Диски для болгарки по бетону особенности и виды
Содержание:
- Преимущества разных видов дисков
- Разновидности
- Знакомство с алмазными отрезными дисками
- Круги шлифовальные и отрезные
- Конструкция отрезных алмазных дисков
- Как правильно поменять диск на болгарке
- Рекомендации по выбору
- Сравнение по изготовителям и ценам
- Что представляет собой алмазный диск по бетону
- Фото алмазных дисков по бетону
- Маркировка кругов
- Методы раскручивания, если диск заклинило
- Назначение дисков и насадок
- Проблемы, возникающие в процессе работы и способы решения
- Классификация дисков
Преимущества разных видов дисков
Положительные моменты абразивных дисков:
- доступная стоимость;
- широкий ассортимент;
- не тупятся в процессе эксплуатации;
- самопроизвольное охлаждение за счет наличия пористой структуры;
- диск по алюминию состоит из специальных наполнителей (не загрязняется, повышается износостойкость и качество реза).

Слабые места:
- быстрый износ;
- обильное выделение характерного запаха в процессе работы;
- при резке образуется сноп искр.
Положительные моменты алмазных дисков:
- отсутствие запаха гари;
- незначительный выброс искр в процессе работы;
- длительный срок эксплуатации;
- точность реза.
 Преимущества алмазных дисков
Преимущества алмазных дисков
Слабые места:
- быстрый нагрев;
- дороговизна.
Положительные моменты твердосплавных дисков по металлу:
- высокая скорость работы;
- металл не нагревается;
- точность реза;
- солидный ресурс диска (порядка 5000 резов);
- нет вредных выбросов.
 Преимущества твердосплавных дисков по металлу
Преимущества твердосплавных дисков по металлу
Слабые места:
- дороговизна;
- боится ржавчины;
- потеря металла (по причине толстой линии реза).
Разновидности
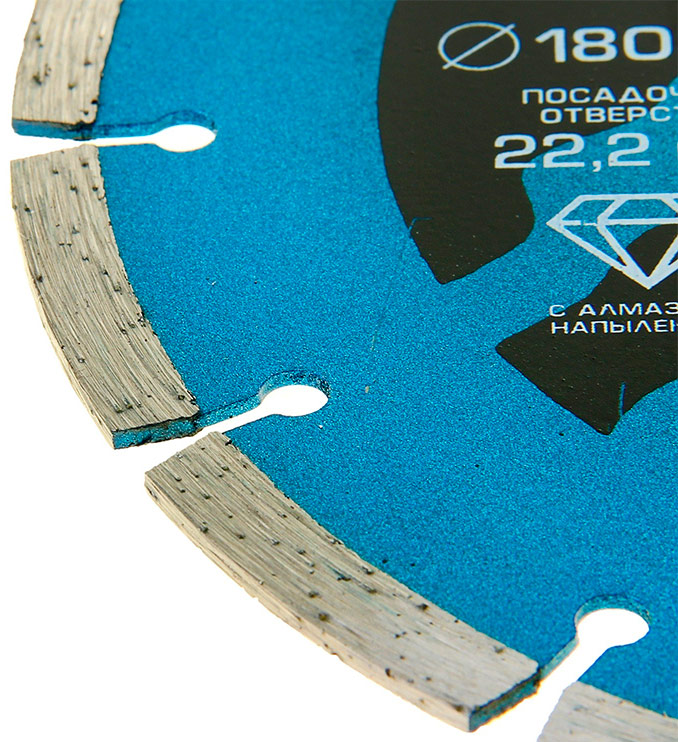
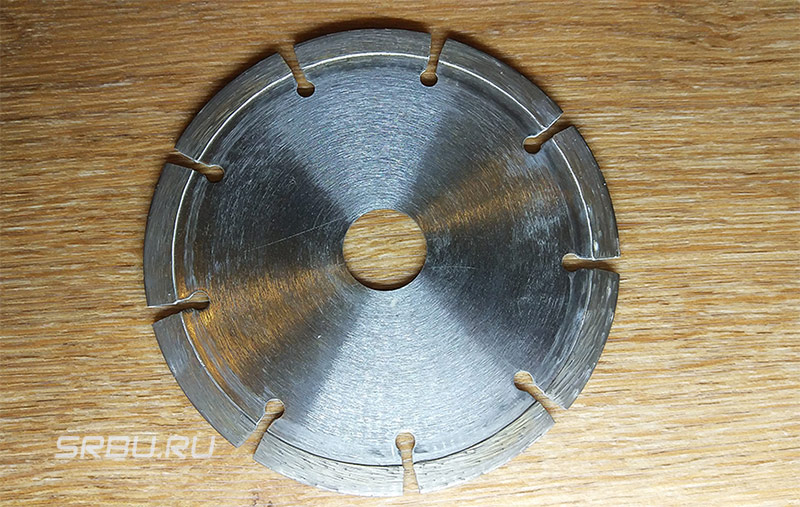
Алмазные диски бывают для сухой и для мокрой резки. Диски сухой резки отличаются наличием особых сегментов, чего нет в шлифовальных дисках. Теперь о типах подробнее.
Диск сухой резки по бетону называется еще отрезным.На круге расположены специальные каналы, между которыми находятся сектора. Это связанно с необходимостью уменьшения напряжения на режущей плоскости.


