Тиг сварка что это такое
Содержание:
- Комплектующие для самодельного аппарата аргонной сварки
- Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается
- Расшифровка аббревиатур
- История появления
- Преимущества и недостатки
- Что такое ТИГ сварка
- Популярные производители и модели
- Область применения
- Техника сваривания
- Аргонная TIG сварка
- Для чего необходим газ при выполнении сварки
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
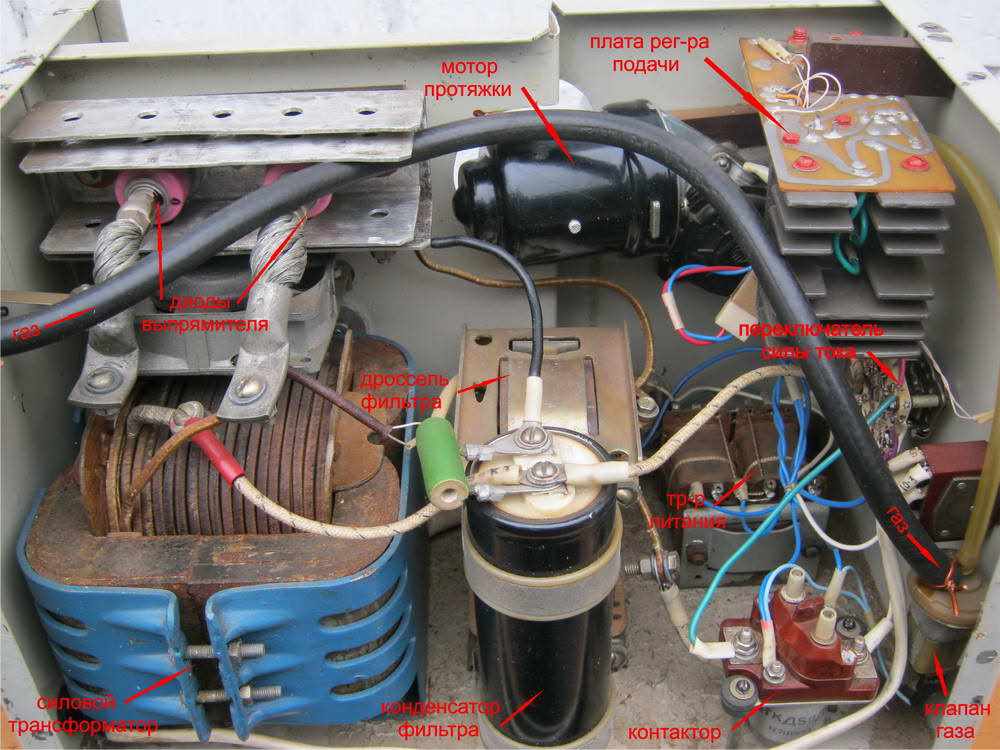
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения
Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным
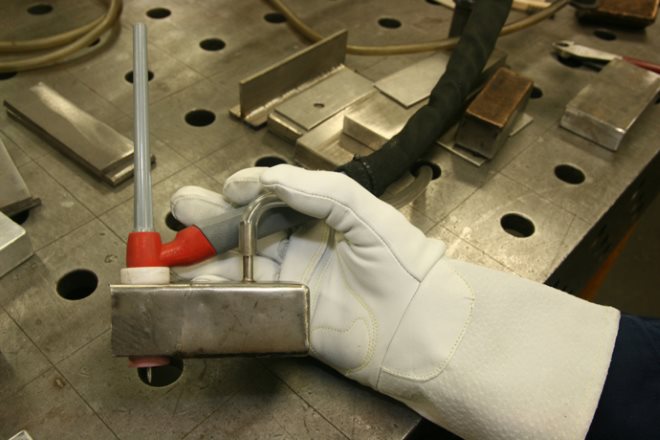
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется , соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается
Из данной статьи вы узнаете, как расшифровываются TIG, MIG-MAG и MMA сварка, узнаем их основные отличия.
Помимо этого, в сваривании нет жестко установленной классификации, поэтому бывает трудно отличить методы сваривания. По этой причине большинство зарубежных производителей пользуются английским аббревиатурами, признанными общественностью. В данной статье мы рассмотрим TIG, MIG-MAG и MMA сваривание.
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе.
Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
TIG-сваркой является ручное сваривание с использованием неплавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов.
Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа. низкая производительность и высокие требования по подбору оператора.
Сваривание MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе.
Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах . чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте. потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
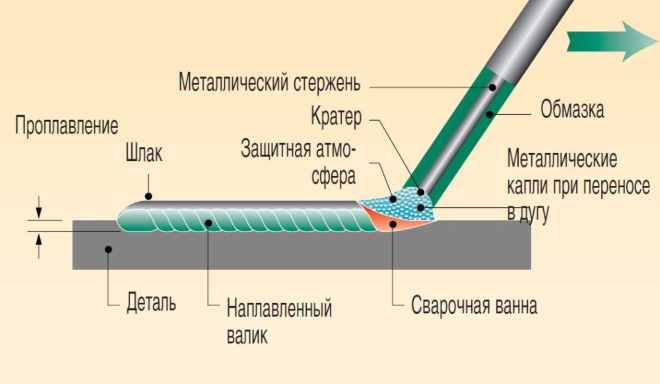 Сварка покрытым электродом
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
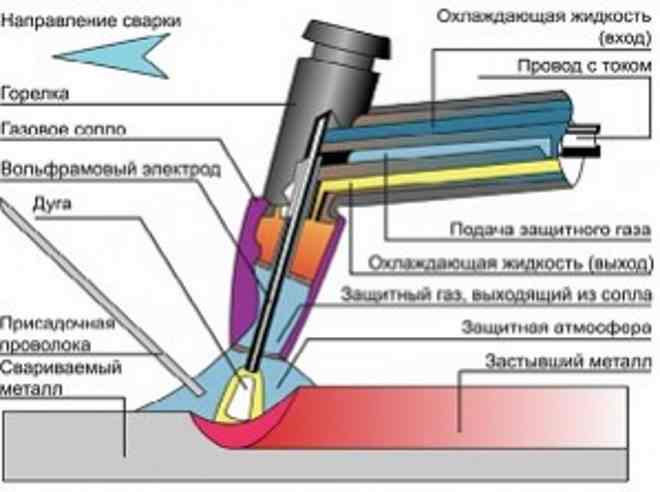 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
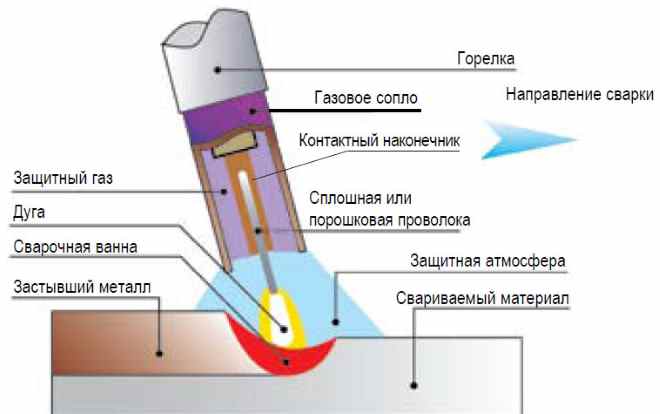 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.

Красивые швы сварки
Что такое ТИГ сварка
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
Популярные производители и модели
Модель BRIMA TIG 180А
Инвертор TIG сегодня представлен в разных исполнениях от различных производителей. Один из лидеров — марка Brima. Ассортимент моделей представлен большим количеством наименований, каждое из которых отличается уровнем производительности и значениями электрических параметров. Например, сварочный инвертор BRIMA TIG 180А предназначен для работы с черным металлом, соответственно, это устройство выдает постоянный ток.
Сварочный инвертор BRIMA TIG в этом исполнении работает с током в диапазоне от 20 до 180 А. Конструкцией предусмотрен осциллятор, что позволяет соединять металл толщиной 10 мм. Сварочный аппарат инвертор производителя BRIMA TIG обеспечивает стабильную дугу даже если подключить баллон со смесью.
Устройство допускает переключение режима и переход на метод сварки MMA. Но не рекомендуется эксплуатировать сварочный электрический инвертор BRIMA TIG в таком режиме постоянно, так как это лишь его опция, а не основной функционал.
Потребляемая мощность составляет 3,2 кВт, а допустимый уровень нагрузки на сварочный электрический инвертор BRIMA TIG данной модели при максимальном выходном токе 180 А соответствует 60%. Стоимость этого варианта находится в районе 15 000 руб. Несколько более функциональный прибор, аналог от этого же производителя – инвертор TIG в исполнении 200А. Предельное значение рабочего тока составляет 200 А. В остальном, значения исходных параметров идентичны. Стоит оборудование в таком варианте около 20 000 руб.
Смотрим видео о модели 165:
Альтернативный выше рассмотренному устройству вариант — сварочный инвертор Telwin Force. Одно из исполнений – модель 170 DС-LIFT VRD c. Устройство выдает максимальный ток 150 А, минимальное значение – 140 А. Сварочный аппарат инвертор производителя Telwin Force выдерживает уровень нагрузки, соответствующий 60% при 150 А. Допустимый диаметр электрода находится в диапазоне от 1,6 до 4 мм. Сварочный инвертор Telwin данной модели имеет сравнительно небольшой вес, что упрощает его транспортировку. Вообще такой агрегат, как сварочный аппарат инвертор марки Telwin, представлен в очень широком ассортименте, что значительно упрощает выбор и расширяет возможности пользователя.
