Фрезы
Содержание:
- Концевые фрезы
- Пазовые фрезы
- Виды фрез
- Конструктивные отличия
- Виды фрез по обработке
- Подбор фрезы
- Элементы режима резания и срезаемого слоя
- Фасонные фрезы
- Классификация фрез по металлу
- Угловые фрезы
- Цилиндрические фрезы
- Торцевые насадные фрезы
- Виды по обработке
- Наборы из фрез
- Наборы фрез по дереву
- Особенности применения
- Классификация фрез
Концевые фрезы
Концевые применяются для обработки детали, которой необходимо придать сложный рельеф с выпуклостями, плавными обтекаемыми переходами от одного элемента к другому и вогнутыми линиями поверхности. Производятся концевые фрезы с цилиндрическими и коническими хвостовиками.

Используется концевая фреза для формирования глубоких пазов, уступов и контурных выемок на корпусе деталей. Основными режущими этой группы инструментов являются кромки зубьев расположенных на цилиндре. Вспомогательные торцевые при этом виде работ служат защитой дна канавки. Выбор диаметра фрезы выбирается на 1/10 мм меньше от необходимой ширины паза.
Используется режущий инструмент для фрезерных станков на ручном и полуавтоматическом режиме управления, оснащённых системой ЧПУ и фрезерно-копировальном оборудовании. Конический хвостовик даёт большую жёсткость крепления в шпинделе. Создание сложного абриса предмета благодаря этому выполняется с соблюдением погрешности заложенной в конструкции станков, на которых применяется этот режущий инструмент.
Видео по производству концевых фрез
Внешне концевые напоминают сверло большого диаметра. Но лишь малая часть концевых фрез имеет режущий элемент нижней части головки. Основные обрабатывающие кромки расположены на гранях спирально закрученного вокруг оси инструмента.
Применение
- обработка торцевой или боковой наружной плоскости;
- создание фигурного контура детали из прямоугольной или плоской заготовки;
- растачивание до необходимого размера отверстий, созданных другим инструментом по металлу.
Пазовые фрезы
Их еще называют концевыми, способны выдерживать радиальную нагрузку и предназначены для сверления пазов.
Прямые пазовые фрезы

Они имеют параллельные режущие кромки, которые при вращении очерчивают собой цилиндрическую поверхность. Ими обрабатывают прямые пазы, а в сочетании с копировальной втулкой тонкие фрезы этого типа годятся для вырезания криволинейных плоских заготовок по шаблону. Размерность их определяется диаметром и длиной режущей части.
Галтельные V-образные пазовые фрезы
Они оставляют прямой паз с дном уголком. Подобный профиль применим как элемент декоративной резьбы или как некая направляющая для перемещения, например, ящика, что иногда встречается в старой мебели.
Конструкционные пазовые фрезы

Предназначены для изготовления соединений, например «ласточкин хвост», или перевернутого Т-образного паза.
Этой же фрезой можно получать простые ящичные соединения для малонагруженных ящичков, вроде шкатулок. Размерность их определяется максимальным диаметром, углом наклона и высотой рабочей части.
Начнем с обзора комбинированных рамочных фрез фирмы “Энкор”.
Фрезы для сращивания на микрошип, или «мышиный зуб»
Обычно применяются для сращивания длинных заготовок по длине. Но таким фрезам можно найти и другое применение: присоединение пласти к торцу, чтобы получать декоративные эффекты или делать широкие щиты.
Фасонные пазовые фрезы
Как следует из названия, они предназначены для пазов с фасонными боковыми поверхностями. Разумеется, что при использовании параллельного упора или копировальной втулки ими вполне реально обрабатывать кромки заготовок.
Выбор таких фрез достаточно велик, а размерность определяется как наибольший диаметр, радиусы боковых выборок или выпуклостей и высота режущей части.
Два подробных видео сюжета, которые помогут определиться с правильным выбором фрез для ваших работ.Назначение фрез и существующие виды – видео
Как правильно подобрать фрезу по дереву для фрезера – видео
Некоторые из них пригодны и для изготовления углублений большой площади, вроде отделений в шкатулках, углублений в некруглых блюдцах, деревянных подносах и других подобных работ.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.
Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.
Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.

Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.

