сварка полуавтоматом
Содержание:
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.
 Проволока для сварки полуавтоматом без кислоты
Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
|
Параметр |
Предел прочности, (МПа) |
Предел текучести, (МПа) |
Удлинение относительное, % |
Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение |
480 |
400 |
22 |
47 |
| Максимальное значение |
580 |
490 |
27 |
120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее
Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
Популярные марки
|
Марка проволоки |
Сфера применения |
| Forte E71T-1 |
Для сваривания низколегированных сталей со средним содержанием углерода |
|
FW12100 |
Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 |
Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 |
Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
|
Величина диаметра, мм |
Ток постоянный, полярность обратная, А |
|
1 |
18…30 |
|
1,6-2 |
21…35 |
|
3 |
25….40 |
|
4 |
40…50 |
|
5 |
50…80 |
|
6 |
80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
- Барс;
- Форте;
- Elementi.
2 Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа, однако для его реализации лучше подходит порошковая вязальная проволока.
Сварка посредством короткой дуги (струйный перенос) — используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
При этом обеспечивается достаточно эффективное использование сварочной проволоки, которая из-за максимальной плотности тока не подвергается повышенному выгоранию легирующих примесей, что гарантирует качественный и чистый сварной шов.
Данный метод требует использования нержавеющей нити с диаметром меньшим, чем диаметр электрода, что позволяет уменьшить разбрызгивание материала и увеличить плавность шва, но, при этом, увеличивает расход проволоки.

Сварка металлических листов с помощью нержавеющей проволоки
Импульсный перенос дуги является самой эффективной технологией, как по продуктивности, так и по итоговому качеству сварочного шва. Особенностью импульсного метода сварки является покапельная подача нити на шов, что полностью устраняет возможное разбрызгивание материала, и позитивно сказывается на уменьшении его расхода.
Для реализации данного способа необходимо наличие качественного полуавтомата, обладающего широким диапазоном настройки тока сварки, и высокими динамическими характеристиками.
В таких случаях сварка на полуавтомате демонстрирует качество, сравнимое с высокотехнологичной аргоновой сваркой, но, при этом, существенно большую продуктивность, из-за сокращенного времени обработки металла.
2.1 Технология сварки полуавтоматом с использованием нержавеющей проволоки (видео)
2.2 Реализация функции подачи проволоки
Подача проволоки в современных полуавтоматах механизировано: оператор, нажимая на кнопку подачи, активирует продвижение материала вдоль горелки, при этом, сварочный газ и напряжение на выходе отключаются.
Существует и полностью автоматизированная технология подачи сварной нити – когда при включенном полуавтомате дуга перестает зажигаться, что свидетельствует об отсутствии нужного количества проволоки, агрегат автоматически отключит подачу газа и тока, и подаст необходимое количество материала.
Сама подача выполняется посредством конструкции, состоящей из нескольких роликов (№1 на нижеприведенном рисунке), которые протягивают проволоку до нужного уровня.
-

Устройство подачи проволоки в пистолете сварочного полуавтомата
Также качественные полуавтоматы обладают функцией растяжки дуги, которая дает возможность настройки длины изделия, выступающей за рабочую зону сопла держателя. Данная функция позволяет сварщику оптимально подстраивать полуавтомат для сварки листов металла разной толщины, и под разные требования к итоговому сварному шву.
2.3 Обзор актуальных рыночных цен
Чтобы составить полную картину о представленном на рынке ассортименте, и ценах на сварочную нержавеющую нить, мы выполнили анализ сортамента от самых востребованных производителей.
Как показал осмотр рынка, цены очень разнятся в зависимости от объемов закупки, так цена при покупке в розницу, может быть на 25-30% большей, чем цена при покупке большими бухтами. В целом же, основным фактором, от которого зависит цена, является диаметр проволоки.
Основными производителями нержавеющей нити являются бренды MIG и NWT. Наиболее популярным вариантом для полуавтоматов является изделие диаметром 1,2 мм. MIG ER-316LSi, цена в розницу которой составляет около 12 долларов за килограмм, если же покупать материал в бухтах по 15 кг, то цена снижается до 11 долларов.

