Ленточное полотно по металлу М42 80х1.6х13000
Содержание:
Перечень наиболее известных пил
Мы даем только краткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.
| Наименование марки | Краткое описание технических характеристик и сферы использования |
|---|---|
 SECURA / BIMETAL M42 SECURA / BIMETAL M42
|
Пила изготовлена из двух марок стали (биметаллическая). Режущая часть – инструментальная сталь HSS M42, твердость 68 HRc. За счет специального угла разводки зубьев пила не клинит в пропиле при резании тяжелого профилированного проката. Ударопрочная марка стали эффективно гасит сильные динамические нагрузки и поглощает вибрацию, такие свойства увеличивают время пользования режущим инструментом. |
 DELTA / BIMETAL M42 DELTA / BIMETAL M42
|
Сталь для подложки имеет не менее 4% хрома, что придает ей высокую твердость при одновременном сохранении гибкости, зубья из легированной стали с увеличенным до 8% содержанием кобальта. За счет разработки уникального переднего угла режущей кромки зуба появляется возможность разрезать толстостенные трубы на станках маятникового и двухколонного типа. |
 RADIAL / BIMETAL M42 RADIAL / BIMETAL M42
|
Твердость металла изготовления зубьев ≈ 68 HRc. Пила считается оптимальным режущим инструментом во время обработки цельных заготовок из легированных и высоколегированных сталей. Может устанавливаться на станках двухколонного типа или вертикальных моделях. Передний угол наклона зуба 16°, заточка трехгранная, специальная разводка минимизирует риски заклинивания из-за несвоевременного удаления опилок. |
 MASTER / BIMETAL M42 MASTER / BIMETAL M42
|
Переменная высота зубьев оказывает положительное влияние на процесс резания твердых марок сталей. Передний рабочий зуб имеет наклон 10°, зубья с трех сторон обработаны эльбором – в разы увеличивается износостойкость поверхности. Загребенная разводка позволяет уменьшать нагрузку на основания зубьев и увеличивает гарантированные часы эксплуатации. |
 DURATEC / BIMETAL M51 DURATEC / BIMETAL M51
|
Для режущей кромки пилы использована сталь HSS M51, увеличенное процентное содержание вольфрама (до 10%) повышает жаропрочность. Сталь отлично противостоит термическому и абразивному износу, не меняет своих первоначальных свойств при длительном воздействии повышенных температур. Ресурс полотна возрастает, разрешается резание заготовок с большим поперечным сечением. |
 AURUM / BIMETAL M51 AURUM / BIMETAL M51
|
Биметаллическая пила, основание изготовлено из стали с содержанием хрома не менее 4%, для режущих зубьев применяется быстрорежущая сталь марки HSS М51/ материал №. 1.3207. Положительный угол заточки 16°, использована патентованная разводка, облегчающая рабочий ход и уменьшающая ширину пропила. Рекомендуется для обработки сплавов на никелевой основе, твердость может достигать 50 HRc. |
 SINUS SET TSS SINUS SET TSS
|
Патентованная заточка типа Sinus Set создает на зубьях различные по вместительности стружкосборники – облегчается усилие рабочего хода, понижается температура нагрева зубьев. Рез повышенного качества, в большинстве случаев не требует финишной доводки. Пила рекомендуется к использованию на всех типах лентопилочного оборудования. Может резать заготовки с большими внутренними напряжениями. |
| CERRUS CONTINUOUS | Полотно не имеет привычных зубьев, распил делается специальным карбид-вольфрамовым напылением. Такие пилы могут резать самые твердые сплавы и марки стали. Кромка напыления непрерывная, наносится по инновационной технологии, за счет чего увеличивается ресурс пилы. Размер зерен выбирается в зависимости от технических требований к качеству среза и свойств заготовок. |
| SUPER | Изготавливается из одной марки стали, прочность зубьев повышается при специальной термической обработке. Зубья токами высокой частоты нагреваются до заданной температуры, выдерживаются и охлаждаются по расчетному графику. В результате закаливания твердость повышается с 43 HRc до 66 HRc. Пила предназначена для резки низколегированных сталей, твердость заготовок не должна превышать 22 HRc. Полотна могут иметь зубья с наклоном 10° (форма K) или без наклона (форма S). |
| SINUS TNF B | Используется для резки сплавов на основании алюминия, устанавливается на высокопроизводительное высокоскоростное оборудование. Наличие положительного переднего угла наклона зуба с увеличенной впадиной для выхода стружки обеспечивает оптимальные режимы резания металла. |
Широкий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах. За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.
Характеристики
Для эффективного использования ленточной пилы потребуется несколько полотен различной ширины и толщины
При выборе инструмента для той или иной работы важно учитывать следующее:
- тонким полотном можно обрабатывать только мягкую древесину, в противном случае оно быстро погнется, линия распила получится неровной;
- чем шире лезвие, тем точнее будет срез;
- толстая пила не подходит для работы с небольшими брусками и тонким листовым материалом, они деформируются из-за нагревания;
- разрезы под углом и фигурную резку можно выполнить только узким полотном.

Помимо геометрических размеров полотна, важно обращать внимание на профиль и высоту зуба. Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб. Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку.

На качество среза влияет и высота зубца. Крупный зуб отлично подходит для черновой работы и резки толстой древесины. Небольшие бруски и тонкий листовой материал качественно распилит лишь лента с мелким зубом.

