Сварочные аппараты правда жизни и выбора
Содержание:
- Конструктивные особенности и критерии выбора
- Основные технические характеристики инверторов
- Сварочный инвертор и его преимущества
- Принцип функционирования инверторного аппарата
- Область применения и назначение
- Характеристики электрической дуги
- Как выбрать сварочный аппарат для дома
- Практические рекомендации
- Виды и методы электродуговой сварки
- Выпрямитель настоящий компромисс
- Виды устройств
- Какие электроды нужны для сварки
- Особенности сварочного поста
Конструктивные особенности и критерии выбора
Основными узлами являются два преобразователя напряжения, в качестве узла управления используется электронный микропроцессор. Дополнительно присутствуют фильтры для сглаживания электрических составляющих. Конструкция каждой отдельной модели может несколько отличаться, что позволяет получить иные характеристики устройства.
Смотрим видео, критерии выбора аппарата:
При выборе такого оборудования, как сварочный аппарат для аргонодуговой сварки и прочих аналогов, учитываются следующие параметры:
Электрические параметры (рабочий ток, диапазон допустимых значений отклонений от напряжения сети);
Мощность аппарата;
Диапазон диаметров электрода;
Толщина материала для работ;
Удобство эксплуатации, при этом обращается внимание на габариты устройства, его вес и наличие элементов для транспортировки (ремни, ручки).
Особенно важно учесть тип материала, если планируется сварка нержавейки инвертором, то рекомендуется приобрести аппарат для работы в среде защитных газов (аргонодуговой)
Виды сварочных работ
От вида используемого материала будет зависеть выбор электрода и типа метода сварочных работ. Так, сварка нержавейки инвертором должна вестись с применением специальных электродов, например, ОЗЛ-8. Данный вариант подойдет для работы со сталью маркировок 08Х18Н10Т, 08Х18Н10, 12Х18Н9. Соблюдение данного требования позволит исключить риск образования межкристаллической коррозии.
Смотрим видео, инверторный тип работы с нержавейкой:
Сварка нержавейки электрическим инвертором для работы в среде защитных газов (аргона) подходит более всего, так как позволяет исключить окисление обрабатываемого участка, что в свою очередь определяет степень надежности и качество шва. Еще одно условие работы: сварка нержавейки электрическим инвертором производится при постоянном токе, для чего дополнительно следует изменить полярность аппарата (на электроде плюс, на рабочем металле — минус).
Если планируется сборка трубопровода из профильной трубы, то в данном случае ограничения и жесткие требования на использование определенного оборудования отсутствуют, так как этот материал отличается тонкими стенками, что не требует больших рабочих токов. Соединение профильной трубы аппаратом инвертором все же предпочтительнее, но это лишь рекомендация, а не требование для работы, что обусловлено возможностью использования импульсного режима для создания точечных прихваток. Дополнительно следует учесть полярность инвертора, чтобы не прожечь тонкий металл.
Особенности владения аппаратом во время работы
Если пользователь обладает достаточным опытом и знаниями, то можно смело браться за сварку. В ином случае придется купить электрическую инверторную сварку, так как шовное соединение требует повышенной внимательности и определенного уровня умения
Так, важно поддерживать достаточное расстояние между электродом и обрабатываемой поверхностью, соответствующее диаметру самого электрода
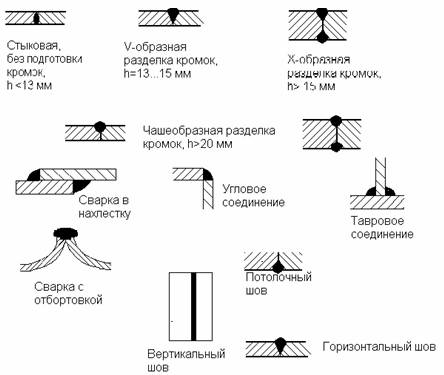 Виды сварочных соединений
Виды сварочных соединений
При этом следует придерживаться определенного угла наклона рабочего инструмента, который не должен быть слишком маленьким, что ухудшит сваривание металла, но и не должен превышать 70 градусов, так как в противном случае при перпендикулярной постановке сварочная ванна может оказаться ниже уровня поверхности материала. Для улучшения качества шва по мере сварки можно выполнять кругообразные или загзагообразные движения электродом.
Таким образом, несмотря на то, что данный метод соединения конструктивных элементов считается наиболее прочным, очень многие факторы могут повлиять на качество шва и в результате надежность соединения будет значительно ниже, чем у стандартного набора крепежа с контргайкой для упрочнения. Чтобы избежать подобных ошибок следует правильно подбирать инверторный агрегат, в соответствии с видом свариваемого материала, с которым будет вестись работа, и его толщиной.
