Наждачные круги для шлифмашинки
Содержание:
- Разновидности
- Какие характеристики указаны на шлифовальном круге
- Особенности выбора инструмента
- Фото хороших шлифовальных кругов
- Грубая обработка дерева при помощи УШМ
- Что это такое
- Связующие компоненты в абразивных материалах
- Области применения шлифовальных кругов
- Применение шлифовальных кругов в зависимости от размера зерна
- Что представляет собой шлифовальный круг
- Разновидности оборудования
- Принцип действия
- Выбор абразивного круга
- Типовые размеры дисков
- Основные виды абразивных кругов
Разновидности
Шлифование – базовое предназначение УШМ. В случае работы с древесиной – это сложный процесс, требующий от мастера внимательности и умения. Различное по структуре натуральное дерево доводят до совершенного вида качественными и надежными дисками. Обычные алмазные фрезы здесь не подойдут. Для деревообрабатывающей промышленности существуют особые шлифовальные круги.


Различают несколько типов шлифовальных кругов для угловой шлифмашинки. В первую очередь осуществляется первоначальная очистка поверхностей. Эту работу выполняет несколько дисков, отличающиеся по форме и размеру.
- Обдирочные. Они предназначены для удаления старой краски и лака с древесины. Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.
- Кордщетки с проволокой или шипами. Они позволяют выровнять и сгладить поверхность из любого материала. Проволочной щеткой легко снять с металла слой лака или старой краски, ржавчину. Если доски на полу различной высоты, их можно сравнить между собой шиповым кругом. Они различаются по форме и скорости вращения.
- Торцевики. Ими работают послойно, как напильниками, с боками и краями, углами и косыми распилами. Насадки предназначены для шлифовки по краям или выравнивания скосов.



При обдирочных работах шлифмашинкой слой древесины остается неповрежденным, снимается только декоративное покрытие. Это свойство болгарки незаменимо при реставрации изделий. Удалив предыдущее красочное оформление, можно на свежую и гладкую панель наносить другое. При этом мебель изменит внешний вид и будет выглядеть новой. Щеткой выполняют браширование или искусственное состаривание материала. Для этого мягкие волокна удаляют, и на натуральной древесине проступают кольца и текстура. Морилка подчеркивает рельефные переходы.
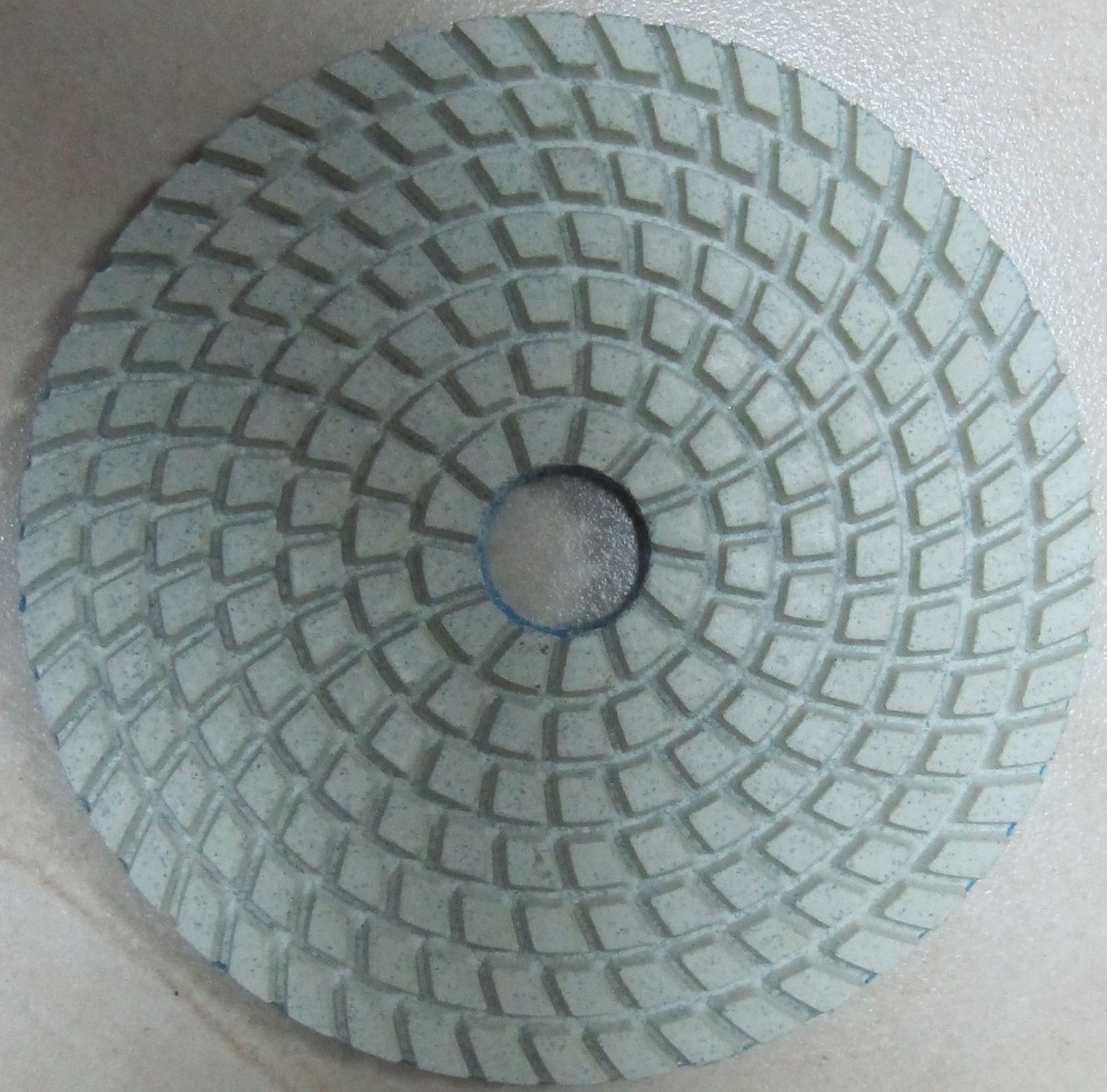
На следующем этапе обработки придают поверхности гладкость. Здесь специалисты советуют использовать полировочные круги. Они бывают губчатые, из войлока и грубой ткани, со сменной наждачной бумагой. Ткань и войлок закрепляют для работы при помощи липучек. Насадки продают в наборах по пять штук для удобства смены. Наждачная бумага выбирается средней или мелкой степени зернистости. Марка обычно указывается на упаковке.