Еще один важный параметр – шаг зубьев. Различают ритмичный шаг и переменный. Пила с ритмичным шагом подходит для тонких работ, таким инструментом удобно резать рейки небольшой толщины, выпиливать детали из фанеры. Полотно с переменным шагом стоит выбирать для обработки крупных заготовок из мягкой древесины. Благодаря асимметричному расположению зубьев такое полотно не забьется и легко разрежет толстую доску.
Регулировка установленной пилы
 Пила ленточная
Пила ленточная
Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.
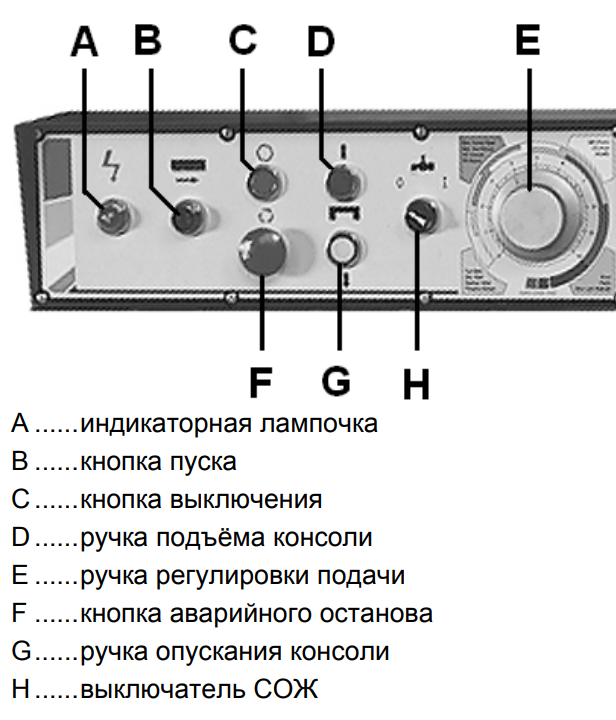 Условные обозначения
Условные обозначения
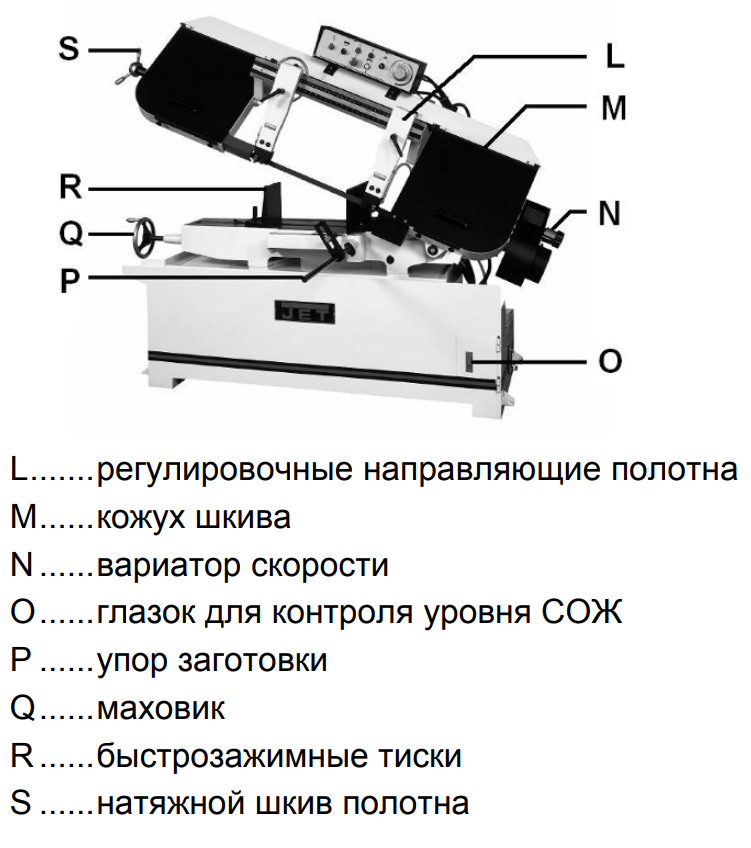 Описание станка
Описание станка
Шаг 1. Откройте смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2. Поворачивайте маховик натяжения и контролируйте положение шкалы.
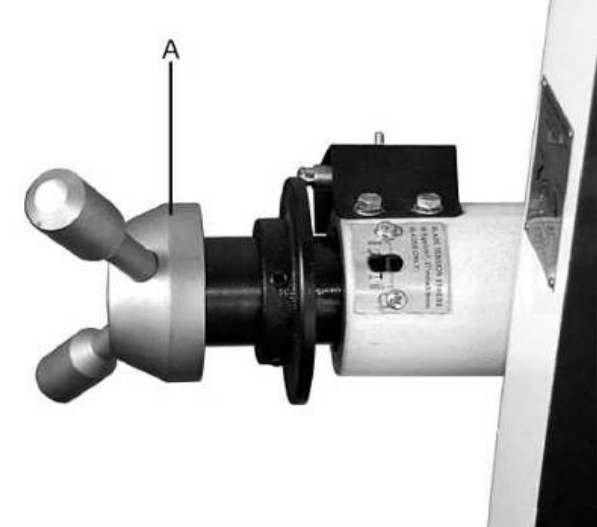 Ручка натяжения полотна (А)
Ручка натяжения полотна (А)
После того как указатель сместится в зеленую зону, натяжение следует прекратить. Величина натяжения примерно 300 Н/мм, при недостаточном натяжении срез косой, а при избыточном полотно может разорваться.