При этом необходимо учесть электрические параметры устройства, значений этих величин должно быть достаточно для выполнения сварки в определенных условиях, к которым относится температура окружающей среды, параметры материала и электросети (имеется ввиду % отклонения от значения 220 В выходного напряжения).
Основные технические характеристики инверторов
Показатель мощности выступает одной из основных технических характеристик, присущих любой модели инвертора. За счет показателя потребляемой мощности определяются значения величины показателя и диапазона его изменений, в пределах которых происходит изменение значений тока. Максимальным значением тока для сварки является показатель, превышающий 300 А. Если инвертор с показателем малой мощности, то регулировка технических характеристик происходит в диапазоне 10-130 А.
Максимальный ток при сварке может не только влиять на скорость сварки, но и позволяет использовать сварочные электроды с разным размером диаметра. Это автоматический процесс, поскольку регулирование скорости сварки не связано с ее указанием на датчиках прибора.

Схема утройства передней панели инверторного аппарата.
За счет повышенного сварочного тока возможен быстрый переход металлического состава электрода на свариваемую кромку. Производительность сварки не зависит от ее скорости. Это связано с тем, что сварочный процесс больше ориентирован на настройки и подгонку необходимых для сварки деталей. На это может уйти очень много времени, как и на то, чтобы удалить шлак, накопившийся на сварочных швах.
Присущие агрегату для сварки технические характеристики, которые способны защитить его от воздействий извне, сводятся к свойствам:
- Противоударности.
- Влагозащищенности.
- Пылезащищенности.
Для каждой модели инвертора предусмотрен уровень температурного рабочего диапазона, определяемого в процессе производства агрегата. Если помещение является холодным, то после хранения в нем инверторов может не произойти их включения.
Сварочный инвертор и его преимущества
Этот тип сварочных устройств является сравнительно новым изобретением, которое прочно заняло свою нишу и практически полностью вытеснило с рынка своего трансформаторного предшественника. Причин для этого достаточно много, поскольку такой аппарат обладает массой преимуществ.
- Малый вес. Масса инверторного сварочного аппарата может быть меньше 4кг. Судите сами, какие удобства дает это преимущество – повесив сварочный аппарат на плечо, работать можно в любом, даже самом неудобном месте. Их даже не оснащают длинными кабелями.
- Идеальные характеристики. Это современное электронное устройство разработано с учетом всех нюансов выполнения сварочных работ – в них используется даже особая частота электрического тока. Он одинаково хорошо справляется с основными размерами электродов (до 4мм), для чего оборудован специальной рукояткой для плавной регулировки силы тока.
- Низкое потребление электроэнергии – если сравнивать этот показатель с трансформаторной сваркой, то он ниже практически в два раза. КПД инверторной сварки составляет 90% – достигается это за счет отсутствия потерь в процессе преобразования электрического тока. Попросту говоря, энергия не тратится впустую на нагревание электрической обмотки.

Какой выбрать инверторный сварочный аппарат
В общем, этих трех достоинств вполне достаточно, чтобы решить вопрос, как выбрать сварочный аппарат, в пользу инверторного устройства, которое можно назвать лучшим вариантом для домашнего и даже производственного использования.
На что нужно обратить внимание, решая вопрос, как выбрать сварочный аппарат инвертор? Всего на две вещи. Это максимальную силу тока – для бытового применения вполне достаточно 160А (выше – это уже промышленные агрегаты)
И адаптацию устройства к нашим электрическим сетям. Дело в том, что в большинстве устройств высокочастотный преобразователь способен работать только в определенном диапазоне напряжения сети. Если ток в вашей проводке колеблется в пределах 180-200В, то преобразователь просто не запустится. Если вы живете в глубинке, куда доходит не совсем нормальное напряжение, на этот нюанс обязательно нужно обратить внимание, задаваясь вопросом, какой выбрать инверторный сварочный аппарат?

Как выбрать сварочный аппарат инвертор
В заключение хотелось бы рассказать о так называемых сварочных полуавтоматах, одной из разновидностью которых является последнее новшество – плазменная сварка. Удобны подобные устройства тем, что, во-первых, они не требуют постоянной смены электродов (в них устанавливается бухта проволоки, которая по мере расходования подается автоматически), а, во-вторых, лучшее качество сварного шва – использование плазмы или газа позволяет избавиться от шлака, который создает в предшествующих видах сварки немало проблем. Шов с использованием полуавтоматических сварочных аппаратов получается чистый и непрерывный – даже неопытный сварщик может смело варить трубы и не переживать о возможных протечках.