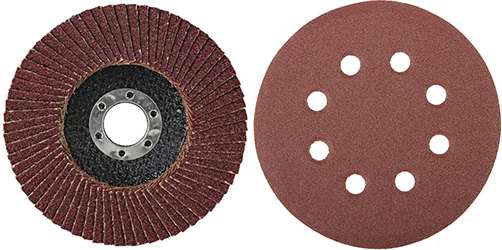
Важна и конструкция насадки. Доводочные или финишные круги разделяют на лепестковые, твердые и подвижные. Применение лепесткового круга позволяет добиться абсолютно гладкой поверхности. На диске размещается в качестве абразива несколько слоев наждака внахлест подобно чешуе рыбы. Такое расположение абразивного материала снижает степень изнашивания. До идеального состояния изделия доводит такая современная насадка, как чашечный круг. Чаша выполняет незначительное текстурирование, легко проникает в стыки. На ней укреплен ворс из синтетического материала или гофрированной проволоки.
Нейлоновая щетка для дерева состоит из большого количества мелких ворсинок. Ее применяют при финишной полировке. Насадка в виде чаши позволяет мастеру отшлифовать наиболее труднодоступные места на детали. Щетка удаляет заусенцы и мелкие загрязнения, шлифует лак. Торцевые щетки изготавливают из полимерабразива, цилиндрические – из латунированной и стальной проволоки.