Шаг 3. Включите питание и проверьте правильностьустановки пилы. Станок должен работать тихо без нехарактерных звуков.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направляющиево время замены полотна они могут сбиться. Делается это в несколько шагов.
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньтеих от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05мм. Параметр проверяется специальным металлическим щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
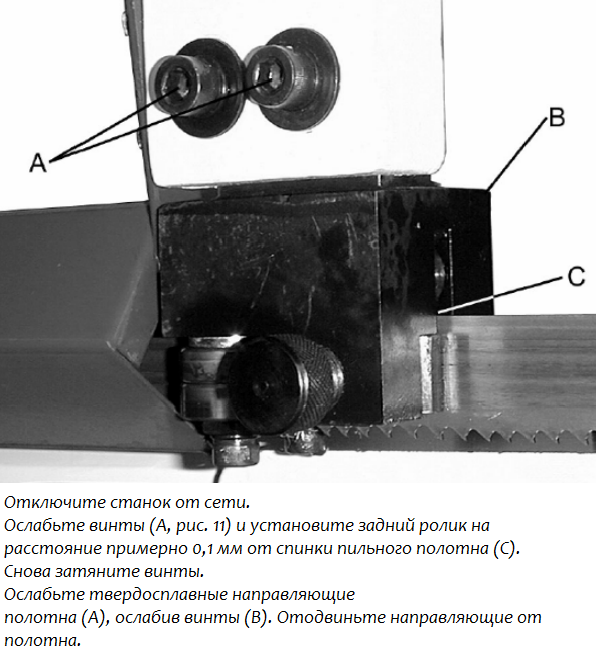 Регулировка роликовых направляющих
Регулировка роликовых направляющих
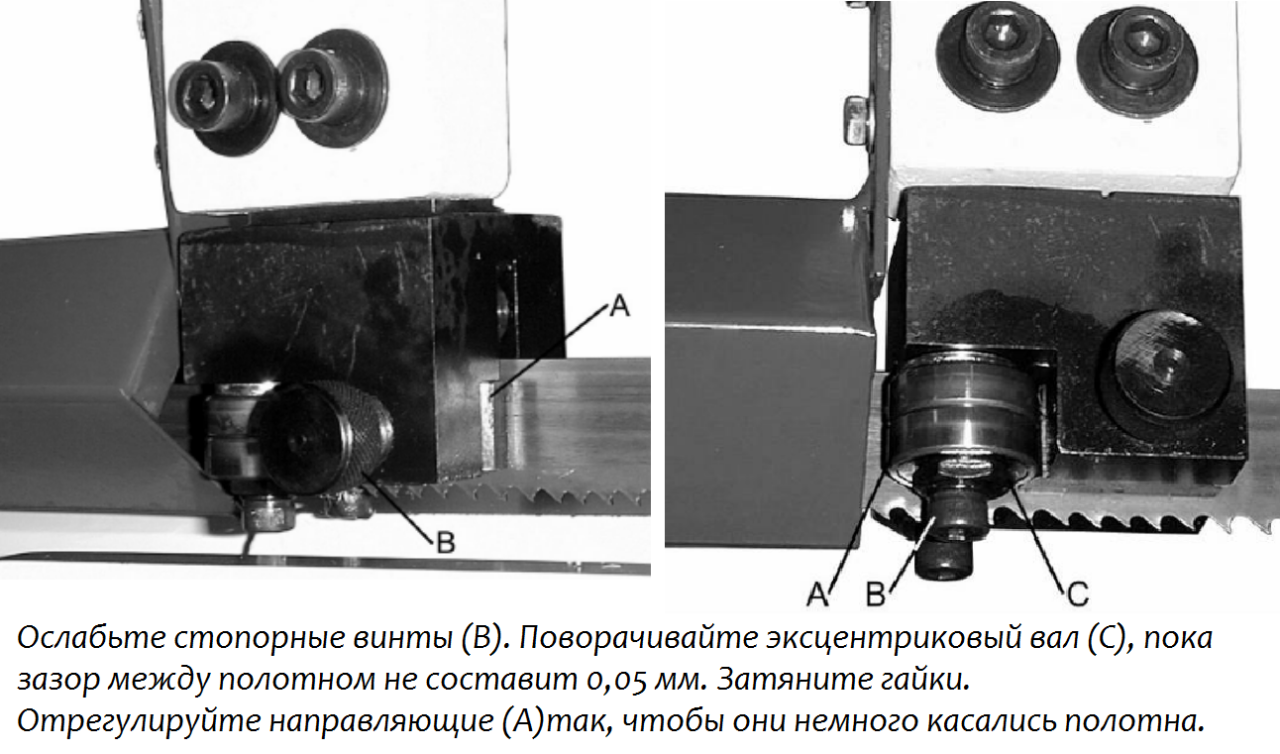 Регулировка роликовых направляющих (продолжение)
Регулировка роликовых направляющих (продолжение)
Если и это не помогло, то надо отрегулировать ход полотна.
