздо удобнее та, что надевается на голову. Простая, с затемненным стеклом может стоить 100-200 рублей, а с фильтром «хамелеон», автоматически затемняющимся при возникновении дуги, — в районе нескольких тысяч. Для отбивки шлака маска или защитные очки также обязательны: начинающих неприятно поражает мистическая способность шлака из всех возможных направлений отлетать именно в глаза.
Еще для работы потребуется соответствующая одежда, закрывающая кожу от ультрафиолета и защищающая от брызг. Спецовка, ботинки или сапоги, прорезиненные или брезентовые перчатки — вот минимальный набор, с которым можно начинать работу.
Рабочее место
Какой подготовки потребует сварка для начинающих? Прежде всего, понадобится приобрести инвертор (сварочный аппарат) с большим количеством электродов. Этих расходных материалов на первых порах потребуется достаточно много. При этом электроды должны составлять в диаметре 3 мм.
Тем, кого интересует сварка, для начинающих стоит иметь в виду, что именно такой размер расходных материалов является самым удобным для обучения. Более тонкие электроды понадобятся для очень тонких листов металла. Справиться с ними смогут только опытные профессионалы. Электроды, диаметр которых превышает 3 мм, сильно перегружают электросеть.
Желательно, чтобы сварка инвертором для начинающих проходила под присмотром профессионала. Только специалист сможет по ходу обучения дать дельные рекомендации новичку. Для того чтобы понять, как же правильно сваривать металл, необходимо запастись какой-нибудь ненужной пластиной. Рядом с собой стоит заранее поставить ведро, наполненное водой.
Сварка металла для начинающих должна производиться на деревянном верстаке. Это позволит избежать поражения электрическим током.
Сварка инвертором для начинающих начинается с надежного прикрепления зажима заземления к детали
При этом стоит обратить внимание на кабель. Он должен быть надежно заизолирован и хорошо заправлен в держатель
На следующем этапе на сварочном аппарате выставляется параметр мощности тока. Он должен соответствовать диаметру используемого электрода и толщине свариваемых деталей
Как правило, когда производится инверторная сварка, для начинающих обращают внимание на корпус аппарата. На нем должна быть указана задаваемая сила тока в зависимости от условий работ
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.

Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Что нужно и важно знать
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
Схема источника питания инверторного сварочного аппарата.
Такой элемент помогает сохранить устройство в рабочем состоянии даже при отключении электричества, позволяет постепенно разжигать электродугу.
Есть определенные основы, с которыми рекомендуется ознакомиться начинающему сварщику перед тем, как приступать к выполнению работ:
Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока
Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству
Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать
На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
 Сварка проводов инвертором
Сварка проводов инвертором
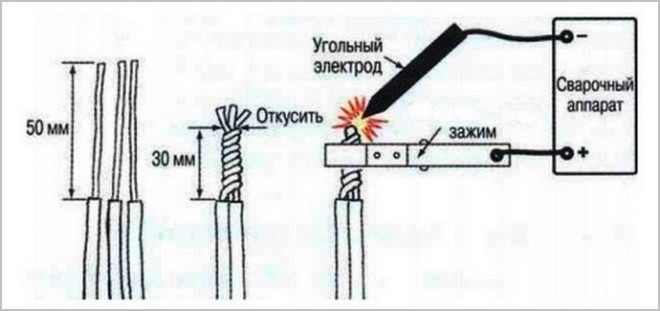
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Азы сварки
Прежде чем приступать к обучению, необходимо купить или взять в аренду сварочный аппарат. Также не помешает большое количество электродов, потому что в ходе учебы большая их часть будет испорчена – от этого никуда не денешься. Прежде чем вы достигнете более ли менее достойного результата, уйдет не один десяток электродов. Чтобы проводить сварочные работы своими руками в домашних условиях, лучше покупать электроды 3 мм в диаметре. Это оптимальный вариант для новичков, потому что если купить более тонкие, она попросту перегорят, поскольку предназначены для более «ювелирных» работ, а толстые электроды спровоцирую перегрузку электросети.
Ручная луговая сварка потребует от ученика много терпения и еще больше усидчивости. Только при постоянной практике можно добиться хороших результатов. Если у вас есть знакомые сварщики, лучше, чтобы обучение проходило под их контролем, потому что переучиться делать неправильно гораздо сложнее, чем сразу сделать все верно.
Ход работы:
- Для практики варки металла подойдет кусок ненужного металла. Подготовьте рабочее место, поставьте возле него ведро холодной воды. Не работайте на деревянном верстаке – помните о правилах пожарной безопасности, поскольку даже самые маленькие частички электродов могут стать причиной возгорания.
- Крепко зафиксируйте «заземление» на детали. «Земля» должна быть хорошо изолирована.
- Выставите необходимую мощность тока в соответствии с диаметром электрода.
- Зажгите дугу, поставив электрод под углом в 60 градусов к металлической поверхности и медленно проведя им по заготовке. Когда появятся искры, дотроньтесь электродом до металла, приподняв его так, чтобы пространство не превышало 5 мм. При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.
- Когда у вас получилась устойчивая дуга, потренируйтесь в наплавке валика. Зажгите и медленно двигайте электрод в горизонтальном направлении, производя колебательные движения и как-бы «подгребая» расправленный металл к центру дуги. В результате у вас должен образоваться симпатичный волнистый шов.
Принцип работы
 Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Производство сварочного устройства из микроволновой печки