Диски для шлифования бетона. Так же их называют бесконечными. Его визуальное отличие от своих аналогов – отсутствие разрезов на краях диска, а сами отверстия (технологические выемки в форме окружности) обычно располагаются по всему радиусу. Они так же необходимы для лучшего распределения напряжения.

Но главное отличие – при использовании отрезных дисков такого типа необходима постоянная подача воды. Многим не до конца понятно устройство таких дисков, потому лучше посмотреть на фото.

Знакомство с алмазными отрезными дисками
Круги с алмазными режущими кромками для безводной резки впервые были созданы в конструкторских бюро японской компании Sankyo Diamond Tools, структурном подразделении корпорации Hitachi.
Множество технологий использовалось впервые, поэтому круги были недостаточно надежными и быстро выходили из строя. Например, алмазы и режущая часть крепились к стальному основанию при помощи высокотемпературной пайки. В процессе работы, при возникновении большой силы трения, металл нагревался, припой расплавлялся и рабочая часть попросту отваливалась. При водяном охлаждении такие круги работали более-менее сносно, но при сухом трении ресурс их был небольшой.
Дело в том, что алмаз не режет материал, а истирает его в пыль, большие силы трения сопровождаются быстрым нагревом — тепло не успевает отводиться по телу круга, кроме того, несмотря на наличие специальных прорезей, круг деформируется при нагревании. Изменения формы незначительны и не угрожают разрушением, но на прочность соединения оказывают отрицательное влияние.

Инженеры Sankyo Diamond предложили и другие решения — спекание рабочей части и основания под большим давлением. Такое соединение более прочное и выдерживает значительно большие температуры. Таким образом, удалось создать стойкие к нагреву и деформации сегментированные и сплошные диски. Технология используется до сих пор.
Второе решение — сварка лазером на молекулярном уровне. По такой технологии производятся только круги сегментированного вида. По прочности и надежности диски обоих видов практически одинаковы, хотя многие профессионалы считают, что изготовленные методом лазерной сварки лучше.
Круги шлифовальные и отрезные
Сложилось устойчивое мнение, что абразивные диски толще трех миллиметров относятся к шлифовальным кругам, а те, что тоньше – к отрезным. Но все это достаточно условно и толщина диска может варьироваться в зависимости от обрабатываемого материала.
Шлифовальными дисками, с учетом структуры абразивного материала, можно производить следующие виды работ:
- удалить ржавчину,
- произвести обдирку,
- зачистить, отшлифовать и даже отполировать поверхность.
Соответственно шифкруги для болгарки делятся на те, которые предназначены для грубой обработки и на те, что предназначены для чистовой обработки.
У отрезных дисков только одна функция – резка различных материалов.
Конструкция отрезных алмазных дисков
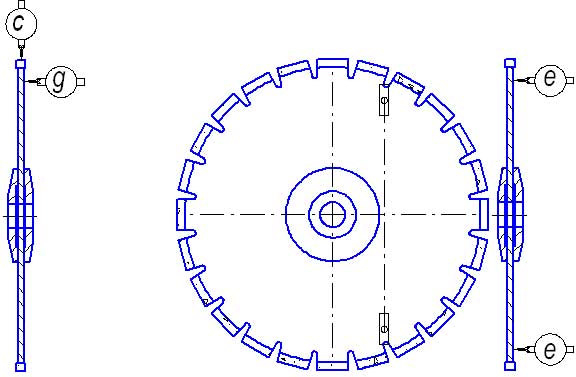
Конструктивно алмазный диск представляет собой стальной круг с режущей частью и прорезями по всей площади, которые способствуют отводу тепла и снижают деформационные напряжения. Алмазы вкраплены по всему ободу диска. Они вставляются в обод из сплавов никеля, цинка, кобальта и олова. При линейной скорости движения до 80 м/с и громадных силах трения, крепление должно быть исключительно прочным, что достигается использованием специальных технологий.
Для обеспечения удержания режущей части при больших нагрузках они могут закрепляться при помощи лазерной сварки, спекания, гальваническим способом или пайкой. Пайка используется только в дисках для резки машинами с водяным охлаждением.
В зависимости от способа закрепления алмаза, определяется назначение диска. Закрепленные гальваническим способом алмазы предназначены для работы с мягкими видами природного камня, обработанные лазерной сваркой и спеканием, особенно сегментные — для всех видов твердых материалов сухим и «мокрым» способом.
Отверстия и прорези расположены строго симметрично, также уравновешена масса алмазов по диаметрально противоположным направлениям. Это исключает вибрации и «биения» диска и обеспечивает равномерность резки. Но использовать круги для сухой резки можно только для выполнения прямолинейного реза — при криволинейной траектории диск может не только потерять алмазы, но и разрушиться. Этот вид инструментов очень чувствительный к боковым нагрузкам.