Отрезные
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
http://ismith.ru
Конструктивные отличия
 Оснастка фрезерного станка в зависимости от своего назначения подразделяется на несколько видов. В большинстве случаев используют дисковые системы. Они предназначены для выполнения нескольких технологических операций:
Оснастка фрезерного станка в зависимости от своего назначения подразделяется на несколько видов. В большинстве случаев используют дисковые системы. Они предназначены для выполнения нескольких технологических операций:
- Обрезка.
- Обработка пазов и канавок.
- Снятие фасок.
- Торцевание.
Такой оснасткой фрезеровщик легко выполняет обработку чугуна на фрезерном станке. Обычно режущие кромки находятся на одной стороне. В случае необходимости инструмент может иметь двухсторонние резцы. Для каждого вида обработки подбирается размер зуба, подгоняется его форма.
Дисковые фрезы из твердосплавного материала можно эксплуатировать в особо экстремальных условиях. Фрезеровка чугуна выполняется быстро с точной выдержкой всех конструкционных допусков.
Эта фрезерная оснастка подразделяется на несколько видов. Каждый имеет конкретное назначение:
- Пазовые.
- Отрезные.
- Прорезные.
Такое разнообразие станковой оснастки позволяет обрабатывать металлические детали с любой стороны.
Торцевая конструкция
 Предназначена для работы с плоскими или многоступенчатыми поверхностями. Главной рабочей частью является торцевая часть. Поэтому ось вращения всегда направлена под углом 90 градусов относительно обрабатываемой поверхности. Этот вид инструмента отличается своим большим весом. Поэтому в нём используются в качестве резцов сменные пластины. Благодаря большому числу зубьев обработка поверхности может проводиться на большой скорости, причём инструмент будет двигаться плавно, без вибрации.
Предназначена для работы с плоскими или многоступенчатыми поверхностями. Главной рабочей частью является торцевая часть. Поэтому ось вращения всегда направлена под углом 90 градусов относительно обрабатываемой поверхности. Этот вид инструмента отличается своим большим весом. Поэтому в нём используются в качестве резцов сменные пластины. Благодаря большому числу зубьев обработка поверхности может проводиться на большой скорости, причём инструмент будет двигаться плавно, без вибрации.
Цилиндрическая система
 Инструмент оснащается зубьями различного вида. Они делаются прямыми или имеют винтовую поверхность. Фрезы круглые по металлу, имеющие прямые зубья, созданы для обработки довольно узких плоскостей. Все винтовые инструменты всегда работают очень плавно, поэтому их считают универсальными. Они используются для всевозможных технологических операций. Чтобы погасить большие осевые усилия при обработке винтовым инструментом, пользуются сдвоенными механизмами. У них зубья имеют разный угол наклона. Такая конструкция помогает уравновесить осевые нагрузки.
Инструмент оснащается зубьями различного вида. Они делаются прямыми или имеют винтовую поверхность. Фрезы круглые по металлу, имеющие прямые зубья, созданы для обработки довольно узких плоскостей. Все винтовые инструменты всегда работают очень плавно, поэтому их считают универсальными. Они используются для всевозможных технологических операций. Чтобы погасить большие осевые усилия при обработке винтовым инструментом, пользуются сдвоенными механизмами. У них зубья имеют разный угол наклона. Такая конструкция помогает уравновесить осевые нагрузки.
Для обработки уступов, прорезки канавок устанавливают цилиндрические рашпильные фрезы, так называемые кукурузники.
Угловые конструкции
Торцевая часть у такого инструмента позволяет обрабатывать наклонные поверхности. Оснастка свободно справляется с угловыми пазами, может обрабатывать конические поверхности.
Чтобы прорезать стружечные канавки, применяют несколько видов угловой оснастки:
- Одноугловые.
- Двухугловые.
 Они отличаются только местом нахождения режущей кромки. На первой она расположена только на одном конусе. У второй режущая часть располагается на совмещённом конусе.
Они отличаются только местом нахождения режущей кромки. На первой она расположена только на одном конусе. У второй режущая часть располагается на совмещённом конусе.
Если пазы имеют боковые поверхности с небольшим уклоном, обработка проводится одноугловым инструментом, так называемым ласточкиным хвостом.
Концевая система
Этот инструмент имеет ещё одно название — пальчиковый. Он позволяет создавать выемки и пазы.
Классификация концевых фрез, проводится по нескольким параметрам:
- Монолитные.