Устройство сварочного пистолета (вид изнутри)
При уменьшении диаметра проволоки, растет её цена за один килограмм, к примеру: цена в розницу той же проволоки MIG ER308, диаметров в 0,8 мм составляет почти 15 долларов, а при покупке оптом (бухтой в 15 кг) цена понижается до 13 долларов.
Стоимость покупки в розницу изделия большого диаметра – 1,6 мм, составляет 14,3 доллара, если брать оптом – 13 долларов.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
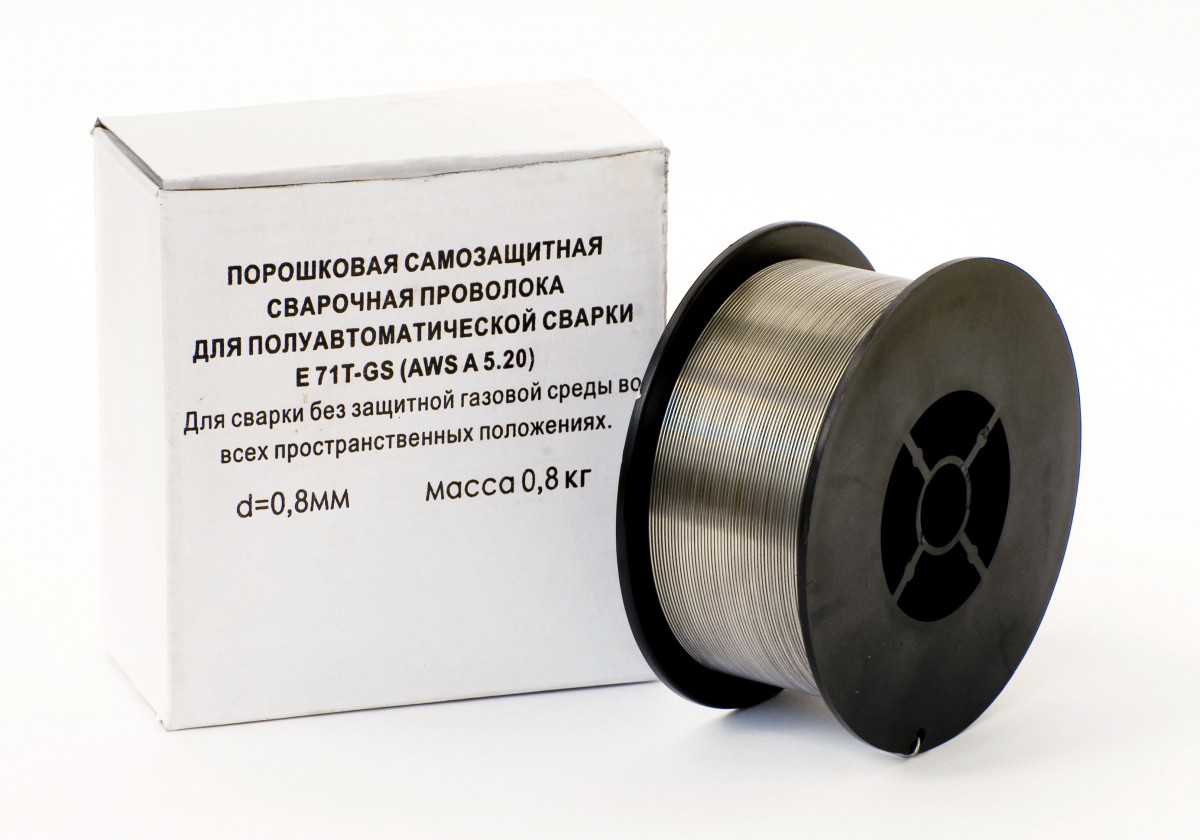
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Недостатки
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.
Физико-химические свойства
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.
 Проволока для сварки с флюсом
Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
Разновидности
Проволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Технические характеристики
| Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар, надрез KV | Какой газ для защиты можно использовать | |
| 0, градусов Цельсия | -20, градусов Цельсия | |||||
| Минимальное значение | 480 | 400 | 22 | 47 | 27 | CO2 |
| Максимальное значение | 580 | 490 | 27 | 120 | 103 |
Особенности выбора
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм
При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом
Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
Производители и популярные марки
- E71T-1;
- Forte;
- ER70S-6.
Чем изделия отличаются между собой
Иногда и сами начинающие сварщики, хотя и изучали марки присадочных материалов на курсах для получения разрешения на этот вид работ, путаются в маркировке и свойствах. Ведь нельзя же один вид проволоки применять и на черный металл, и на цветной. Нержавеющая сварочная проволока скрепляет только таких же свойств металл.
В состав изделий всех трех видов для легирования присадочной стальной нитки введены кремний и марганец, углерод и никель, хром и фосфор. И лишь титан и молибден отсутствуют там, где малое содержание углерода.

Легированием данной стали этими химическими элементами таблицы Менделеева улучшается физико-химический состав металлов и особенно их сплавов.