Как правильно поменять диск на болгарке
Поскольку круги для болгарки являются расходным материалом, то рано или поздно их приходится менять. Крепятся они на шпинделе УШМ при помощи прижимного фланца (гайки) с резьбой М14. Чтобы его открутить, в комплектации к болгарке должен идти специальный рожковый ключ, имеющий штыри с одной стороны.

Итак, чтобы заменить инструмент на болгарке, выполните следующие действия.
- Обесточьте аппарат, выдернув вилку из розетки.
- Зафиксируйте шпиндель УШМ с помощью кнопки, расположенной на передней части корпуса. При нажатии кнопки стопор входит в отверстие диска, установленного в редукторе, чем и фиксирует шпиндель в неподвижном положении.
- Вставьте штыри ключа в отверстия на прижимном фланце.
- Удерживая фиксатор одной рукой, другой рукой проверните ключ влево (против часовой стрелки), пока гайка не сорвется с места. Далее ее можно открутить без ключа и снять с вала.
В данном случае шпиндель УШМ вращается по часовой стрелке. Но в какую сторону откручивать гайку, если у вашего аппарата вращение вала происходит против часовой стрелки? Запомните: прижимной фланец всегда следует откручивать в прямо противоположном вращению вала направлении. - Теперь можно сменить инструмент, предварительно сняв старый.
Если вы заметили, что внутри кожуха скопилась грязь, то следует снять нижний фланец и с помощью стальной щетки удалить загрязнения со всех поверхностей. - Далее, следует установить нижний фланец на место. Поставить его нужно правильно, обязательно совместив проточки на шпинделе и фланце.
- Положите сверху нижнего фланца прокладку. Ставить ее не обязательно, но желательно, поскольку она обеспечит легкое откручивание прижимной гайки в дальнейшем, если потребуется поменять инструмент.
- Установите новый инструмент. Иногда владельцы УШМ задаются вопросом: какой стороной ставить круг? Ответ прост: диск ставится стороной с нанесенной маркировкой наружу.
- Положите на абразивный круг прокладку. Если к вашей болгарке в комплекте не шли прокладки, то их можно приобрести в специализированном магазине, либо самостоятельно вырезать из тонкой жести или картона.
- От руки накрутите фланец на вал. Закручивать гайку следует до тех пор, пока вы не сможете больше проворачивать ее без ключа. После этого, зажав стопор, затяните данную гайку уже с помощью ключа, но не более, чем на четверть оборота, иначе диск начнет деформироваться.
После проведения вышеописанных действий замена инструмента считается завешенной.
Рекомендации по выбору
Для железобетона придётся использовать высокопроизводительный инструмент. Для обработки массивных строительных конструкций обычно пользуются тяжёлыми болгарками, позволяющими работать с дисками диаметром 230 мм. Обычно же для строительных работ вполне достаточна болгарки, позволяющей использовать оснастку диаметром до 125 мм. Это наиболее широко распространённый стандарт профессионального инструмента и УШМ для широкого применения.