- Имеют припаянные резцы.
- Вид хвостовика.
- Размер зуба — мелкий, крупный.
Твердосплавный концевой инструмент, применяется для обработки чугуна, а также различных твёрдых металлов.
Специальная оснастка
Фасонные фрезы по металлу были специально разработаны для обработки различных поверхностей сложной формы. Обычно их используют для деталей, у которых длина гораздо больше ширины или наоборот. Недостатком фасонной фрезы, имеющей затылованный угол, считается сложная заточка.
Червячная фреза
Во время работы инструмент обкатывается по поверхности заготовки, причём касается плоскости только одной точкой. Такая оснастка подразделяется на несколько видов:
- Сборная.
- Цельная.
- Левая.
- Правая.
- Многозаходная.
https://youtube.com/watch?v=3yFKeQfFYTI
Кольцевые фрезы
 Этим инструментом выполняется сверление отверстий. Скорость резания намного превышает обработку обычными спиральными свёрлами.
Этим инструментом выполняется сверление отверстий. Скорость резания намного превышает обработку обычными спиральными свёрлами.
Для бытовых условий существует сверло-фреза. Этот инструмент предназначен для обработки только стальных заготовок небольшой толщины. Хвостовик фрезы крепится в электродрель. Инструмент не предназначен для работы в ручном фрезере.
Виды фрез по обработке
Основные виды фрез:
- Концевая. С ее помощью фрезеровка материала осуществляется по ряду линий. Зачастую, алмазные фрезы ЧПУ обработки, которые имеют две рассекающие кромки и напоминают сверло.
- Торцевая. В этом виде инструмент имеет форму цилиндра, а производные резьбы выступают на торцах. Применимы для ровной плоскости и частых обрабатывающих процессов.
- Дисковая. Применяют для формирования пазов и выемок. Многозадачный инструмент производит большинство операций, зависящих от количества и месторасположения режущих кромок.
- Угловая. Используют для фрезеровки края поверхности. В составе две режущие кромки, находящиеся одна к другой под разными углами.
- Фасонная. Используется для криволинейных фрезерных работ и формирования разноуровневых образцов. Фасонные лезвия фрезы для станка отличаются высочайшими характеристиками, и используются уже при финишной обработке, где срез выходит предельно аккуратным.

Профильный рабочий инструмент, который обрабатывается можно подразделить на типы:
- для фрезерования изделий по дереву;
- для фрезерования изделий из абразивных металлов;
- для изготовления пластиковых элементов и полимерных элементов.
Прежде чем приступить к работе с фрезами, следует уяснить, что все фрезы для пластика и древесины не применяют для отделки изделий из металла, поскольку у фрезеров по металлическим изделиям совсем иная технология резки и производятся они из другого сырья. Древесина же обрабатывается гораздо проще металла.
Подбор фрезы
Как же подбирают фрезу? Нужно учитывать такие свойства как износоустойчивость, прочность, сбалансированность. Только имея в виду данные параметры, можно сделать выбор и подобрать ряд качественных инструментов для станков.
Самый важный упор при подборе фрезы следует сделать на функциональные способности приборов и их общетехнические критерии. Руководствоваться необходимо такими характеристиками, как:
- тип фрезерного приспособления, который служит для выполнения значимых функций;
- параметры рабочего места преимущества и обратная сторона различных моделей;
- функциональные возможности;
- дополнение к конструкции Т-образного паза, где он служит наиболее приемлемому креплению заготовки;
- напряжение, достаточное для работы станков с ЧПУ;
- виды: настольные, миниатюрные или профессиональные;
- гарантии качества от производителя.
Элементы режима резания и срезаемого слоя
Главное
движение
DГпри
фрезеровании – вращательное движение
фрезы, движение
подачи
DS
– поступательное или вращательное
перемещение заготовки, закрепленной
на столе станка.
Скорость
резания v
– (м/мин) – окружная скорость наиболее
удаленной от оси вращения точки режущей
кромки фрезы:
 , (3.1)
, (3.1)
где
D
– диаметр фрезы, мм;
n
– частота вращения фрезы, об/мин.
ПодачаS
– отношение расстояния, пройденного
рассматриваемой точкой режущей кромки
или заготовки вдоль траектории этой
точки в движении подачи, к соответствующему
числу циклов или определённых долей
цикла другого движения во время резания.