Какие характеристики указаны на шлифовальном круге
- Аббревиатура завода изготовителя.
- Материал, из которого изготовлен абразивный круг.
| Материал | Наименование | Характеристики |
| 13А, 14А, 15А, 16А | электрокорунд нормальный | Цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе |
| 23А, 24А, 25А | электрокорунд белый | Более твердый, но при этом хрупкий. Высокие абразивные свойства |
| 32А, 33А, 34А | электрокорунд хромистый | Высокая производительность при шлифовке |
| 37А | электрокорунд титанистый | Главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности |
| 38А | электрокорунд циркониевый | Самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ |
| 43А, 44А, 45А | семейство монокорундов | Очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов |
| 53С, 54С | черный карбид кремния | Высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается |
| 62С, 63С, 64С | зеленый карбид кремния | Область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики |
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381-2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Твердость шлифовального круга по ГОСТ Р 52587-2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов».
Мягкий – щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
- F, G, H, I, J – мягкие
- K, L, M, N – средние
- O, P, Q, R, S – твердые
- T, U, V, W, X, Y, Z – очень твердые
Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
- 0, 1, 2, 3, 4 плотность 68-54%
- 5, 6, 7, 8 плотность 53-48%
- 9, 10, 11, 12 плотность 44-38%
- 13, 14 и больше плотность 36-34% и меньше
Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
- V – керамическая связка
- B – бакелитовая связка
- R – вулканитовая связка
Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
О типах и видах образивных кругов подробно в этом видео
Особенности выбора инструмента
Главным критерием выбора шлифовального камня является его твёрдость. Этот показатель не должен быть менее твёрдости самой детали, подвергаемой обработке. Причём не позволительно допускать большие различия в таких параметрах, что чревато вероятным перегревом поверхности.
 Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Для работы с металлом и деревом необходимо использовать шлифкруги разной зернистости, иначе качество отделки может оказаться низким. При выявлении на поверхности обрабатываемого элемента зазубрин или грубых штрихов можно с уверенностью утверждать, что выбор размера зерна оборудования был сделан неверно.
Для удобства пользования инструментом создана таблица зернистости шлифовальных кругов, позволяющая довольно быстро разобраться с необходимыми параметрами и определиться с выбором насадки.
К наиболее востребованным типам такого инструмента можно отнести шлифовальные круги со следующими обозначениями:
- с зернистостью 120;
- с зернистостью 60;
- с зернистостью 100.
В зависимости от конкретного вида проводимой операции мастер подбирает необходимый тип оборудования. Для черновой шлифовки обычно используют круги с большими фракциями зёрен, а для чистовой этот показатель должен быть значительно ниже. Помимо этого, при подборе инструмента учитываются особенности режима заточного оборудования и технические свойства режущего элемента.
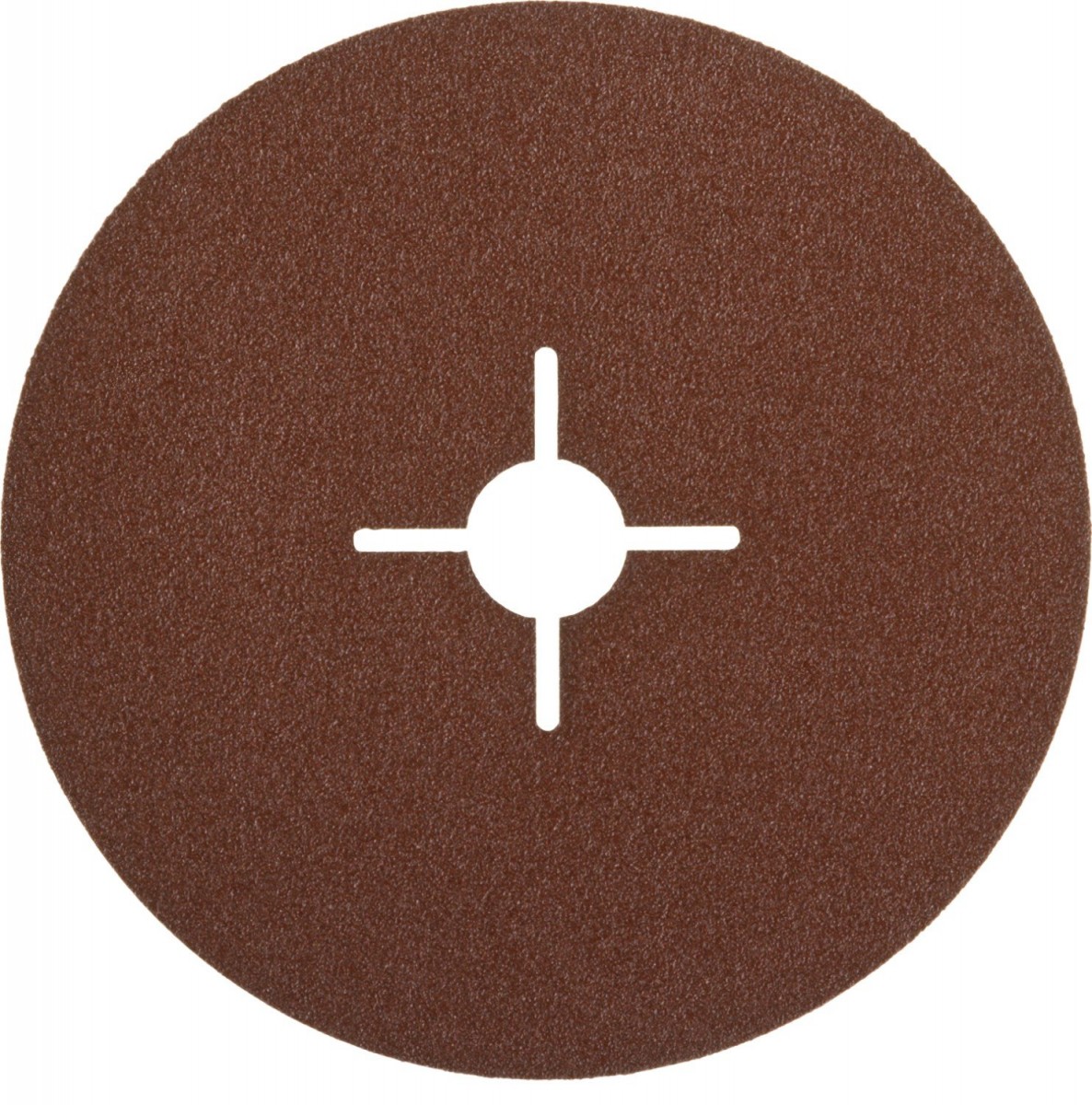
 При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
Работая с немалыми поверхностями, следует останавливать выбор на шлифовальных кругах большого диаметра. Такая рекомендация позволит экономить оборудование, ведь маленькому элементу понадобится производить обороты значительно чаще, что приведёт к его быстрой порче.
Подойдя к выбору шлифовального круга основательно, можно найти такой инструмент, который проявит себя в работе максимально эффективно при наименьших финансовых затратах.
Фото хороших шлифовальных кругов

















Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях 😉
Грубая обработка дерева при помощи УШМ
Тем не менее, обрабатывать деревянные заготовки при помощи угловой шлифовальной машины возможно. Необходимо лишь использовать специальные насадки, изготовленные фабрично, и строго соблюдать технику безопасности при работе с болгаркой.
Применение УШМ в качестве рубанка
При черновой обработке бревен, например для строительства сруба, применяются специальные диски-рубанки. Это относительно безопасный способ обработки дерева, при соблюдении правил эксплуатации. Представляет собой механизированную замену плотницкого топора.
Диск-рубанок Arbortech TURBOPlane. Диск можно многократно затачивать
Насадка применяется без защитного кожуха, поскольку разрушение ее во время работы исключено. Запрещено пользоваться таким диском, развернув его наверх. При работе на болгарке обязательно устанавливается ручка для удержания инструмента обеими руками.
Поскольку во время зачистки дерева, из рабочей зоны разлетается крупная щепа – необходимо иметь плотную спецовку и защитить не только глаза, но и лицо.Положительный побочный эффект этого инструмента – можно легко нарубить стружку и крупные опилки для домашней коптильни.
Обдирочные диски
Для снятия коры с бревен, и придания им формы первичной заготовки – существуют специальные обдирочные насадки для УШМ.

Пример обдирочной насадки с применением цепи от бензопилы
При помощи такого цепного круга можно не только зачистить ствол от коры и сучьев, но и придать заготовке требуемую форму для последующей обработки более точным инструментом. Такое приспособление легко заменит топор для вырубания чаши в бревне при строительстве деревянных срубов.
Можно использовать этот диск, как отрезной круг, но рез получится рваный и потери дерева слишком высоки, толщина распила получается в несколько сантиметров.
Фрезы по дереву для болгарки.
После черновой обработки можно приступить к своеобразному грубому фрезерованию деревянной заготовки. Для этого существует специальная насадка.

Обдирочный диск с крупнозернистым абразивом
Абразивы на диске могут быть любого размера, все зависит от предназначения. Используя такие фрезы, можно придать окончательную форму заготовке. Некоторые умельцы применяют эти насадки для финишной обработки дерева. Результат может получиться довольно интересный – просто мечта папы Карло.

Бегемот из дерева выполнен при помощи обдирочного круга
Фактически, такой диск является механизированным рашпилем
Это достаточно безопасный инструмент, не требующий особых предосторожностей и выполнения специальных требований. Достаточно защитить глаза и органы дыхания
Мне часто задают вопрос «можно ли болгаркой резать дерево?». Можно, но только с применением специальных насадок и соблюдением всех мер безопасности.
ВАЖНО! Для банального распила досок и бревен существует большой ассортимент недорогих дисковых, цепных и сабельных пил. Не забудьте про электролобзик!
Что это такое
Болгарка или углошлифовальная машина – это инструмент, часто применяемый при строительстве и во время проведения ремонтных работ. Если в доме нужен небольшой ремонт, покупать мощную и дорогостоящую строительную технику нет смысла. А вот такую машину приобрести будет полезно и относительно недорого. Универсальность современного инструмента – его главное достоинство: с помощью УШМ пилят и режут, обтачивают и выравнивают поверхности. Принцип работы болгарки прост: операции совершаются вращающимися насадками.
Диски делятся на три вида – заточные, отрезные или шлифовальные (обдирочные). Операции различны по предназначению и сложности, порой одной машиной приходится обрабатывать различные по твердости материалы, как правило, это камень и стальные соединения, а также дерево. Шлифовке подвергают обновляемые и обрабатываемые деревянные детали, окна, полы и мебель.