При необходимости сделать неглубокие пропилы (если глубина реза не планируется более 3-5 см) вполне применимы широко распространённые корундовые диски для резки металла. Для работы на большую глубину придётся запастись особыми дисками, предназначенными специально для работ по армированному бетону. При выборе инструментальной насадки для углошлифовальной машины важным является также такой момент, как размер шпинделя болгарки. Наиболее распространены узлы диаметром 22 и 23 миллиметра. Разница, на первый взгляд, невелика, но может привести к неточному креплению инструмента, перекосу при работе и заклиниванию.

Есть хороший способ крепить диски и насадки разных диаметров на шпиндель болгарки: использовать «переходные кольца». Имея болгарку со шпинделем на 22 мм, с помощью переходного кольца можно пользоваться дисками посадочным стандартом 23 мм.Компактные углошлифмашинки обычно имеют не только маленькие шпиндели, но и защитные кожухи уменьшенных габаритов. Перед покупкой насадки для нее убедитесь, что наружный диаметр диска или чашки позволяет использовать его с вашим защитным кожухом.

Профессиональный инструмент предназначен для работы со шлифовальными и отрезными дисками с наружным диаметром 125 мм. Компактные полупрофессиональные машинки могут иметь ограничение диаметра применяемой оснастки 115 мм. Сверхкомпактные (особенно аккумуляторные) болгарки могут иметь защитный кожух, не позволяющий пользоваться шлифовальными и отрезными насадками размером более 95 мм. Учитывайте это при покупке.

Работа с углошлифовальной машиной относится к опасным видам деятельности
Следует проявлять особое внимание к соответствию маркировки инструмента и допустимой нагрузке на него. Для насадок к болгарке важным параметром является предельно допустимая частота вращения инструмента
Для абразивных дисков и насадок она обязательно включена в маркировку инструмента и её можно уточнить у продавца перед покупкой оснастки для вашей УШМ. Никогда не приобретайте насадки с допустимой частотой их вращения меньше, чем параметр «обороты холостого хода» вашей болгарки!

Сравнение по изготовителям и ценам
В результате проведённого тестирования отрезных кругов наиболее распространённых марок был определён коэффициент эффективности дисков. Измерялся износ инструмента после серии резов, а также проверялась стойкость на разрыв, для чего круги разгонялись до скорости, почти вдвое превышающей заявленную.
- На первое место рейтинга по эффективности попали диски производства АО «Лужский абразивный завод», выпускающиеся под брэндом Hitachi Power Tools в партнёрстве с Японией. Коэффициент эффективности данной продукции составил 5,75. По соотношению цены и качества они оказались на втором месте. Для примера, средняя цена Hitachi размера 125*1,2*22,23 составляет 35 рублей, кругов 180*2,5*22,23 — 68 рублей.
- На втором месте по эффективности оказались круги того же Лужского завода, выпускающиеся под наименованием Luga Abrasiv Extra . Благодаря действительно бюджетной стоимости, по соотношению цена-качество они вышли на первое место. Цена аналогичных по размерам кругов составляет в среднем всего 28 и 56 рублей соответственно.
- Диски марки KronenflexA 60 Extra фирмы Klingspor показали неплохое качественно-ценовое соотношение, но их износ составил 13 мм и позволил занять только третье место. Средняя цена изделий данной марки составляет примерно 65 и120 рублей для указанных размеров.
- Продукция китайской фирмы Интерскол показала износ 16 мм. Вместе с тем эксперты отметили отсутствие важных данных на маркировке. Положительным моментом явился ровный рез и цена. Диск размером 125*1,2*22,23 обойдётся покупателю в 42-45 рублей, а размером 180*2,5*22,23 — 90-96 рублей.
- Китайский «ЗУБР Эксперт» показал коэффициент эффективности 1,81 и сточился на 17 мм. Замечено отсутствие на маркировке наименования производителя и соответствие ГОСТу, а также превышение заявленной толщины изделия. По цене данные круги находятся в том же диапазоне, что и продукция Луги.
- Изделия немецкой фирмы «Rhodius ALPHA line» не явились фаворитами ни по качеству, ни по цене. Их износ равнялся 19 мм, и хотя рез получился качественным и без прижогов, общий коэффициент составил 1,64. Цена у «немца» за круг 125*1,0*22,23 составляет около 60 рублей.
Хочется добавить, что на рынке представлена продукция многих фирм, не вошедшая в данное тестирование. Традиционно качественные и недорогие круги выпускаются Косулинским абразивным заводом, Красногорским абразивным заводом, Ивановской АО «ИСМА». Хорошие отзывы и среднюю ценовую категорию имеют диски брэнда NORTON. Выбор всегда остаётся за потребителем, а раскрученность и высокая цена вовсе не являются показателями качества.
Что представляет собой алмазный диск по бетону
Изготавливаются такие круги из прочной закаленной стали, устойчивой к температурным воздействиям. На внешнюю кромку нанесен слой алмазной крошки, которая собственно и является режущим элементом. Напыление не просто расположено на поверхности металла, оно устроено в виде цельного сегмента, где песок из технических алмазов распределен по всему объему.
Дело в том, что методом резки бетона является его стирание, слой за слоем. Соответственно постепенно стачивается и алмазный диск, только в сотни раз медленнее. При этом на поверхность выходит следующий рабочий слой, увеличивая продолжительность использования недешевого диска.
Фото алмазных дисков по бетону






















Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Как подобрать хороший шлифовальный круг правильно
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях 😉
Маркировка кругов
Чтобы правильно подобрать отрезной диск по металлу, важно верно прочитать его маркировку
- В обязательном порядке указывается изготовитель или брэнд.
- В стандарте должны стоять три размера: наружный диаметр (D) х толщина круга (Т) х диаметр посадочного отверстия (H). На практике часто указывается только два размера — наружный и посадочный диаметры.
- Материал, по которому предназначен работать диск, обозначается надписью («metal» — для резки металла, «concrete» — для резки камня и бетона) и дополнительно цветом (металл, как правило — синий, зелёный — бетон). Обычно конкретизируют вид металла надписью или изображением:
- Steel — для сталей,
- Inox — для нержавейки,
- Castiron — для литья и чугуна,
- Aluminium — для алюминия и цветных металлов.
- Тип круга: 41 — плоский, 42 — с утопленным центром.
- По материалу связки диски делятся на вулканитовые и бакелитовые, причём бакелитовые круги могут быть без упрочняющих элементов и армированными двумя слоями стеклосетки. Для резки металла применяются только армированные диски, обозначаются они буквами БУ (бакелит усиленный) или латинскими BF .
Важно! Алмазные диски для резки металла не применяются
- По материалу абразивных зёрен отрезные круги изготавливаются из электрокорундовых (А) или карбид-кремниевых (С) материалов с зернистостью от 5 до 125 (F 220 — F 16). Для резки металла применяются диски из электрокорунда.
- Твёрдость обозначается латинскими буквами и пишется после размера зерна. Для отрезных кругов используются буквы от “M” до “T”, чем дальше от начала алфавита буква, тем он тверже. Тот же физический смысл, что и твёрдость, имеет звуковой индекс.
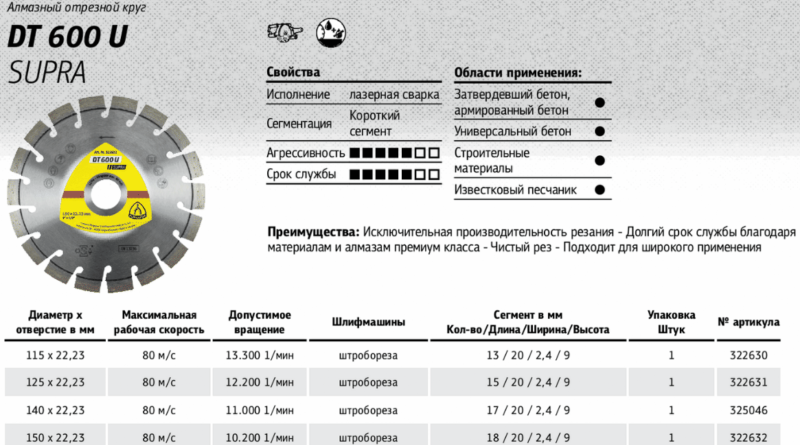
- Предельная рабочая скорость — это скорость, при которой возможно использование отрезного круга. Согласна стандарта, для изделий на вулканитовой связке она равна 50, 63, 80 м/сек; армированных на бакелитовой связке — 80, 100 м/сек.
- Срок годности для отрезных дисков на бакелитовой связке — шесть месяцев, а на вулканитовой — 12 месяцев с момента изготовления, поэтому не стоит закупать их впрок. На этикетке указывается именно срок (год и месяц), до которого круг годен. Опасность использования инструмента с истекшим сроком годности в том, что он может просто разлететься на куски во время работы.
Предлагаем Вашему вниманию познавательную статью с описанием классификации токарных резцов.
Пример расшифровки обозначения
- 41 180×2,5×22,23 14A63H38 БУ 80 м/с 2 кл ГОСТ 21963-82
- 41 — отрезной плоский;
- 180х2,5х22,23 — внешний диаметр 180 мм, толщина 2,5 мм, внутренний диаметр 22,23 мм;
- 14А — нормальный электрокорунд (применяется для изготовления дисков по металлу);
- 63 H — зернистость 63 (средняя);
- 38 — звуковой индекс, соответствующий средней твёрдости;
- БУ — бакелитовый армированный (усиленный);
- 80 м/с — предельная рабочая скорость 80 метров в секунду;
- 2 кл — второго класса неуравновешенности;
- ГОСТ 21963-82 — стандарт, согласно которому изготовлен диск.
Методы раскручивания, если диск заклинило
Что делать, если прижимной фланец заклинило? Эта неприятность, когда закусило гайку, часто происходит, если во время работы с толстыми и прочными материалами инструмент заклинило в заготовке. При этом абразивный круг часто ломается, а продолжающий вращаться шпиндель туго затягивает прижимной фланец. Чтобы раскрутить болгарку, если зажало диск, существует несколько способов.
С помощью газового ключа
Данный способ считается не совсем безопасным, поскольку можно сломать стопор, хотя в большинстве случаев, открутить гайку удаётся. Чтобы не сломать фиксатор шпинделя, не прилагайте к газовому ключу больших усилий. Конструкция фиксатора рассчитана на усилие, прилагаемое стандартным ключом.
Открутить чрезмерно зажатый фланец можно с помощью 2-х газовых ключей. Для этого обломайте торчащие концы абразивного круга плоскогубцами, чтобы можно было добраться первым газовым ключом к нижнему фланцу. Далее, зажмите оба фланца ключами и поворачивайте их в противоположных направлениях (с учетом того, какая резьба на шпинделе — правая или левая).