Различают
следующие подачи при фрезеровании:
-
подача
на один зуб фрезы – SZ(мм/зуб); -
подача
на один оборот фрезы — S
(мм/оборот); -
минутная
подача — SM.
(мм/мин).
Между
ними существует соотношение:
 , (3.2)
, (3.2)
где
z
– число зубьев фрезы.
Глубина
резанияt
– расстояние между обрабатываемой и
обработанной поверхностями, измеренная
перпендикулярно последней (рис. 3.1).
Ширина
фрезерованияВ
– ширина обрабатываемой поверхности
в направлении, параллельном оси фрезы.
У цилиндрических фрез ширина фрезерования
совпадает с шириной обрабатываемой
заготовки, у дисковых фрез – с шириной
паза, у торцевых и концевых фрез – с
глубиной срезаемого слоя.
Фасонные фрезы
1. Основные понятия
Фасонные фрезы — это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно легко обрабатывая сложные поверхности с высокой степенью точности и чистоты. В ряде случаев, фасонная фреза является единственным инструментом, которым можно обработать сложный профиль изделия.
Наибольшее распространение получили фасонные фрезы при обработке винтовых и цилиндрических поверхностей (прямых фасонных канавок), при изготовлении прямых и винтовых стружечных канавок всевозможных инструментов. Фасонными фрезами обрабатываются также поверхности вращения. Однако, этот случай в практике встречается сравнительно редко.
Кинематическая схема фрезерования фасонной поверхности включает быст рое вращение инструмента вокруг своей оси и сравнительно медленное движение подачи заготовки.
При обработке прямых канавок используется прямолинейно-поступательное движение подачи, направление которого совпадает с направлением прямолинейных образующих обработанной фасонной цилиндрической поверхности Д.
Ось фрезы относительно поверхности детали Д может занимать различные положения. Наиболее часто ось фрезы располагается в плоскости, перпендикулярной образующим фасонной цилиндрической поверхности детали Д.
Положение оси фрезы влияет на конструкцию фрезы, длину активного участка режущей кромки и условия работы ее. В частном случае, ось фрезы может быть осью симметрии профиля поверхности детали. Такие фрезы называют пальцевыми фрезами.
При обработке фасонных поверхностей вращения используется вращательное движение подачи, ось которого совпадает с осью обработанной поверхности вращения детали Д.
В отличие от обточки детали одним или несколькими резцами, при фрезеровании весь профиль детали обрабатывается одновременно, что обеспечивает увеличение активной длины режущих кромок и соответствующее повышение производительности. Чтобы компенсировать радиальные усилия резания, воздействующие на деталь, весьма значительные по величине, применяют двухшпиндельные станки. В результате создаются две зоны резания и обработка детали заканчивается при ее повороте вокруг своей оси на 185°—190°.
Обработка поверхностей вращения рассматриваемым методом, вместо точения, не получила широкого распространения, так как требует дорогостоящего инструмента и сложных специальных станков.
Фрезерование фасонных винтовых поверхностей производится при винтовом движении подачи, ось и параметр которого совпадают с осью и параметром обработанной поверхности детали. Ось фрезы может занимать различные положения. В зависимости от выбранного положения оси, могут быть использованы при фрезеровании винтовых поверхностей дисковые, торцовые и пальцевые фасонные фрезы.
Фасонные фрезы для обработки винтовых поверхностей широко используются при фрезеровании винтовых стружечных канавок всевозможных режущих инструментов, нарезании резьбы и т. п.
В соответствии с принятым способом переточек фасонные фрезы могут быть с затылованными и с остроконечными зубьями. Затылованные фрезы перетачиваются по передней поверхности, а фрезы с остроконечными зубьями— по задней фасонной поверхности.
13. Пример графического определения прифиля фрезы для обработки винтовой канавки
Наборы фрез Оглавление Назначение и основные типы сверл
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
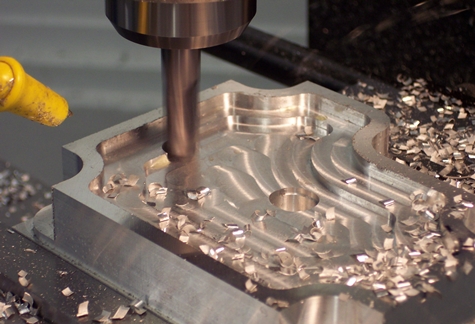
Торцовые фрезы
Этот вид применяется чаще всего для обработки плоскостей
на вертикально-фрезерных устройствах. В отличие от цилиндрического типа, где фреза является профилирующей и образует поверхности детали, у торцевого вида рабочими остаются вершины острых кромок зубьев.