Станок надо переключить на минимальнуюскоростьдвиженияполотна. Если полотно не перемещается вблизи буртика шкива, то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
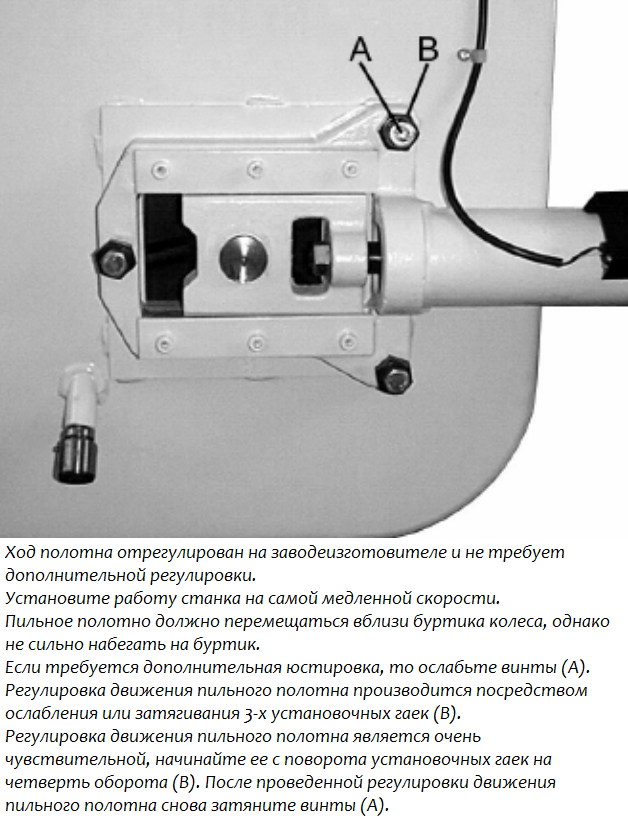 Регулировка хода полотна
Регулировка хода полотна
Видео — Ленточная пила, обзор
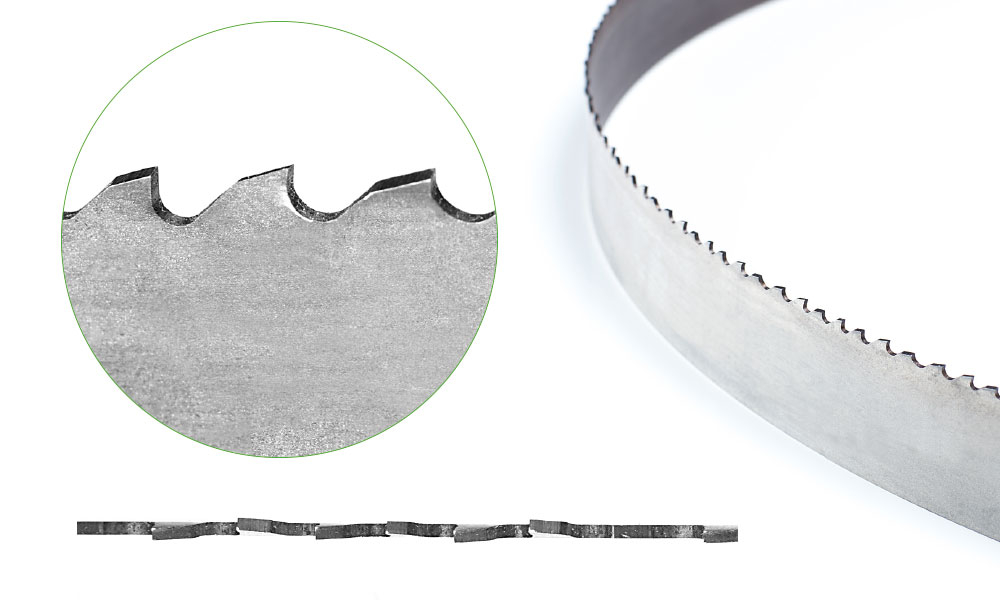
Форма зубьев
Форма и размер зубьев пилы имеют решающее влияние на результат распиловки. Выбор формы зубьев определяется в первом приближении следующими факторами:
• Тип древесины
Твердая древесина, сухая и замороженная древесина требуют применения зубьев массивной формы. Мягкая и свежая древесина позволяют использовать зубья менее массивной формы, с большей площадью углубления между зубьями, позволяющими вместить больше опилок.
• Направление распиловки относительно волокон
Зубья подвергаются большим напряжениям при распиловке поперек волокон, чем при продольной распиловке.
• Скорость полотна
Высокая скорость движения полотна обычно применяется при распиловке мягкой древесины и высоких скоростях подачи. Поэтому она требует больших углублений между зубьями.
• Скорость подачи
При высоких скоростях подачи зубья подвергаются большим напряжениям, что требует, применения зубьев более массивной формы. Однако, при высоких скоростях подачи также требуются большие углубления между зубьями. Плющеные зубья обычно могут работать при более высоких скоростях распиловки и более высоких скоростях подачи, чем разведенные зубья.
• Толщина полотна
Тонкое полотно требует более массивных зубьев, чем толстое полотно.
• Глубина пропила
При прочих равных условиях, увеличение глубины пропила Требует увеличения площади углублений между зубьями. В то же время полотно будет подвержено большим напряжениям, что должно быть скомпенсировано уменьшением скорости подачи.