Разборка редуктора
В случае, когда фиксатор сломан, чтобы снять инструмент с угловой шлифмашины, придется разбирать редуктор. Отломайте с помощью плоскогубцев края оставшегося абразивного круга, чтобы можно было подобраться к болтам, удерживающим крышку редуктора. После этого открутите крепеж и откройте редуктор. Крышка извлечется вместе с валом-шестерней. Далее, этот вал следует зажать в тиски, предварительно проложив между стальными губками алюминиевые прокладки, и с помощью газового ключа открутить фланец (не забудьте определить направление откручивания).
Нагрев гайки
Гайку можно нагреть при помощи газовой горелки, строительного фена или паяльной лампы. Нагретый фланец обычно получается открутить стандартным ключом для болгарки.
Стачивание заклинившего круга
Если после применение первых 3-х способов гайка не откручивается, то оставшийся абразивный круг между фланцами можно сточить. Чтобы сделать это, выполните следующее.
- По максимуму уберите плоскогубцами остатки круга по краям гайки.
- Зажмите в тиски кусок листового железа такой толщины, как и сам диск, включите болгарку и сточите остатки круга о торец листового железа.
Но применение неподвижного абразивного круга требует большой аккуратности, ведь при стачивании остатков инструмента можно повредить геометрию фланца. Если это случится, придется торцевать гайку.
Использование проникающей смазки
Обильно полейте место соединения фланца с валом жидкостью WD-40. Она имеет свойство проникать в межрезьбовые пространства и мелкие щели. После нанесения жидкости подождите около 5 мин и попробуйте открутить крепеж стандартным ключом.
С применением перфоратора
Некоторые владельцы болгарок в ситуации, когда заклинило прижимную гайку, устанавливают в перфоратор насадку “зубило” или “отбойный молоток”, вставляют ее в отверстие фланца под углом и включают режим отбойного молотка без вращения. Соответственно, кнопка стопора должна быть нажата. Достаточно всего пары несильных нажатий перфоратором (чтобы не сломать фиксатор вала), и гайка начнет проворачиваться.
Разрезать прижимной фланец ножовкой
Данный способ можно назвать радикальным, поскольку придется покупать новый крепеж, и применяется он, если гайка не откручивается никакими другими методами. Чтобы распилить фланец, зажмите кнопку стопора, чтобы вал не вращался, и, применяя ножовку по металлу, разрежьте крепежную гайку.
Назначение дисков и насадок
Круги для болгарки различаются по назначению на:
- отрезные;
- обдирочные
- шлифовальные;
- заточные.
Отрезные диски
Самой частой задачей, выполняемой с помощью болгарки, является резка различных материалов. От того, какой материал необходимо будет разрезать, зависит и выбор материала инструмента.
- Резка металла. Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий.
- Резка камня и бетона. Для резки камня следует выбрать диск из другого абразивного материала – карбида кремния. Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.
-
Резка керамической плитки, красного кирпича, керамогранита и бетона. Для этих целей уже используют алмазный диск.
Изготавливается данная насадка из металла, на режущую кромку наносится абразивная масса с алмазной крошкой. На рисунке выше представлен сегментированный пильный круг, предназначенный для сухой резки материала. Цельнометаллические диски при работе требуют водяного охлаждения. - Резка дерева. Хотя в продаже и имеются пильные круги по дереву, которые ничем не отличаются от дисков для циркульной пилы, лучше отказаться от их использования в целях безопасности. При работе таким инструментом пользователь часто получает тяжелые травмы из-за заклинивания, отскакивания, случайного соскальзывания инструмента и т.д.
Поэтому, если вы все же собираетесь использовать пильный диск по дереву, то следует придерживаться мер безопасности. На болгарке должен быть установлен защитный кожух и рукоятка, пользователь обязан одеть защитную маску или очки. Кроме того, нельзя резать данным инструментом материалы, не предназначенные для него.