Как было уже сказано, аппарат для сварочных работ контактным способом можно сделать своими руками, где основной деталью является трансформатор от микроволновой печи. Выполняя подобное устройство, надо сделать предварительные расчеты выгодности такого устройства в сравнении с приобретением готового инвертора.
Самой дорогой деталью в самодельном устройстве является трансформатор, остальные расходные материалы (основу для крепления деталей, кожух с проводами) можно взять из ремонтного сервиса.
Следует приготовить трансформатор, мощность которого будет начинаться от 1 кВт, чтобы выполненное из него оборудование для сварки могло соединять листы толщиной до 1 мм. Если вдвое повысить мощность трансформатора, то можно будет обрабатывать листы толщиной до 1,8 мм. У современных микроволновок мощность трансформатора может составлять 3 кВт.
Для повышения мощности тока возможно применение 2, 3 трансформаторов.

Трансформатор нужно вытащить из защитного кожуха, удалить шунты и вторичную обмотку. Из-за того, что в микроволновке применяется высокое напряжение, на первичной обмотке устройства имеется меньше петель в сравнении с вторичной обмоткой. Чтобы убрать разность потенциалов, мы должны будем модернизировать вторичную обмотку, и адаптировать ее для целей точечной сварки.
Трансформатор детально зачищается от остатков шунтов и вторичной обмотки, при потребности можно воспользоваться длинным узким предметом или металлической щеткой. То есть вторичную обмотку нужно делать новую, а остается в том же виде первичная. Для этого нужно взять многожильные провода, сечение которых не должно быть меньше 1 квадрата (из-за высокого напряжения будущего трансформатора). Для вторичной обмотки можно сделать 2-4 витка проводки (получится напряжение 2Вт), но из-за толстого изоляционного слоя его не получится загнуть по катушке. Поэтому провод нужно очистить от изоляции и обернуть его изолентой.
При использовании цепи из нескольких трансформаторов, следует объединить выводы вторичных обмоток. Если применяется один трансформатор, то для него можно использовать корпус микроволновой печки, уменьшить его по длине и ширине.
Кожух для нескольких трансформаторов можно выполнить из железного листа, покрыв его изолирующим материалом (изолентой).

Чтобы подвести ток к области сваривания, создается рычажное устройство. Где один рычаг прочно прикрепляется к главной поверхности (чтобы точечная сварка была удобной, здесь же крепится трансформатор с кожухом струбцинами). Во время опускания, второй рычаг будет давить на детали.
Выключатель вводится в цепь первичной обмотки, монтируется на верхний рычаг, что поможет одновременно пускать ток и сжимать деталь. В этом случае клещи не будут применяться, а предварительно спаиваются наконечники с проводкой, чтобы предотвратить окисление.
При контактной сварке будут применяться медные стержни большей толщины (в сравнении с размерами проводки). Во время работы они будут подточены или заменены.
При работе деталь будет зажата рычагами между парой электродов и запущен ток.
Производство сварочного устройства из аккумуляторных батарей
Во время сварочных работ электрическим сварочным устройством на бытовые сети возлагается высокая нагрузка. В результате долгой точечной сварки могут расплавиться провода или сломаться бытовое оборудование. Поэтому сварочное устройство может питаться от автономного электроснабжения. Для таких целей подойдет переносной генератор, работа которого осуществляется от дизтоплива или бензина, который можно купить или сделать своими руками.
Потребуется несколько АКБ от машин, бывших в эксплуатации (желательно одной энергоемкости). В этом случае расчет силы тока будет составлять 1/10 от аккумуляторной емкости. Если применялись аккумуляторы разной мощности, то расчет можно выполнить с помощью самой малой емкости.
Создается цепь из аккумуляторов, которые были последовательно соединены. Скрепляются их «минусы», «плюсы» кусачками, проводами или проводкой для прикуривателя. Также могут применяться любые клещи. Выводится провод от свободного «минуса» к электроду, его зажимают клещами. От свободного «плюса» к рабочей пластине в цепь устанавливается реостат.
К готовому оборудованию для контактной сварки можно выполнить оборудование для зарядки.
В результате анализа всех вариантов самостоятельной сборки оборудования для точечной сварки, становится понятной доступность этого метода. Благодаря вышеизложенной информации пользователи могут получить первоначальные навыки точечной сварки, самостоятельно сделать из имеющихся материалов инвертор для контактной сварки.