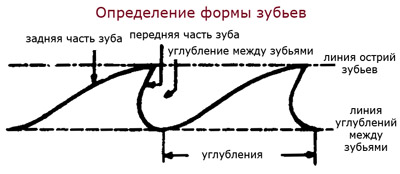
Существует пять основных форм зубьев, которые охватывают обычные условия, с которыми приходится сталкиваться при распиловке древесины, включая свежую и выдержанную древесину. Основное отличие между ними заключается в площади углублений между зубьями. Кроме того, они должны иметь форму, соответствующую реальным условиям работы в каждом случае.
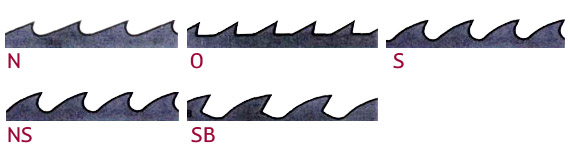
Форма N обычно используется на узких полотнах, т.е.с шириной до 50 мм (2″), зубья которых разводятся обычным образом. Эти массивные зубья рекомендуются для распиловки очень твердых лиственных пород древесины Радиус
углубления между зубьями сравнительно мал, что делает полотно более подверженным к образованию трещин в углублениях.
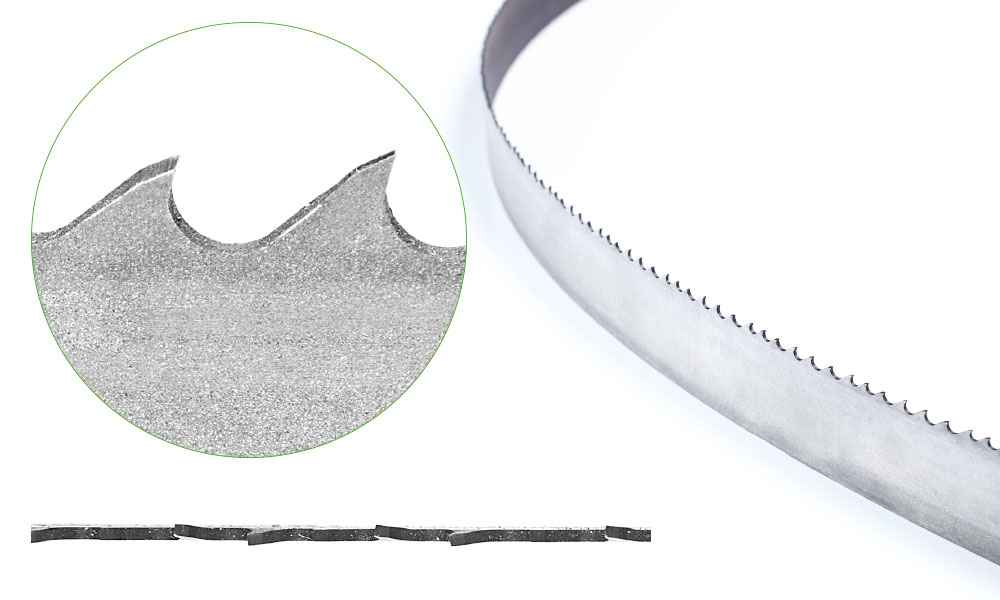
Для формы О характерно плоское углубление между зубьями и большая площадь углубления, она рекомендуется для распиловки мягких пород древесины с крупными тянущимися волокнами. По мнению многих наладчиков пил, углубление с плоским дном понижает риск появления трещин в углублении. Является идеальной формой для разведенных полотен шириной до 130 мм (5″).
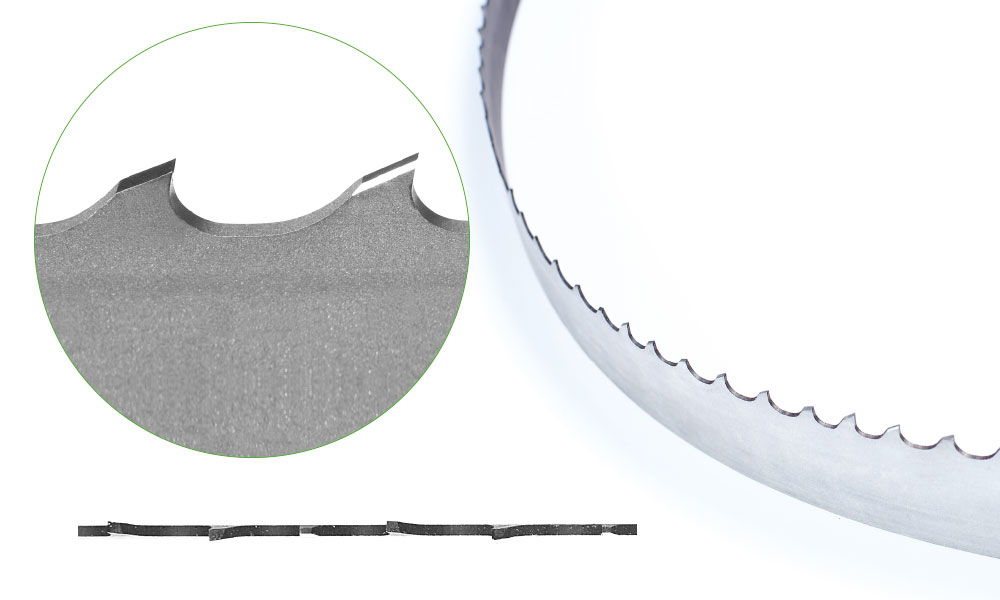
Форма S является обычной формой для широких полотен ленточных пил, т.е. 250 мм (10″) и шире, особенно при использовании плющеных зубьев. Выгнутая задняя часть означает, что задний угол и шаг сведены к минимуму, что обеспечивает высокую устойчивость.