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной
. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
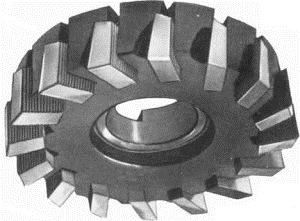
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности
и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки
. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
 Угловое оборудование применяют при фрезеровании наклонных плоскостей и угловых пазов. Одноугловые виды обладают режущими кромками, расположенными на торце и конической поверхности. Двухугловые виды имеют режущие кромки, которые располагаются на двух конических поверхностях
Угловое оборудование применяют при фрезеровании наклонных плоскостей и угловых пазов. Одноугловые виды обладают режущими кромками, расположенными на торце и конической поверхности. Двухугловые виды имеют режущие кромки, которые располагаются на двух конических поверхностях
.
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент
. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Угловые фрезы
Угловая необходима для создания углового паза и края наклонной и ли скошенной плоскости. На 1-угловых фрезах режущие пластинки расположены вертикально, вдоль конического корпуса и на его торце. 2-угловые отличаются расположением 2 режущих кромок на взаимодействующих смежных корпусах. Чаще всего эти фрезы применяются в производстве фрезерного инструмента.
Угловая малого размера относится к группе концевых, она оснащена хвостовиком. Толщина её среза неравномерная – минимальное значение у оси вращения, максимальное по диаметру создаваемой окружности, у режущей вершины зуба. Перепады угла резки отражаются на неравномерном нагреве инструмента, что быстро выводит его из строя. Прореживание зубьев через один несколько уменьшит нагрев. Для продления срока службы целесообразно скруглить вершину зубьев.
Цилиндрические фрезы
На горизонтально-фрезерном оборудовании используются цилиндрические резцы с прямыми и винтовыми зубьями. Соответственно, тот же вид будет у твердосплавных пластин режущей кромки. Прямозубые фрезы используются в обработке узких поверхностей. Винтозубые имеют плавный ход, что даёт более точные параметры обработки.
При необходимости обработки детали с углом наклона инструмента создающего максимальное давление на ось, чтобы не повредить деталь используют сдвоенные фрезы со встречно направленными зубьями. Это позволяет равномерно распределить нагрузку на ось. В процессе резки сдвоенной фрезой режущая кромка одного элемента перекрывается кромкой встречного. Благодаря этому на готовой детали нет никакого намёка, что обрабатывалась она не целиковым, а составным инструментом.
Торцевые насадные фрезы
В соответствии с ГОСТ фрезы торцевые насадные изготавливаются двух видов – с мелким и крупным зубом. Диаметр 40-50 мм предполагает крепление её на продольной шпонке. Инструменты 63-100 мм в диаметре крепятся на торцевой шпонке. Торцевые насадные могут быть праворежущими и леворежущими. При необходимости крупнозубые фрезы могут иметь неравномерное распределение по окружности режущих элементов. При изготовлении, выбор направления зубьев, отвечающих за сторону, в которую будет осуществляться резка, выбирается в соответствии с производственной необходимостью, особенностью в обработке конкретного вида деталей и конструктивной особенностью фрезерных станков.

В круглых и пятигранных торцевых насадных фрезах могут использоваться режущие пластины с механическим креплением. Мелкозубые оснащаются вставными ножами с наконечниками из твердосплавных пластин. Применяются торцевые для обработки плоских заготовок на вертикально-фрезерных станках. Профилирующими их кромками являются только вершинки зубьев, торцевые режущие кромки выполняют вспомогательную работу, главная режущая функция ложится на боковые элементы.
Виды по обработке
Инструмент обладает однозаходными, двухзаходными, трёхзаходными режущими кромками. Так, двухзаходная фреза в назначении носит в себе два режущих ножа. Преимущественно, за один виток она режет дважды, а однозаходная лишь единожды.
- Однозаходные, с обрезкой стружки вверх. Лидируют в фрезеровании пластмассы и вязких веществ.