Насадка на болгарку для шлифовки дерева представляет собой сменный круг, подобный аналогичному для циркулярной пилы. Обдирная фреза для первичной шлифовки изготовлена из прочного металла, имеет зубчики и подбирается по диаметру для каждой УШМ. Размер зубцов определяется толщиной слоя древесины. Имеет значение и форма зуба. Переменные годятся для всех пород дерева, а трапециевидные применяют только для мягких разновидностей. Начерно обрабатывать материал можно и дисками с прямыми зубчиками.
Распиливать древесину перед обработкой нужно другими, распилочными фрезами. Они монолитные, изготовленные из высокопрочной листовой стали. Некоторые разновидности выполняют с напылением на зубцах.


Связующие компоненты в абразивных материалах
Техника выполнения алмазного напыления на абразивные насадки не предполагает применения каких-либо связующих элементов, поскольку наносится на металл тонким слоем. Именно этим обусловлена значительная дороговизна такого оборудования. Абразивные круги, обладающие меньшей прочностью, изготавливают с применением связующего керамического состава, включающего в себя обычно материалы неорганического происхождения, такие как глина, кварц и т. д. Их тщательно измельчают и добавляют в выбранный абразив во время формирования круга. Благодаря этому конечное изделие становится жёстким.
Существует две основных разновидности насадок в зависимости от связующего компонента в абразиве:
- бакелитовые;
- вулканитовые.
 Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Ещё большей мягкостью обладают круги с вулканитовым компонентом. В качестве абразивного элемента в них используют синтетический каучук, прошедший термообработку. В процессе производства оборудования применяется метод вулканизации, который и лёг в основу названия продукта. Такие круги несколько дороже модификаций, оснащённых керамическим абразивом. Но это и не удивительно, ведь помимо отличной упругости они обладают ещё и повышенной износостойкостью.
Области применения шлифовальных кругов
Этот инструмент находит широкое применение как при обработке элементов предметов интерьера, так и для подгонки, например, брусковых и щитовых деталей промышленного производства
Придание гладкости движущимся узлам особенно важно, поскольку обеспечение минимизации их трения играет большую роль в работе всего оборудования
Шлифовке может подвергаться довольно широкий перечень материалов. К ним относится и камень, и металл, и пластик, и даже древесина. Съёмные насадки позволяют формировать различные пазы и выемки в цветных металлах, бетонных стенах, мягких сплавах, которые доводятся резцовыми головками до чистового варианта.
 Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро и другие режущие инструменты.
Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро и другие режущие инструменты.
Особую популярность эта продукция заработала у ювелиров, занимающихся по большей части полировкой драгоценных металлов. Инструмент также нередко используется для обработки поверхностей полудрагоценных камней и поделочных минералов.
На рынке можно встретить особые разновидности шлифовочных насадок, которые устанавливаются на дрель. Ими пользуются в процессе проведения ремонтных работ, например, при очистке стен для последующей укладки плитки. Определённые виды кругов позволяют при установке на электрическое точило очищать трубы от коррозии, удалять старую краску с сантехники и прочее.
Применение шлифовальных кругов в зависимости от размера зерна
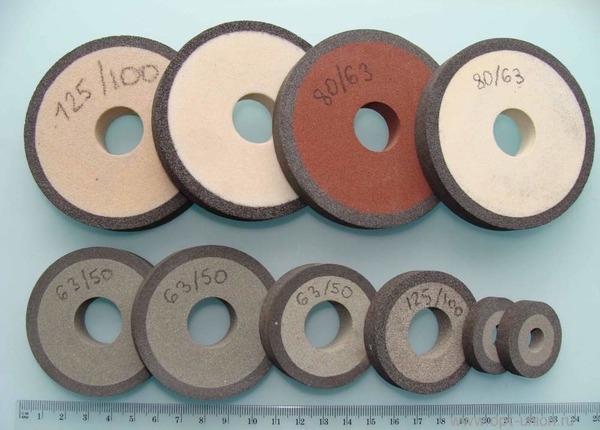
Выбор размера зерна определяется поставленной задачей. На тыльной или лицевой стороне нанесена маркировка, на которой указан размер абразивного зерна.