Форма NS является комбинацией форм N и S и объединяет преимущества прочного, допускающего плющение острия зуба и большой площади углублений между зубьями, что уменьшает риск образования трещин и позволяет вмещать больше опилок. Форма NS рекомендуется для полотен с шириной от 150 мм (6″) до 200 мм (8″), и идеально подходит для распиловки мягкой древесины и смешанной древесины лиственных пород.
Форма SB на практике показала свои преимущества при распиловке мороженой древесины. Довольно большой радиус углубления между зубьями позволяет избежать образования трещин в основании углубления. Боковая устойчивость очень высокая благодаря относительно мелким углублениям. Точка перегиба в основании углубления перерубает замороженные щепы дерева, что позволяет максимально использовать площадь углубления и снижает количество отходов и прилипание щеп к доскам.
Пошаговая инструкция по замене ленточной пилы
Рассмотрим процесс замены ленточной пилы на ручном станке для резки металлических заготовок.
Внезапное включение питания обязательно становится причиной тяжелейших травм, многие из них опасны для жизни. Никогда не нарушайте правила техники безопасности, они написаны на основании чьих-то ошибок и травм.
| Шаг, №№ | Описание |
|---|---|
 Шаг 1 Шаг 1
|
Откиньте защитный кожух механизма привода ленточной пилы. Он фиксируется на нескольких защелках, в нижней части имеются монтажные петли. |
 Шаг 2 Шаг 2
|
До предела ослабьте натяжение пилы. Для этого необходимо покрутить против часовой стрелки специальный рычаг, расположенный на торце корпуса станка. При вращении винта натяжное колесо смещается в сторону приводного и таким образом ослабляет натяжение ленточной пилы. |
 Шаг 3 Шаг 3
|
Снимите пилу с натяжного шкива, затем достаньте ее с направляющего механизма и лишь затем с приводного шкива. Работайте в плотных перчатках, не повредите руки. Не изгибайте полотно пилы сильно, при выравнивании оно может травмировать рабочего. Пила в направляющем механизме удерживается подшипниками, они выравнивают срез и гасят вибрации. Для эффективной работы обоймы подшипников плотно прижимают полотно, доставать его оттуда следует резким ударом руки. Не пользуйтесь молотками, они могут повредить детали станка. |
 Шаг 4 Шаг 4
|
Достаньте новую пилу, очистите ее от технического масла, сделайте визуальную ревизию. При обнаружении заводских дефектов пользоваться пилой категорически запрещается. Начинайте вставлять полотно в направляющее приспособление, оно должно плотно войти в подшипники. Если все встало на свои места, то вы должны почувствовать момент вхождение полотна в соприкосновение с обоймами – усилие увеличится, верхняя кромка полотна упрется о металлическую поверхность. |
 Шаг 5 Шаг 5
|
Аккуратно наденьте пилу на ведущий шкив, а затем на ведомый. Установите ее точно на предыдущее место. Немного натяните полотно вращением маховика натяжения. Еще раз поправьте положение пилы в роликах и опять подтяните пилу. На этом этапе пила не натягивается до рабочих значений, а только подтягивается для правильной укладки. Натягивать пилу при открытом кожухе категорически запрещается инструкцией по пользованию оборудованием. |
 Шаг 6 Шаг 6
|
Закройте на защелки кожух пилы. Замена режущего инструмента сделана, но работать на станке еще нельзя – пилу необходимо отрегулировать. Алгоритм действий немного изменяется с учетом технических данных станков, но принцип один и тот же. |
Видео — Замена полотна на пиле
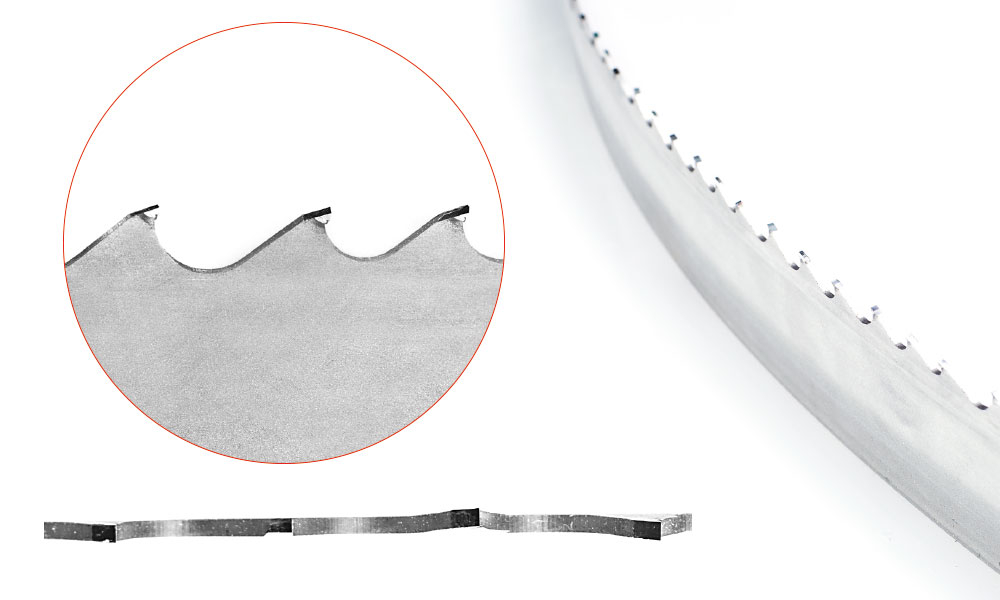
Подбор шага зубьев ленточной пилы по металлу М42 80х1.6х13000 мм
Переменный шаг зубьев ленточного полотна 0.75/1.25 применяют для распиливания больших заготовок, которые имеют в поперечном сечении сплошной профиль и диаметр более 500 мм.