Вот так и обстоят дела с современным сварочным оборудованием, предназначенным для бытового использования. Как видите, выбор есть и можно сказать даже немалый. На сегодняшний день в магазине или на рынке представлен не один десяток различных моделей инверторов, полуавтоматов и обычных трансформаторов.
Автор статьи Александр Куликов
Принцип функционирования инверторного аппарата
Инвертор для аргонодуговой сварки функционирует по одному и тому же принципу, как и вариант другого вида, например, электродуговой. Аппарат преобразует электрические параметры сети несколько раз. Выделяют основные этапы:
- Аппарат для аргонодуговой сварки выпрямляет переменное напряжение сети (220 В).
- Происходит обратное преобразование постоянного напряжения в переменный эквивалент, но уже высокой частоты.
- Понижается значение высокочастотного напряжения.
- На последнем этапе сварочник для аргонодуговой сварки выпрямляет предварительно пониженное напряжение высокой частоты.
Это основной принцип работы подобных агрегатов и уже затем на первый план выходят конструктивные особенности, посредством которых происходит сварка в среде газа аргона или при участии автоматизированного механизма подачи присадочного материала.
Область применения и назначение
Сварка инверторная очень часто оказывается наилучшим решением, если условия работы и параметры исходного материала требуют особого подхода к исполнению сварных швов. Благодаря механизму агрегата инверторная разнотипная сварка получила ряд основных направлений целевого использования:
- Благодаря более компактным габаритам и сравнительно небольшому весу сварочных аппаратов такой метод стал более востребован как в бытовых, так и в производственных условиях, при этом пользователь получает высокий КПД;
- Инверторная разнотипная сварка позволяет реализовать несколько новых возможностей, например, функцию «антизалипание», «форсирование дуги»;
- Автоматизация процесса выполнения сварных соединений;
- Инверторная разнотипная сварка дает возможность соединять такие материалы, как нержавеющая и высоколегированная сталь, алюминий, медь, титан и различные сплавы, причем допускается сварка разнородного металла.
В результате работа электрическим инвертором теперь может выполняться на объектах разного целевого назначения, включая и бытовые условия эксплуатации такого оборудования.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
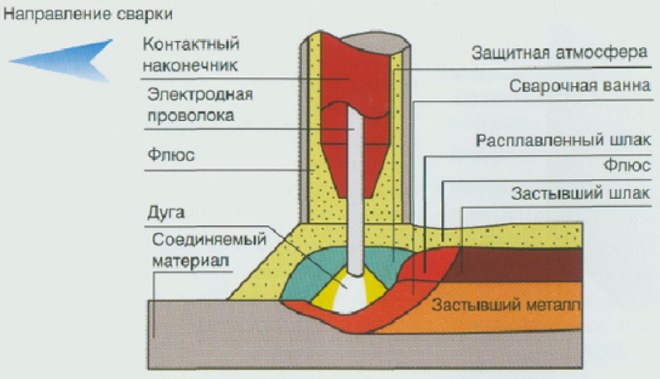
Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).
Как выбрать сварочный аппарат для дома
Универсальность, компактность, легкий вес, простота в использовании, недорогая цена – вот какой сварочный аппарат хочется иметь дома в качестве собственного агрегата. Большинство покупателей сварочных аппаратов в дом останавливают свой выбор на инверторных моделях.
Это факт вовсе не означает, что трансформаторы или выпрямители перестали покупать. И тому есть причины. Давайте разбираться, какой сварочный аппарат лучше для вас «здесь и сейчас». Виды сварочного оборудования чрезвычайно разнообразные, поэтому делаем выбор с учетом всех персональных потребностей.
 Выбираем домой трансформатор:
Выбираем домой трансформатор:
Самое главное, на что нужно обращать внимание при выборе сварочного трансформатора для домашней работы, это рабочее напряжение понижающего трансформатора
Они в состоянии работать от сети с двумя характеристиками: или трехфазной, или однофазной со значениями 380/220В
Есть модели универсального пользования, которые могут подключаться к любому виду сети: на 220В, на трехфазную сеть, на фазное напряжение между двумя фазами.