Импортный или отечественный аппарат?
 Модель Сварог TIG 200P
Модель Сварог TIG 200P
Многие ошибочно полагают, что российские приборы по умолчанию имеют невысокое качество и низкую цену. Это не так, потому что сегодня уровень предлагаемого отечественному пользователю оборудования находится на высоком уровне. Некоторые модели, например, сварочный аппарат инвертор Сварог TIG 200P, стоит в два раза дороже импортного аналога.
Цена данного варианта находится в пределах 30 000 руб. Причем в этом исполнении собрано на порядок больше возможностей, чем в таком устройстве, как Telwin электрический инвертор модели 170 DС-LIFT VRD c.
Пользователю при выборе следует руководствоваться рядом электрических параметров, которые характеризуют уровень эффективности такого оборудования, как инвертор TIG
А обращать внимание на марку устройства следует во вторую очередь, равно как и на стоимость. Ведь основная задача, которую должен выполнять сварочный аппарат инвертор производителя Telwin и прочих аналогов, заключается в обеспечении высокого качества шва
Вполне можно приобрести доступный по цене агрегат, но по итогам пользователь будет разочарован результатом работы. Соответственно, принципиальной разницы нет, будет ли приобретен сварочный инвертор Telwin Force или Сварог, важнее всего – качество работы оборудования, о чем можно предварительно поинтересоваться, изучив отзывы.
Дополнительно и в гораздо большем приоритете решается вопрос удобства эксплуатации, что обеспечивается тем, сколько весит сварочный инвертор Telwin или его аналог, а также габаритами устройства и наличием ручки для транспортировки. Стоимость также не должна быть определяющей, так как в результате эксплуатации дешевого оборудования пользователь убедится в правдивости расхожего выражения: «скупой платит дважды».
Область применения
Благодаря своему высокому качеству, TIG сварка получила довольно широкую область применения. Чаще всего ее используют там, где нужна высокая ответственность. Это может быть строительная сфера, так как несущие металлоконструкции высотных зданий и прочих сооружений должны обладать высоким запасом прочности. Сюда же можно отнести мастерские по ремонту, в том числе и автомобилей. Данным способом могут проводиться практически все виды сварочных работ, но с учетом того, что он обходится дороже, чем обыкновенная ручная дуговая сварка, то в экономических целях его применяют преимущественно для сложных работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке
Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки


Аргонная TIG сварка

TIG сварка
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает — сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха — кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
Выбор и заточка вольфрамовых электродов
Другие варианты
Существуют и другие, менее распространенные электроды, например со смесью различных оксидов.
* — цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
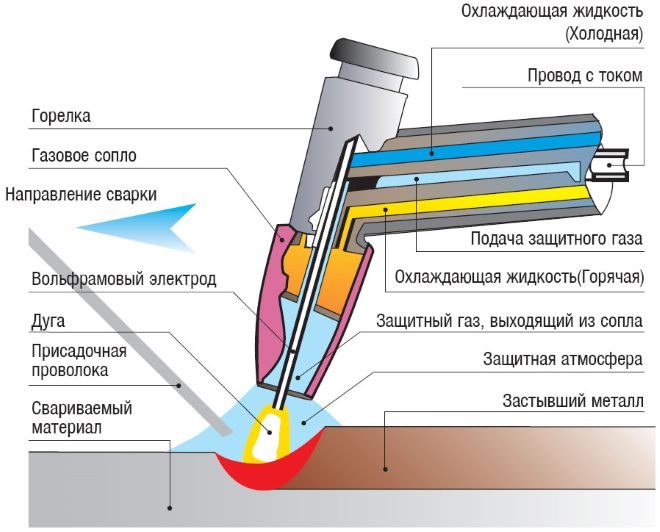
Схема процесса сварки в среде защитного газа
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
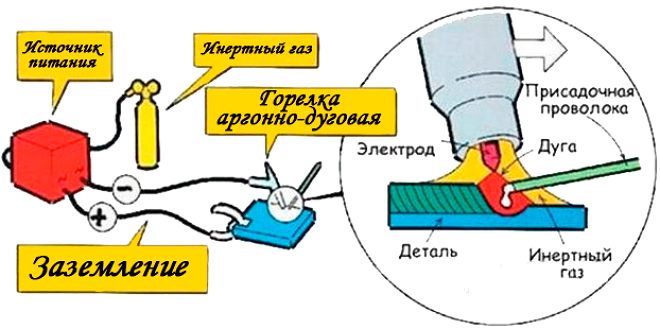
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).