Переменный шаг зубьев ленточного полотна 1.1/1.6 применяют для резки заготовок условным диаметром 200-600 мм. Пилить можно как прямоугольный, круглый и трубный прокат, так и различные балки, уголки и двутавры.

Шаг зубьев ленточного полотна 1.5/2 применяют для резки заготовок условным диаметром 150-400 мм. Пилить можно как сплошной кругляк, так и трубный прокат условным диаметром около 500 мм и толщиной стенки более 100 мм.

Переменный шаг зубьев 2/3 используют для пиления сплошных заготовок 130-350 мм, так и труб диаметром около 300-500 мм и толщиной около 80 мм.


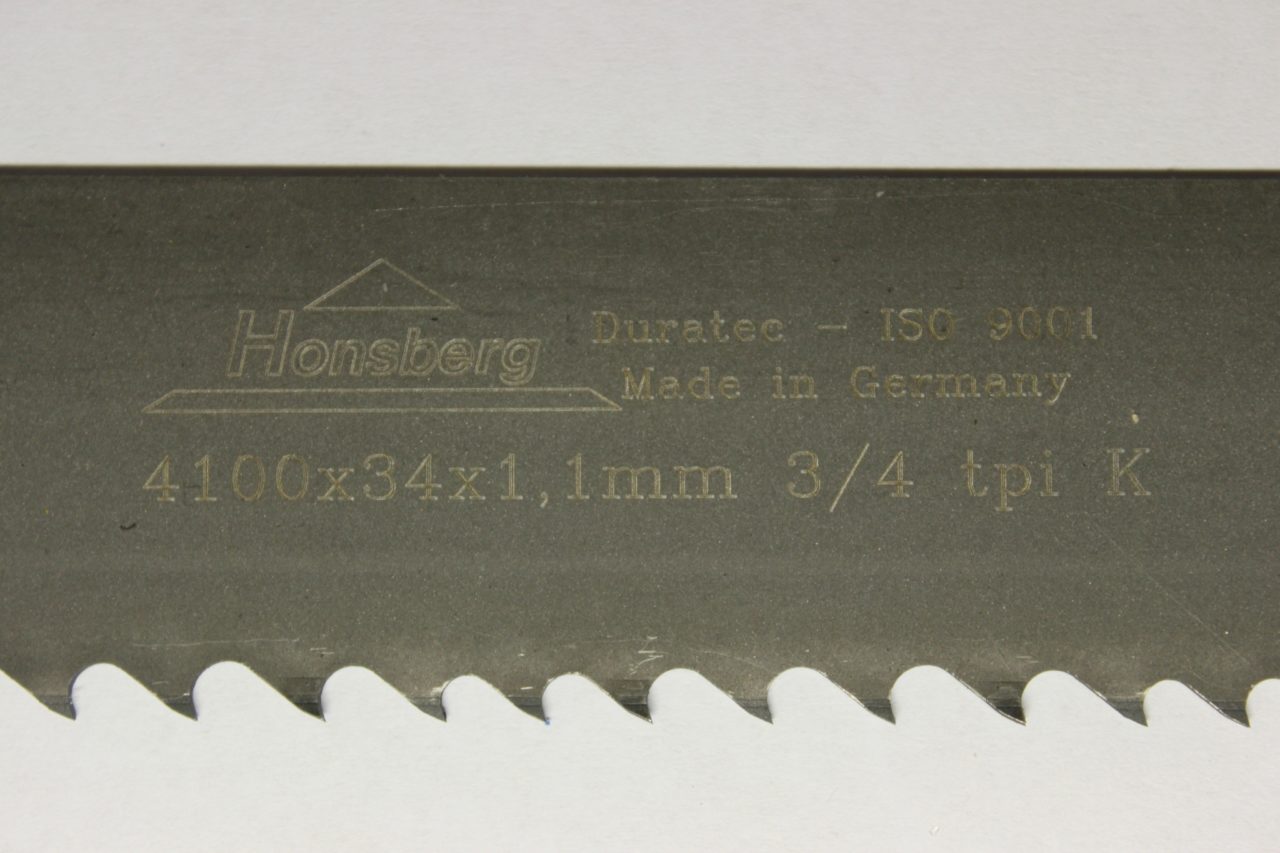
Варианты обозначения ленточного полотна Honsberg при выставлении счета:
Первый вариант, где указаны материал режущей части, основные размеры, а аббревиатура TPI обозначает число зубьев на дюйм:
Полотно Honsberg M42 80×1.6×13000 мм, 0.75/1.25TPI
Полотно Honsberg M42 80×1.6×13000 мм, 1.1/1.6TPI
Полотно Honsberg M42 80×1.6×13000 мм, 1.5/2TPI
Полотно Honsberg М42 80х1.6х13000 мм, 2/3TPI
Второй вариант, где указан производитель, профиль зубьев, материал режущей части, размеры полотна сваренного в кольцо, шаг и буквенное обозначение переднего угла зубьев:
Полотно Honsberg Spectra Bimetal М42 80х1.6х0.75/1.25Kх13000 мм
Полотно Honsberg Delta Bimetal М42 80х1.6х0.75/1.25Dх13000 мм
Полотно Honsberg Radial Bimetal М42 80х1.6х0.75/1.25Rх13000 мм
Полотно Honsberg Spectra Bimetal М42 80х1.6х1.1/1.6Kх13000 мм
Полотно Honsberg Delta Bimetal М42 80х1.6х1.1/1.6Dх13000 мм
Полотно Honsberg Radial Bimetal М42 80х1.6х1.1/1.6Rх13000 мм
Полотно Honsberg Spectra Bimetal M42 80×1.6×1.5/2Kx13000 мм
Полотно Honsberg Spectra Bimetal М42 80х1.6х2/3Kх13000 мм
Оба варианта правильные, какой бы не использовался, только, как правило, при выставлении счетов на оплату мы используем второй вариант, так как он более детально отражает все параметры ленточного полотна. Первый же вариант, чаще всего используют станочные компании, чтобы указать, какой размер полотна подойдет к предлагаемому ленточнопильному станку.