Чем меньше стоящее на маркировке перед буквой Р число, тем для более грубой работы предназначен шлифовальный круг. Ниже приведены назначения дисков в зависимости от зернистости:
- зерно от 16 до 36 – плоская шлифовка торцевой частью диска;
- 24-36 – круговая обдирка плоскостью диска;
- 60-120 – чистовая круговая шлифовка;
- 170-220 – заточка ножей, сверл, фрез;
- 180-320 – финишная шлифовка и доводка.

Диски с крупным зерном применяются преимущественно на мощных стационарных станках, тогда как мелкозернистые нередко используют на ручных углошлифовальных машинках для кропотливых и точных работ по доводке и полировке изделий.

При проведении работ следует придерживаться правил техники безопасности – пользоваться защитными очками и респиратором для защиты органов дыхания от частиц пыли.

Что представляет собой шлифовальный круг
Является абразивным инструментом для обработки изделий как на стационарных станках, так и при помощи ручного инструмента. Существует несколько параметров, по которым можно классифицировать шлифовочные круги.

Для их изготовления может использоваться:
- карбид кремния;
- алмаз искусственного либо природного происхождения;
- электрокорунд;
- эльбор.

В зависимости от размеров зерна диски различаются по своему назначению. Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.

Разновидности оборудования
Для осуществления корректной обработки деталей необходимо определиться с видом шлифования. Благодаря этому можно подобрать оптимальный вариант абразивной насадки.
К главным критериям выбора этого оборудования относятся следующие составляющие:
- материал, из которого изготовлена обрабатываемая деталь;
- характер работы, оказываемой на поверхность изделия.
Шлифкруги, оснащённые кольцевым либо прямым профилем, зачастую применяются для работы на небольших наждаках и станках, в быту, а также для заточки, проводимой торцевой поверхностью инструмента. В качестве материалов, с которыми работают этим оборудованием, актуальностью пользуются камень, фарфор и стекло.
 Наиболее популярными можно назвать обычные и двухсторонние конические круги, работа которых основана на обработке поверхностей детали плоскостью. Они также позволяют производить выемки в немалом перечне материалов.
Наиболее популярными можно назвать обычные и двухсторонние конические круги, работа которых основана на обработке поверхностей детали плоскостью. Они также позволяют производить выемки в немалом перечне материалов.
Зачастую опытные мастера имеют в своём арсенале чашечные круги и инструменты с тарельчатыми цельнометаллическими насадками, оснащёнными алмазным напылением. Чашечная модификация напоминает оборудование прямого профиля с конической выточкой. Отличается она лишь прямоугольным расположением торца в отношении к боковой плоскости.
Если рассматривать разновидности оборудования в зависимости от типа абразива, можно выделить довольно широкий ассортимент инструментов. Кроме обозначенного выше алмазного напыления, используемого обычно для заточки и доводки твердосплавных элементов, довольно популярным считается электрокорунд, позволяющий изготавливать цельные насадки. Корундовые круги обычно делают без запрессованного сердечника и основания.
Особой прочностью обладает абразив, называемый эльбор. В основу этого материала включён кубический нитрид бора, практически не уступающий своими эксплуатационными характеристиками алмазу. Более того, он обладает неоспоримым преимуществом, а именно: высоким уровнем термостойкости.
Принцип действия
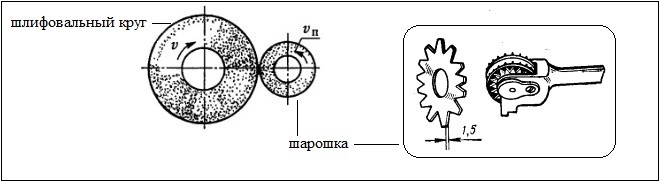
Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается.
По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании.

Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень
К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести:
- невысокую точность выполняемой обработки;
- большое количество пыли, образующейся в процессе правки.
Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом.
Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести:
- высокую производительность;
- исключение заглаживания абразивного круга, обрабатываемого правящим инструментом.
Метод правки шлифовальных кругов обкатыванием
При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается.
На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу.
https://youtube.com/watch?v=aj2YmovUv0c
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
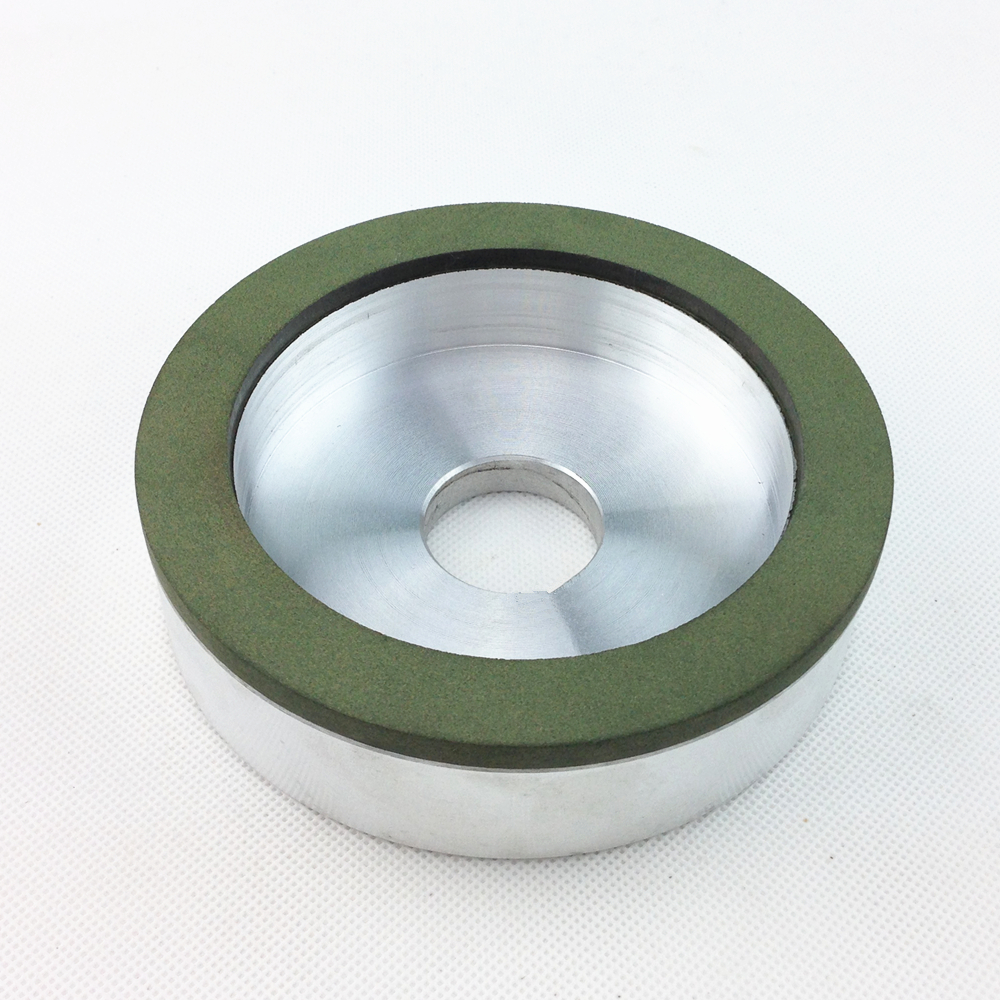
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок – видео
Типовые размеры дисков
При выборе диска для болгарки необходимо проследить, чтобы внешний диаметр насадки не превышал максимально допустимые значения, разрешенные для вашей угловой шлифовальной машины. К примеру, если болгарка рассчитана на использование круга с максимальным диаметром 125 мм, то на нее нельзя устанавливать круг на 230 мм. И этому существует несколько объяснений:
- будет превышена линейная скорость режущей кромки, что чревато разрушением абразивного круга и нанесением травм пользователю;
- у маленькой болгарки не хватит мощности, чтобы работать с большим инструментом;
- установка насадки, превышающей допустимые размеры, требует снятия защитного кожуха, а это уже нарушение правил безопасности.
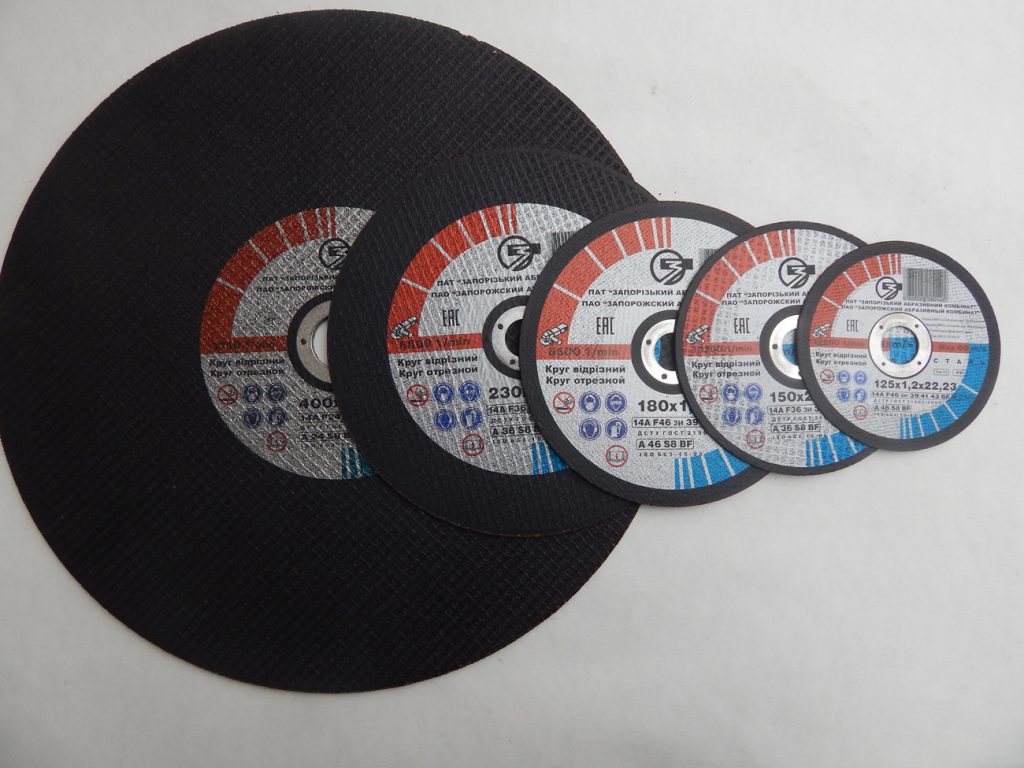
Диски для УШМ имеют стандартные размеры: 115, 125, 150, 180 и 230 мм. В современных болгарках посадочный диаметр (диаметр вала, на который устанавливается инструмент) практически одинаков и равняется 22,2 мм. Если у вас “завалялась” болгарка устаревшей модели, то потребуется применять переходники — кольца разных диаметров.
Все абразивные круги любых размеров имеют специальную маркировку, из которой можно узнать следующую информацию: диаметр диска и его толщина, диаметр посадочного места, максимальная скорость вращения, а также для обработки каких материалов он предназначен.