Немаловажна и толщина, другими словами – какой диаметр лучше? Ответ прост: должен быть равным толщине сварных частей.
Конструкция и принцип работы полуавтоматического сварочного автомата
Принцип работы полуавтоматического сварочного аппарата заключается в генерировании электрической дуги для преобразования энергии электричества в тепловую. Подача в зону расплава проволоки, являющейся мобильным плавящимся электродом, осуществляется автоматически, с постоянной скоростью. Перемещение горелки осуществляется вручную.
В состав аппарата входят:
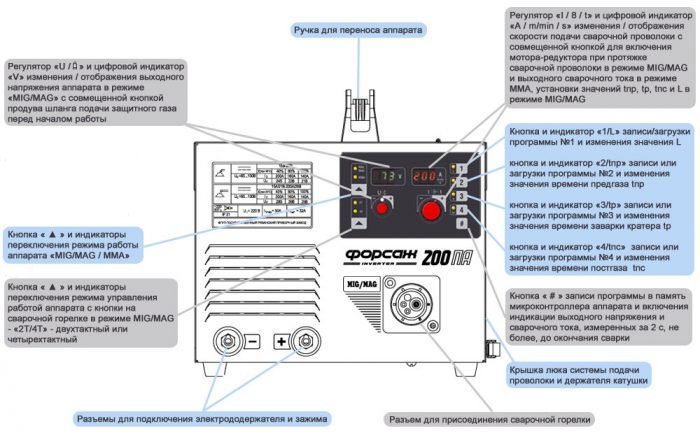 Отличается полуавтоматический сварочный аппарат от ручного наличием механизированной подачи проволоки для сварки
Отличается полуавтоматический сварочный аппарат от ручного наличием механизированной подачи проволоки для сварки
- источник тока;
- узел управления;
- механический блок подачи электрода;
- бобина с проволочным электродом;
- трубопровод для подачи проволоки;
- сварочная горелка-«пистолет»;
- гибкие шланги;
- электрический провод цепи управления;
- управляющая панель.
Самой высокой производительностью обладает современный инверторный сварочный аппарат, отличающийся высокими эргономическими параметрами, быстрым розжигом электрической дуги и высокой скоростью создания прочных соединений.
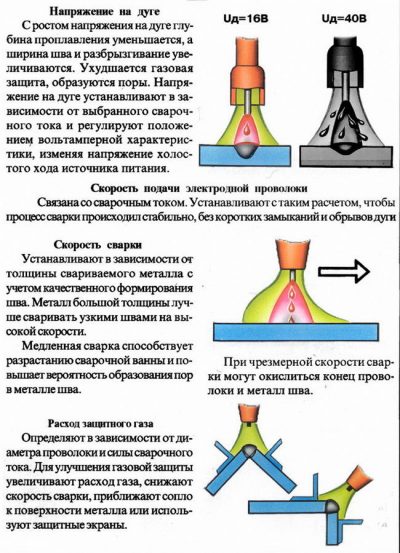 Режимы полуавтоматической сварки
Режимы полуавтоматической сварки
При проведении сварки полуавтоматом необходимо изолировать создаваемое соединение от внешней среды. Если расплавленный металл контактирует с окружающим воздухом, то кислород и азот вступают в реакцию с металлом, снижая прочность шва. Для изоляции применяется защитный газ. На сегодняшний день есть два способа проведения сварки полуавтоматом, с разными вариантами защиты шва: с применением газовой среды или специального флюса.
При первом способе предохраняющий инертный или активный газ подается через сопло горелки от специально подключенного баллона с газом. При этой технологии в качестве электрода применяется омедненная сварочная проволока заданного сечения.
При проведении сварки полуавтоматом без газа предохраняющий газовый слой образуется при сгорании порошкового флюса, которым заполнена специальная проволока, используемая в качестве плавящегося электрода.
2 Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.

Такой метод сварки имеет массу преимуществ
При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
2.1 Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
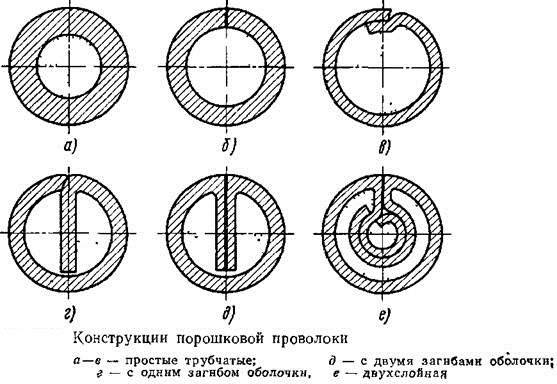
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
2.2 Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
2.3 Сварка полуавтоматом с помощью порошковой проволоки (видео)
Маркировка
Выпускается почти восемь десятков марок сварочной нити только в России по трем основным линейкам. Некоторые характеристики этих присадков зашифрованы в марке, поступающей на оптовый и розничный рынок этих товаров. Фото сварочной проволоки рассмотрите на сайте отдельными хлыстами или в пучках.
Например, метровый и десятикилограммовый пучок марки СВ-08 А стоимостью 81 рубль российского производства. СВ – это понятно и так, 08 – свидетельство содержания 0,08 процента углерода, А – это сигнал об особой чистоте металла по содержанию в нем серы и фосфора.
Вторая марка СВ-08 Г 2С. Рассмотрим лишь «Г2С», поскольку начало маркировки подобно верхнему примеру. «Г» обозначает присутствие в изделии марганца, 2 – его доля в процентах, «С» – наличие кремния (поскольку после нет числительного, то этого вещества там от полпроцента до одного процента).
Есть и вообще полные буквенно-цифровые абракадабры: СВ-06Х21Н7БТ и СВ-08Х19Н10МЗБ – расшифруем их только в общих чертах. В обоих видах есть хром и никель, во второй присутствует еще и молибден. Первая легирована титаном с ниобием, вторая одним ниобием.


Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Фото проволоки для сварки
























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