Обдирочные
Если требуется снять слой краски или другого нанесения, а также ржавчину с какой-либо поверхности, применяются корщетки. Они бывают дисковые или в виде чаши со встроенной металлической проволокой.

Проволока в данных насадках может быть витой либо распущенной. Толщина ее также может быть разной. Чем толще проволока, тем для более грубой обдирки применяется обдирочный диск или чашеобразная насадка, и наоборот.
Шлифовальные
Для шлифовки и полировки различных поверхностей (металла, дерева, пластика и других) применяются шлифовальные диски и насадки. Часто для шлифовки применяется шлифовальный круг лепесткового типа. Состоит он из множества “лепестков”, сделанных из наждачной бумаги. Зернистость наждачной бумаги можно выбирать, исходя из требуемого вида обработки (чистовой или черновой).,

Также наждачка может крепиться к насадке с помощью липучки. Такой инструмент навинчивается на шпиндель УШМ.

Для полировки поверхностей выпускаются специальные круги и насадки, выглядящие как подушки из войлока либо как диски из ткани.


Заточные
Чтобы заточить инструмент, обычно применяются точильные станки (точила). Но если у вас нет последнего, но есть болгарка, то для нее можно приобрести заточной (шлифовальный) круг, которым можно легко заточить практически любой режущий инструмент.

Проблемы, возникающие в процессе работы и способы решения
1. Как уже упоминалось, алмазные диски предназначены исключительно для прямолинейных резов. Скорость реза и силу подачи необходимо регулировать таким образом, чтобы рабочая зона не перегревалась. При температуре обода выше 700 С искусственные алмазы графитизируются и утрачивают значительный процент прочности. Увеличить ресурс диска можно простым способом — периодически извлекать его из реза, не выключая мотора УШМ. Набегающий поток воздуха охлаждает диск и снимает термические напряжения между центральной частью и рабочей зоной.
Еще один способ увеличить срок службы диска — не выполнять за один проход слишком глубокого реза. Лучше последовательно пройти по одной траектории несколько раз. Это незначительно увеличит время работы, но ресурс инструмента станет вдвое больше.