Следующий по важности параметр – это мощность трансформатора. В этом отношении оптимальными являются аппараты, работающие от сети с напряжением в 380В, они значительно мощнее и почти не вызывают перекосов напряжения в сети
Но далеко не у всех потребителей домашних сварочных аппаратов имеется возможность подключения к трехфазной сети. Следует помнить, что мощность трансформатора не может быть выше предельно допустимой мощности в вашей домашней сети.
Третий критерий выбора трансформатора – параметры рабочих токов и диаметр требуемых электродов. Если вы собираетесь варить углеродистую сталь, вам вполне будет достаточно диапазона от 80А до 160А, выбирайте электроды от 1 до 6 мм. Конечный выбор электрода зависит от толщины краев металлических заготовок.
Ну и габариты агрегата. Они, как мы знаем, у трансформаторов весьма внушительные. Но эта внушительность должна вас волновать только в случае, если вы собираетесь перемещаться для проведения сварочных работ. Вы уверены, что будете это делать дома?
Если нужен выпрямитель:
- Для сварочных выпрямителей нужен импульсный выпрямленный ток, тогда они дают возможность варить при устойчивой дуги и без разбрызгивания металла. Помимо этого, при правильном использовании они экономят расходование дорогих электродов. Выпрямленный ток способствует формированию ровного и тонкого сварочного шва.
- Требования и пожелания по сетевому току и напряжению практически такие же, как и с трансформаторами. Они могут работать при обоих вариантах переменного тока, их включают хоть по однофазной мостовой схеме, хоть по трехфазной. Трехфазная схема при использовании выпрямителя предпочтительнее: при ней дуга устойчивее и мощность выше. Поэтому следует ориентироваться на подключение к трехфазной сети в 380В.
- Проверяем и оцениваем принцип регулировки режимов сварки, диаметр требуемых электродов, верхний и нижний уровни сварочных токов.
Практические рекомендации
Сварочные аппараты, вне зависимости от типа конструкции, являют собой достаточно травмоопасную технику. Поэтому если за работу берется новичок, то ему лучше знать азы безопасной работы:
- Сварка производится только в специальной одежде со средствами защиты, а именно: сварочная маска, одежда с длинными рукавами и штанинами, перчатки, обувь закрытого типа. Главное, чтоб одежда была не из синтетики, так как если на нее попадет капля расплавленного металла, то она расплавиться и может приклеиться к поверхности кожи.
- Во время рабочего процесса проволоку следует держать так, чтоб разбрызгивание металла происходило в обратную сторону от того места, где стоит оператор.
- Ни в коем случае нельзя допускать контакта с токонесущими кабелями, к тому же в рабочем состоянии нельзя трогать электродержатель или горелку, а также рабочую поверхность.
- Так как для большинства сварочных аппаратов требуется электропитание, то, соответственно, контакт с водой им запрещен. Перед тем как транспортировать агрегат в рабочее помещение, следует убедиться в том, что влажность в нем имеет оптимальный уровень, а не завышенный.
- Сварку производят только в хорошо проветриваемых и вентилируемых помещениях, иначе дым и газ, выделяемые в процессе, могут очень навредить здоровью человека.
- Во время работы нужно следить, чтоб не прикоснуться к деталям сварочного аппарата, которые могут находиться под напряжением. Во избежание этого, как только заканчивается сварка, агрегат сразу же обесточивается. То же самое касается, если оператору по какой-либо причине необходимо отлучиться.
- В помещении, где планируется производить сварку, не должны быть легковоспламеняющиеся или взрывоопасные вещества. Поверхность рабочих деталей должна быть очищена и обезжирена.
- Если работа происходит в домашних условиях, то обязательным условием является отсутствие домочадцев (особенно детей) и животных на рабочей площадке. Кстати, такая техника образует электромагнитные волны, поэтому, если у кого-то поблизости (не говоря уж о самом операторе) будет кардиостимулятор, это может иметь неблагоприятное воздействие.
- Сварочные аппараты не предназначены для размораживающих работ.
Перед тем как начинать работать такой техникой, следует помнить, что это все же электроинструмент, значит, он имеет напряжение. Поэтому до того как включить его в электросеть, следует внимательно осмотреть его внешний вид на наличие деформаций или других аналогичных повреждений. К тому же сами провода должны быть целыми, без нарушения изоляции. Такая проверка требуется перед каждым разом, как только планируется осуществлять сварку. Если эксплуатация имеет эпизодический характер, то следует обеспечить должные условия хранения техники: сухое и хорошо проветриваемое помещение, чтоб не было рядом агрессивных сред.