- Двухзаходные, с удалением стружки вверх. Подбирают при обработке древесины, легкой и неплавкой продукции.
- Трех и четырехзаходные, с обрезкой стружки вверх. Используются при выполнении объемных работ, обладают высокой скоростью.
- С обрезкой стружки вниз. Выбирают при использовании с тонким предметом или когда ряд листов обрезается одновременно. Преимуществом выбора является дополнительное надавливание поверху.
- С ровными лезвиями. Применяются для резьбы фанеры и иных многослойных изделий.
- «Кукуруза», рашпильные, бор-фрезы применимы в деятельности со стеклотекстолитом, материалами, обладающими высокой твердостью.
- Компрессионные. Используют при производстве с деревом, склонному к возникновению ворса или сколов.
- Фасонные. Инструмент с ножами для гибкого композитаи V-образные, галтельные, калёвочные. Задача — обработка фасонной поверхности.
- Для рельефов и для обработки 3Д. Характерной чертой выступает сферический наконечник, с его помощью формируются рельефные поверхности.
- Граверы. Как говорит само название, применяются для гравировальной деятельности.
https://youtube.com/watch?v=OuCDUW_BnHE
Наборы из фрез
Подобные наборы представляют собой группу режущего рабочего инструмента, собранного и укрепленного на единой оправке, выбранного в соответствии:
- с профилем;
- в зависимости от размеров фрезеруемой детали.
Чтобы повысить производительность труда, следует избавиться от большого числа установок, переходов и отдельных операций. Фрезерные диски, собранные в набор, обеспечивают качественную обработку, точность по сравнению с фрезерованием отдельным режущим инструментом. Чтобы определиться с диаметром дисков, сначала останавливаются на наименьшем, а диаметральные размеры других определяют в зависимости от взаимодействия и расположения фрезеруемых плоскостей.
Не рекомендуется использовать в наборе инструменты с диаметрами, слишком сильно отличающимися по размеру, это затрудняет выбор:
- для всех режущих элементов целесообразного режима работы и подачи;
- параметров диаметральных посадочных мест для всех фрезеровочных деталей в наборе.
Чтобы достичь плавной работы, зубья фрезеровочных дисков устанавливают по специальной схеме один относительно другого. С этой целью шпоночные пазы во фрезах делают со смещением к зубу на разные расстояния и углы. Из-за такого расположения каждая фреза начинает свою работу точно в заданный промежуток времени, а конструкция из нескольких фрезеровочных элементов представляет собой единую фрезу с винтовым зубом.
 Если делают переточку фрез из набора, то фрезеруют вторую канавку, которая ставится единообразно для всех режущих элементов по отношению к зубьям. Наборы составляются из элементов с затылованными или острозаточенными зубьями. В процессе заточки фрез разного вида их диаметральные размеры меняются в соответствии с различными законами, что впоследствии ведет к искажению профиля детали.
Если делают переточку фрез из набора, то фрезеруют вторую канавку, которая ставится единообразно для всех режущих элементов по отношению к зубьям. Наборы составляются из элементов с затылованными или острозаточенными зубьями. В процессе заточки фрез разного вида их диаметральные размеры меняются в соответствии с различными законами, что впоследствии ведет к искажению профиля детали.
Наборы однотипных режущих инструментов применяются для фрезерования сплошных и прерывистых профилей заготовки. Сплошные поверхности обрабатывают так, чтобы соседние зубья рядом расположенных фрез твердосплавных по металлу перекрывали друг друга. Это нужно для того, чтобы:
- при обработке не образовывались риски и заусенцы;
- меньше был показатель шероховатости;
- сохранялись осевые параметры наборного профиля, которые изменяются в результате переточки.
Наборы из фрезеровочных дисков используются при работе на станках горизонтального типа
Подбирая набор твердосплавных режущих элементов для фрезерования, определяя область его применения, следует принимать во внимание, что усилия, возникающие в процессе обработки, не должны быть выше значений допустимой нагрузки, исходя из показателей:
- мощности агрегата;
- жесткости, прочности и оправки заготовки;
- предела прочности закрепления заготовки в станке.