Ленточное полотно используется на ленточнопильном станке:
COSEN SH-1713; EVERISING H-1300
Ресурс ленточной пилы по металлу
Пилы кольцевые Honsberg имеют ресурс при пилении низколегированных или конструкционных углеродистых сталей в пределах 1,5-2,5 м² сплошного материала заготовки на погонный метр полотна. При распиливании любых труднообрабатываемых сталей, в том числе жаропрочных, никелевых, титановых, коррозиестойких сплавов, ресурс или стойкость пилы составляет 0,2-0,5 м² сплошного материала на погонный метр полотна.
С этим товаром приобретают
Концентрат СОЖ
Чтобы продлить срок службы полотна, увеличить скорость резания и тем самым производительность, рекомендуем использовать СОЖ.
ИНФОРМАЦИЯ ДЛЯ ПОКУПАТЕЛЕЙ:
— С 01 июля 2019 года мы работаем только с юридическими лицами.
— Отгрузка ленточных полотен производится после 100% оплаты.
— Покупателю, чтобы приобрести ленточные полотна, надо отправить заявку с реквизитами компании или индивидуального предпринимателя на почту sales@stankotorg.ru указав размеры пилы и шаг зубьев, а также, сколько полотен требуется. Ответным письмом будет выслан счет на оплату. — Адрес выдачи самовывозом: г. Москва, ул. Перовская, д. 61/2, стр. 1.
— Доставка ленточных полотен «до двери» по г. Москва стоит от 300 рублей и зависит от района доставки, при этом сумма самого заказа должна быть более 7000 рублей.
— Если заказ поступил из региона России и у клиента нет возможности забрать оплаченные пилы самовывозом, мы можем произвести «доставку до двери» или терминала транспортной компании в городе Покупателя через транспортную компанию Деловые линии, ПЭК, Байкал-Сервис или иную другую. Чтобы отправить оплаченные полотна, нам надо предоставить дополнительные данные, которые будут внесены в заявку транспортной компании: город доставки, контактное лицо и контактный телефон.
— Транспортные расходы по доставке ленточных полотен оплачивает Получатель непосредственно транспортной компании согласно действующих тарифов.
Размеры полотна
Чем больше бревна и чем выше скорость подачи, тем толще и шире должны быть полотна ленточной пилы, чтобы обеспечить точную распиловку
Очень важно подбирать правильное соотношение между размером бревна (высотой реза), скоростью подачи, устойчивостью полотна и точностью распиловки
В некоторых местах предпочитают высокую производительность и большие пилы, в других предпочитают использовать меньшие пилы и более тонкие полотна для распиловки бревен тех же размеров. Но сама лесопильная рама рассчитана на заданный размер полотна (длина, ширина и толщина), поэтому для данной пилы выбор размеров полотен ограничен.
Толщина
Существует эмпирическое правило, что толщина не должна превышать 1/1000 диаметра шкива ленточной пилы. Это правило хорошо зарекомендовало себя на практике. С точки зрения теории, при этом напряжения при изгибе будут ограничены величиной примерно 200 Н/мм2.
При использовании более толстых полотен уже через короткое время в углублениях между зубьями будут образовываться трещины, что связано с более высокими напряжениями при изгибе, которым подвержены более толстые полотна.
В последние годы начала применяться распиловка при больших натяжениях, при которой используются более тонкие полотна для уменьшения напряжений при изгибе. Чтобы сохранить устойчивость полотна, прилагается большая сила натяжения, чем обычно. Однако слишком тонкое полотно приведет к неточной распиловке
Ширина
Ширина полотна определяется шкивом ленточной пилы. Максимальная ширина полотна равняется ширине шкива + высота зубьев + 3-5 мм (0,12 — 0,20″). В зависимости от условий работы полотна, около одной трети исходной ширины может быть использовано для переточки. В конце концов, полотно придется выбросить из-за слишком большого количества трещин. Это произойдет, когда полотно станет слишком узким, чтобы выдерживать силу натяжения, необходимую для распиловки с высокой точностью.