В случае каких-либо поломок самостоятельным ремонтом лучше не заниматься. Особенно это касается тех моделей, которые выпускались одними из последних, так как в своих «внутренностях» они имеют много наворотов. Такую технику лучше сразу нести в сервис, только там высококвалифицированные мастера смогут оказать помощь.
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Дуговая сварка трубы плавящимся электродом
Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Инверторный сварочный аппарат для электродуговой сварки
Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая , которые формируют защитный слой сварочной ванны. Присадочным материалом при электродуговой сварке по данной технологии служит сам электрод.
Выпрямитель настоящий компромисс
 Выпрямитель для сварки.
Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.
Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта. Теперь преимущества выпрямителя по пунктам:
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Виды устройств
 Благодаря этим устройствам, участие сварщика сводится к контролю качества сварного соединения, при этом такие процессы, как: подача электродов, поддержание горения сварочной дуги, начало и завершение рабочего процесса, выполняются сварочным оборудованием.
Благодаря этим устройствам, участие сварщика сводится к контролю качества сварного соединения, при этом такие процессы, как: подача электродов, поддержание горения сварочной дуги, начало и завершение рабочего процесса, выполняются сварочным оборудованием.
Фактически человек превратился в такого оператора, от которого требуется только установить автомат и соединяемые детали в необходимом положении, а затем управлять сварочным процессом при помощи пульта управления. Сварочные автоматы кардинально изменили взгляд на то, как может проходить рабочий процесс и помогли добиться существенного снижения трудозатрат работников.
Сварочным автоматом принято называть устройство, осуществляющее контроль над качественным выполнением соединения и позволяющее за счёт этого существенно снижать трудовые затраты.
Современные автоматы для сварки подразделяются на три основных типа:
- подвесной стационарный автомат;
- передвижной автомат;
- сварочный трактор.
Подвесной стационарный
 Особенностью подвесного стационарного автомата является то, что он устанавливается на заранее выбранном месте и на протяжении всего процесса находится в неподвижном состоянии. Чаще всего сварочное оборудование подобного типа применяют для сварки труб.
Особенностью подвесного стационарного автомата является то, что он устанавливается на заранее выбранном месте и на протяжении всего процесса находится в неподвижном состоянии. Чаще всего сварочное оборудование подобного типа применяют для сварки труб.
Во время проведения этих работ дополнительно задействуются специальные механические устройства, которые обеспечивают бесперебойное вращение, при этом голова подвесного стационарного аппарата в течение всего процесса остается неподвижной. Роль оператора здесь сводится к контролю работы оборудования, осуществляемого при помощи специального пульта.
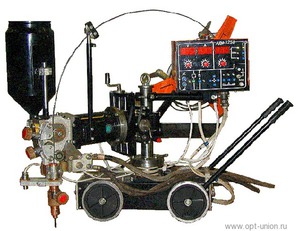
Передвижной самоходный
Передвижной автомат комплектуется самоходной тележкой, которая позволяет его транспортировать в любое необходимое место. Оборудование подобного типа наиболее активно используется при проведении работ по созданию прямых швов значительной длины.
Сварочный трактор
Отличается от двух выше рассмотренных типов тем, что способен самостоятельно перемещаться не только по намеченному для него пути, но и по поверхности конструкции, которую требуется сварить. Процедура его установки занимает очень мало времени, поэтому используется такое оборудование главным образом в ситуациях, когда необходимо выполнить достаточно большой объем работ по соединению деталей.
Какие электроды нужны для сварки
Если не вдаваться в подробности, начинающему вполне достаточно знать, что существует два вида электродов: для обычных работ и для ответственных конструкций.
Для первого случая годны все электроды (чаще всего на рынке попадаются марки МР-3 или АНО), для второго — лучше УОНИ. Правда, они более капризны, требуют сильного «чирканья» для разжигания дуги, несколько большего сварочного тока, но качество сварки и прочность шва у них выше. Электроды будут лучше гореть, если перед использованием их прокалить в духовке. Для обычных дачных работ МР-3 или АНО хватит за глаза. Для работы также важен диаметр электрода и сварочный ток. В быту обычно пользуются электродами 2-4 мм. Правило такое: чем толще деталь, тем толще электрод и тем выше должен быть сварочный ток. При работе инвертором сварочный ток можно занизить: для «двойки» — 40-60 А, для «тройки» — 80-90 А, для «четверки» — 120-150 А. При тех значениях, которые указаны на коробке с электродами, уже реально резать металл. Конкретные показатели тока зависят от вкуса сварщика, вида шва, толщины деталей и подбираются экспериментально, в зависимости от личного опыта и предпочтений.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.