Учитывая значения прочности, следует иметь в виду, что наборы режущих элементов с большими диаметрами плохо ведут себя при обработке заготовок из деформируемых материалов и не жёстких конструктивных деталей. Чтобы обеспечить фрезерованной детали точные размеры при большой глубине проникновения резца, нужно делать обработку в несколько подходов: сначала черновым набором фрез, затем приступать к фрезеровке чистовыми элементами.
Инструментальное производство использует фрезы в наборе при формировании стружечных канавок, разверток, метчиков и других инструментов с режущими гранями для обработки металлических заготовок.
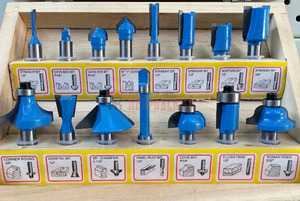
Наборы фрез по дереву
Покупать фрезы поштучно дорогое удовольствие, проще взять целым набором. Он конечно дороже одной фрезы, но если те же фрезы купить отдельно то брать целым набором гораздо дешевле. О таких наборах мы и поговорим сегодня.
Какие наборы фрез по дереву существуют и сколько стоят – видео
Компания «Диолд» предлагает множество наборов твердосплавных фрез. Мы расскажем о пяти.
- Включает шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, которые оснащены нижним опорным подшипником. Хвостовик — 8 мм.
- В этот набор входит 12 фрез:
- две кромочные с радиусами 6,35 и 9,5 мм и с опорным подшипником; одна фигурная с двумя радиусами 4 мм и с опорным подшипником;
- три концевые диаметром 6, 12 и 16 мм; одна торцевая диаметром 12,7 мм; одна угловая (90 градусов) с наружным диаметром 12,7 мм;
- одна пазовая с радиусом 6,35 мм;
- одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником;
- одна торцевая угловая (45 градусов) с опорным подшипником;
- одна пазовая (под «ласточкин хвост») с диаметром торца 12,7 мм и углом 14 градусов. Этот набор фрез будет полезен для начинающего столяра, так как им можно выполнять многие работы по изготовлению несложных предметов мебели.
- Третий набор состоит из 16 предметов и похож на усиленный второй. Добавлены концевые фрезы диаметром 3 и 12,7 мм; пазовая с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм.
- Комплект ориентирован на профессионалов — это 12 фрез усиленной конструкции со всеми функциями второго набора.
- Наконец, пятый набор похож на четвертый, но состоит из 20 фрез усиленной конструкции с большим разнообразием параметров и добавлением торцевой пазовой фрезы шириной 9,5 мм и диаметром 32 мм. Он тоже ориентирован на «профи». Кроме указанных, у «Диолд» есть еще 10 наборов, которые комплектуются фрезами в различных комбинациях.
Подробности работы с филенчатыми фрезами.
Особенности применения

Вы уже знакомы с тем, что по металлу не должна оказаться уникальной. Однако нужно знать еще и то, что существуют разные типы изделий, которые предназначены для определенных типов работ
Важно ознакомиться с рекомендациями по использованию самых востребованных фрез в соответствии со спецификой манипуляций. Для декоративной и черновой обработки оснований в зависимости от типа инструмента нужно выбирать более внушительный диаметр стержня
Зубцы должны обладать большими размерами и меньшей частотой расположения. Что касается концевой фрезы, то она должна обладать меньшим количеством перьев. Изделия начальной обработки должны использоваться для грубой отделки, с помощью них можно будет создать очертания геометрической формы. При этом мастер будет избавляться от толстого слоя поверхности.
Классификация фрез
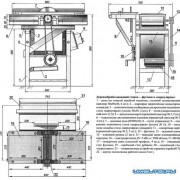
В заводских цехах можно встретить фрезерные станки самого разного назначения. Они отличаются своей конструкцией, направлением подачи инструмента, оригинальными деталями, которые подразделяются на несколько видов:
- Прямолинейные.
- Вращательные.
- Винтовые.
https://youtube.com/watch?v=w_YyLNXzenE
В принципе, оснастка состоит из нескольких резцов, которые изготовлены из очень твёрдого металла. Её большое разнообразие позволяет подобрать нужную форму и материал, чтобы провести фрезерование наиболее труднодоступных мест детали.
При классификации учитываются определённые технические характеристики:
- Расположение резцов.
- Конструкция зубьев и их направление.
- Вид фрезы — цельная, сборная.
- Крепление резцов.
- Материал режущей части.