2. Одной из главных проблем, которые встречаются в работе, является быстрое изнашивание рабочей зоны. В первую очередь это связано с неправильным выбором инструмента, слишком большой скоростью подачи (прижима) или с состоянием привода УШМ. Если в нем возникают биения, то срок жизни диска резко сокращается, в некоторых случаях, при особенно больших амплитудах колебаний, он может разрушиться, что очень опасно.
Если изнашивается боковая сторона диска ниже режущей кромки, значит, нарушена вертикальность подачи или возник дефект привода, создающий боковое биение.
3. При быстром затуплении сегментов необходимо заменить диск — он не подходит для данного материала. Если же диск выбран правильно, но все равно наблюдается такая картина — необходимо чаще охлаждать диск. Он перегревается вследствие слишком сильной нагрузки. Такие же причины приводят и к изменению цвета основания диска — появляется синеватый отлив на стальном круге.
4. Если на диске появились трещины — немедленно замените его. Растрескивается диск при несоответствии материалу или слишком интенсивной работе. Часто эти дефекты появляются после заклинивания в резу, или перекосе при работе. Чтобы избежать неприятностей, осматривайте диск перед работой и периодически во время работы, останавливая инструмент.
5. Не допускается работа с алмазным диском, если УШМ или иной инструмент неисправен — возникают боковые и радиальные биения, неравномерное вращения, не контролированное увеличение или снижение скорости вращения. В этом случае инструмент необходимо сдать в ремонт или купить новый.
Чтобы увеличить ресурс алмазного диска, необходимо выполнить ряд простых правил:
- использовать круги большого диаметра, таким образом, снижается нагрузка на кристаллы;
- УШМ или иной инструмент необходимо выбирать как можно мощнее, это обеспечивает стабильность оборотов;
- правильно выбирать диск в соответствии с материалом;
- не превышать допустимых оборотов.
При работе с алмазными дисками обязательно используются перчатки, очки и респираторы.
Классификация дисков
Чтобы резать бетон или железобетон, применяется различное оборудование (болгарка, бензорез, штроборез, стационарные станки), к которому крепят диски разных марок. Они отличаются качественными показателями алмазов, их количеством на единицу площади, составом вяжущего, конфигурацией рабочей кромки. Чтобы выбрать оптимальный вариант, следует для начала ознакомиться с классификацией.
Деление кругов на группы осуществляется по нескольким признакам. В первую очередь их разделяют по форме режущей части и назначению. Первый тип – это алмазные отрезные диски, которые бывают трех видов.
1. Сегментные для сухой резки. Сухим способом бетон режут с помощью ручного инструмента: для этого используются штроборез, угловая шлифмашинка (болгарка).
Алмазный контур на основании сегментного круга расположен в виде отдельных секторов, между которыми имеются сквозные радиальные пазы. Когда выполняется резка, диски нагреваются, а пластины испытывают значительные нагрузки. Назначение прорезей – снятие напряжений в резцах, отвод тепла, удаление отходов, компенсация линейного расширения. Более эффективно перераспределить ударные нагрузки помогает радиусная расточка на конце технологической прорези, это позволяет защитить от перенапряжения.
Сюда относится отдельная подгруппа – алмазный инструмент для резки свежего бетона. Эти круги отличаются особым составом сегмента, позволяющим резать материал сразу после застывания (до 48 часов). Обычно алмазный слой напыляют прямо на тело без использования связующего сплава.

2. Цельные (бесконечные). На них сегменты отсутствуют, для распределения напряжений служат радиальные отверстия. Их используют, если резка выполняется с водяным охлаждением. Мокрая обработка производится на стационарном оборудовании, имеющем конструктивные возможности подачи охлаждающей жидкости
3. Алмазные круги по железобетону. Они имеют сегментарную конструкцию, при этом содержат больше алмазов в зубцах и несколько толще, чем обычные типы. Следует учитывать, что резать железобетон в домашних условиях довольно сложно. Болгарка быстро нагревается, пыль проникает внутрь машины (нужен пылезащищенный двигатель, защита подшипников от пыли). Ручной электроинструмент позволяет резать железобетон за один проход не глубже, чем на 10 см – после этого болгарка отключается для охлаждения мотора и диска.
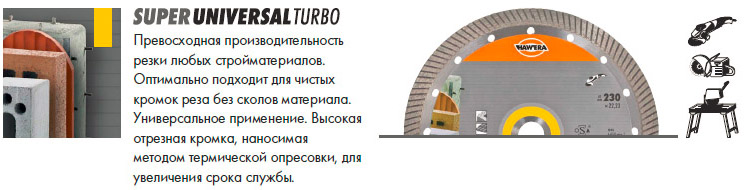
4. Алмазные турбосегментные отрезные. Это цельные круги, охлаждение которых осуществляется за счет волнообразной поверхности. Турбо-диски стоят дороже обычных, но компенсируют расходы на покупку длительным сроком службы и расширенным функционалом. Этим видом можно резать и железобетон, если диаметр арматуры – не более 10 мм.
Второй тип инструмента для бетонных конструкций – шлифовальные алмазные диски. С их помощью бетон шлифуют при необходимости выравнивания пола перед нанесением декоративных покрытий. Для осуществления процесса служит болгарка или специальная шлифмашина. Диски для шлифовки отличаются тем, что алмазный режущий слой нанесен на кольцевую коническую поверхность, выступающую по краю (техническое название – чашка). Алмазный круг для механической обработки пола представляет собой основной диск с закрепленными на нем несколькими шлифовальными чашками, между которыми расположены борозды для отведения пыли.