Основные виды абразивных кругов
Типы абразивных кругов и основные способы обработки поверхности.
Рассмотрим наиболее востребованные:
- круглое шлифование — обрабатываются поверхности, сечением у которых в перпендикулярной плоскости к оси вращения является круг;
- плоское шлифование — обработка любых плоских поверхностей;
- бесцентровое шлифование — как правило применяется на предприятиях занимающихся обработкой наружных и внутренних поверхностей таких, например, как: распредвал валы, обоймы подшипников;
- абразивными кругами производят отрезание и разрезание заготовок;
- абразивное притирание поверхностей (например седло и игла дизельной форсунки);
- хонингование — обработка круглых поверхностей (отверстий) с помощью специальных хонинговальных головок. Применяется при обработке цилиндров двигателей или
- поверхностей гидравлических насосов;
- полировочные круги — применяются для придания поверхности малой шероховатости и зеркального блеска;
Отрезные
Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства.
Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой.
Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
- применяются для резки трубы, профиля и листового металла;
- для бетона и железобетона, при прорезании пазов в бетонных конструкциях;
- работы с камнем, для придания необходимой формы заготовкам из камня и керамики;

Разнообразие размеров впечатляет
Шлифовальные круги
Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы. 
Шлифовальные круги в разрезе бывают следующей геометрической формы:
- Прямой профиль. Применяются для заточки ножей, топоров, наружного и внутреннего шлифования, обдирочных и зачистных работ. Можно производить шлифование плоскостью.
- Конусообразный профиль. Применяются для заточки зубьев не дисковых пил.
- Двусторонний конусообразный профиль. Применяются для доводки профилей шеверов и долбяков, зубчатых колес, шлифования резьбы.
- Прямой профиль с выточкой, одно или двусторонней. Применяются для круглого, плоского и внутреннего шлифования, обработки шейки и торца.
- Односторонняя или двусторонняя конусообразная выточка. Применяются для подрезки торца с одновременной круглой шлифовкой, а также круглой шлифовки шейки и торца.
Чашечные
Подразделяются на:
- Цилиндрические. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
- Конические. Применяются для шлифования плоских направляющих и заточки зубьев режущего инструмента.
- Тарельчатые. Применяются для обработки и заточки многолезвийных режущих инструментов и финишной доводки зубьев шестерен.

Конические шлифовальные камни
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения.
Обратите внимание
Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.